一种汽车用弹片的裁切打磨装置的制作方法
本技术涉及汽车零件生产的,尤其是涉及一种汽车用弹片的裁切打磨装置。
背景技术:
1、目前汽车零件是构成汽车整体的各个单元及服务于汽车的一种产品,汽车配件的种类繁多,随着人们生活水平的提高,人们对汽车的消费也越来越多,汽车配件的这个市场变得也越来越大,近些年来汽车配件制造厂也在飞速地发展;在生产加工汽车用弹片的过程中,原材料为带状材料,需要采用连续模具进行裁切加工。
2、汽车配件加工用连续模是根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,在冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。冲压过程中,裁切工艺会令工件的边缘产生毛刺,且令模具的表面附着有碎屑,导致条料移动和冲压过程,碎屑会在条料和模具之间双面摩擦,即降低了工件表面的光洁度,还会磨损模具;工件边缘的毛刺也会互相刮蹭,增加磨损量。
3、现有裁切出的弹片零件,需要对弹片的每个部位进行打磨之后才能进行使用,原有的打磨方式是通过将切割后的弹片集中收集,然后放置在打磨机上通过手动的方式一一进行打磨,现有的打磨方式较为传统,并且人为打磨的方式导致打磨的力度层次不齐,从而在质量上存在差异,另外,人工打磨的效率慢。
技术实现思路
1、为了提高汽车用弹片的打磨效率,本技术提供一种汽车用弹片的裁切打磨装置。
2、本技术提供的一种汽车用弹片的裁切打磨装置,采用如下的技术方案:
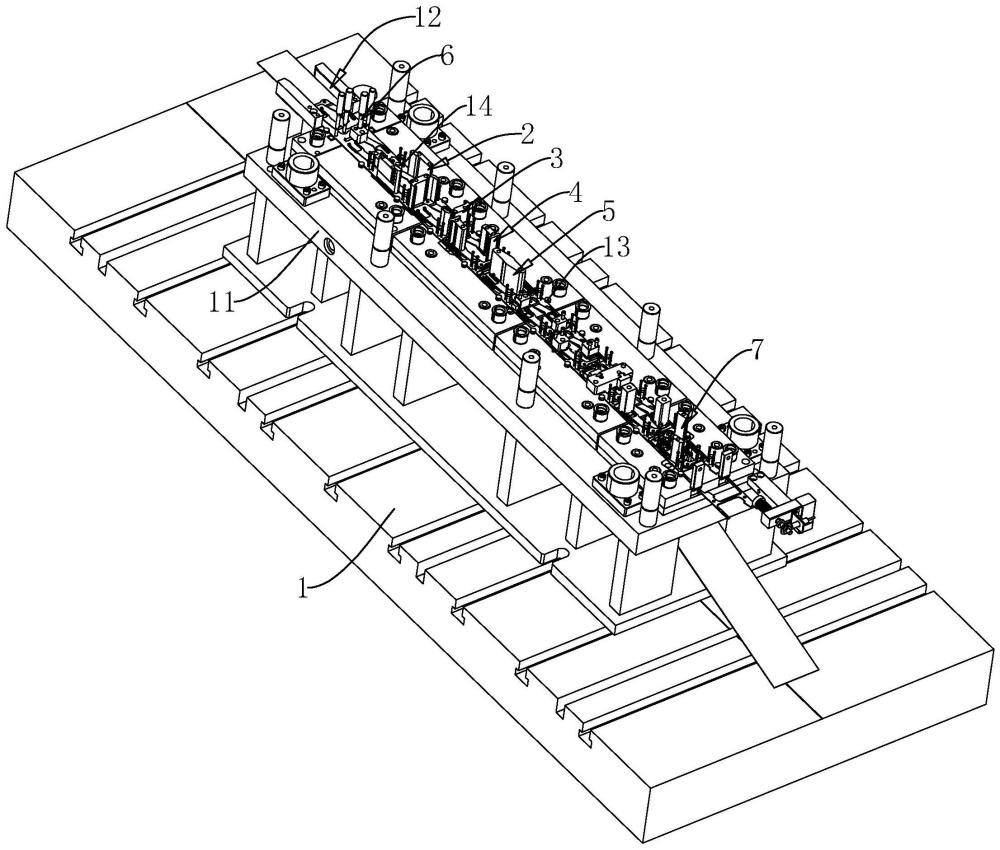
3、一种汽车用弹片的裁切打磨装置,包括工作台、安装在工作台上的固定模具、滑动设置在固定模具上方的移动模具以及驱动移动模具移动的动力组件,所述固定模具与移动模具相互配合,生产弹片用的长条形料带从两者之间移动穿过,且滑动设置在固定模具上,所述移动模具上设置有裁切弹片并对裁切后弹片进行打磨的裁磨装置,所述裁磨装置的竖直移动与料带在固定模具上的水平移动相互配合,在料带的宽度方向上,通过裁磨装置的一次动作能够并排加工出一对弹片。
4、通过采用上述技术方案,在生产加工汽车用弹片时,原材料能够移动设置在固定模具上,通过在固定模具上移动原材料,然后通过设置在移动模具上的裁磨装置对原材料进行裁切,由于裁磨装置既可以对原材料进行裁切还附带有打磨的功能,因此,通过移动模具的一次动作,在原材料上实现裁切以及对裁切后原材料边缘进行打磨的工序,提高了生产弹片的效率,同时避免了需要裁切完成后,额外再进行打磨的工序。
5、可选的,所述裁磨装置包括设置在移动模具上的一对侧裁磨组件,所述侧裁磨组件包括固定在移动模具上的侧打磨块以及固定在侧打磨块远离移动模具一端的侧裁切刀。
6、通过采用上述技术方案,在生产加工弹片时,设置的侧裁切刀能够在原材料上裁切出弹片一侧多余的废料,当多余原材料裁切完成后,侧打磨块能够紧跟着对裁切后的原材料边缘进行打磨。
7、可选的,所述裁磨装置还包括设置在移动模具上的一对端裁磨组件,所述端裁磨组件位于侧裁磨组件后方,所述端裁磨组件包括固定在移动模具上的端打磨块以及固定在端打磨块远离移动模具一端的端裁切刀。
8、通过采用上述技术方案,在生产加工弹片时,设置的端裁切刀能够在原材料上裁切出弹片端部侧多余的废料,当多余原材料被裁切完成后,端打磨块能够紧跟着对裁切后的原材料边缘进行打磨。
9、可选的,所述裁磨装置还包括设置在移动模具上且对弹片上孔隙进行裁磨的一对孔隙裁磨组件,所述孔隙裁磨组件位于端裁磨组件后方,所述孔隙裁磨组件包括固定在移动模具上的孔隙打磨块以及固定在孔隙打磨块远离移动模具一端的孔隙裁切刀。
10、通过采用上述技术方案,在生产加工弹片时,设置的孔隙裁切刀能够在原材料上且待加工出的弹片位置进行裁切,将多余的原材料裁切掉,当多余的原材料被裁切完成后,孔隙打磨块能够紧跟着对裁切后的原材料边缘进行打磨,使移动模具一次往复移动完成两种作业工序。
11、可选的,所述裁磨装置还包括设置在移动模具上且对相邻两弹片之间的料带进行裁切并对弹片进行打磨的分离裁磨组件,所述分离裁磨组件位于孔隙裁磨组件的后方,所述分离裁磨组件包括固定在移动模具上的分离打磨块以及固定在分离打磨块远离移动模具一端的分离裁切刀。
12、通过采用上述技术方案,当待加工的弹片在带状原材料上且对四周边缘多余废料切除完成后,分离裁切刀能够将相邻两弹片之间的连接的多余原材料进行裁切,将相邻两者之间多余原材料切除之后,相邻两弹片之间能够分离开,并且相邻两弹片分离开之后,相邻两弹片之间的边缘通过分离打磨块进行打磨修整。
13、可选的,所述移动模具上且位于侧裁磨组件的前方设置有冲孔组件,所述冲孔组件包括固定在移动模具上的冲磨杆以及固定在冲磨杆远离移动模具端部的冲孔刀。
14、通过采用上述技术方案,由于需要加工的弹片上开设有圆孔,在控制移动模具对弹片进行加工时,通过在移动模具上设置的冲孔刀,经过移动模具的一次动作,在待加工的弹片上直接冲裁出圆孔,将对于的原材料冲裁掉后,冲磨杆继续向下运动,通过冲磨杆对圆孔的边缘进行打磨。
15、可选的,所述固定模具上的表面上且位于侧裁磨组件、端裁磨组件、孔隙裁磨组件、分离裁磨组件以及冲孔组件的下方均开设有让位口。
16、通过采用上述技术方案,由于带状原材料在进行裁切打磨时,会将多余的废料进行裁切掉,并且上述多种裁磨组件需要穿透带状原材料才能完成正常的裁切和打磨工序,在裁切过程中,裁切掉的原材料通过让位口掉落到固定模具下方,并且设置的让位口可以让各个部位的裁切刀伸入到让位口中,从而完成正常的裁切作业。
17、可选的,包括控制料带进行移动的驱动组件,裁磨装置还包括设置的控制器,所述控制器与驱动组件和动力组件连接,且控制器能够控制驱动组件和动力组件进行逐次的连续动作。
18、通过采用上述技术方案,在对原材料进行切割加工时,原材料需要再固定模具上进行移动,通过设置的驱动组件控制原材料向前逐步移动,设置的控制器能够对驱动组件和动力组件进行联动控制,当驱动组件控制原材料向前方工序移动一个工位后,动力组件控制移动模具向下移动一次,在原材料上完成一次裁切和打磨,对各个工位上的弹片多余原材料进行切除,提高了生产弹片的效率。
19、可选的,所述裁磨装置还包括转动设置在固定模具上的多个导向块,多个导向块沿料带的长度方向均匀设置且对称分布在料带的两侧边缘处;所述裁磨装置还包括固定在移动模具上的多组压紧杆,多组压紧杆分别设置在靠近侧裁磨组件、端裁磨组件、孔隙裁磨组件以及分离裁磨组件的位置处。
20、通过采用上述技术方案,导向块能够证驱动组件在驱动带状原材料进行移动时,让带状原材料始终保持固定的移动方向,避免原材料的位置发生改变后,无法对前个工位加工完成的半成品弹片进行继续对应加工;在移动模具上设置的压紧杆能够跟对移动模具进行移动,当移动模具向下移动的过程中,压紧杆能够先压紧到带状原材料上,在打磨过程中,防止原材料的位置发生移动,同时,避免在裁切打磨完成后,移动模具复位的过程中,移动模具将原材料从固定模具上带起。
21、可选的,所述裁磨装置还包括设置在移动模具上并用于将并排两弹片从料带上裁切掉的一对裁切组件,裁切组件包括固定在移动模具上的切断刀,所述固定模具上且位于切断刀下方的位置处开设有下料口。
22、通过采用上述技术方案,当带状原材料经过移动模具上各种加工设备的裁切加工打磨之后,待加工完成的弹片与带状原材料还存在有连接处,通过设置的切断刀能够对连接处的原材料进行裁切,使加工完成的弹片能够从带状原材料上分离下来,从而完成弹片的加工。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1、在生产加工弹片时,能够对加工的弹片在进行裁切的同时,对裁切好的弹片边缘在进行打磨,让裁切和打磨工序集合到一起,通过固定模具和移动模具之间的开合,在原材料上进行加工冲裁加工,整个加工过程全部通过自动机械化的方式进行操作,不需要后续人工对裁切后的弹片进行打磨加工,提高了生产弹片的效率。
- 还没有人留言评论。精彩留言会获得点赞!