一种熔盐泵用组焊件的焊接平台的制作方法
本发明涉及组件焊接,具体为一种熔盐泵用组焊件的焊接平台。
背景技术:
1、熔盐泵是一种用于输送高温金属盐的泵,按照结构形式,可以分为熔盐液下泵和熔盐轴流泵,另外还有rxb型熔盐循环泵,主要用于对高温硝酸盐、亚硝酸盐、离子膜烧碱的输送,也广泛使用在三聚氰胺、制盐、制碱及尿素等化工流程中,输送介质的温度通常在400℃到460℃之间,并且熔盐泵在太阳能发电、熔盐反应堆中也有利用,其中,熔盐泵在对高温金属盐泵送的过程中,往往需要将部分组件与相应型号的管件相焊接在一起进行使用。
2、现有的熔盐泵用组焊件的焊接平台,一部分是通过人工进行手动焊接,然而这种方式费时费力,效率不高,另一部分则是直接对焊缝处进行机械式送料焊接,然而这种直接送料焊接的方式,存在焊料总量无法精确把控的问题,一旦焊料在焊缝中过于充盈,就会产生局部鼓包、局部有缝隙、局部过于充盈而从焊缝向管件接口表面四散的瑕疵问题。
技术实现思路
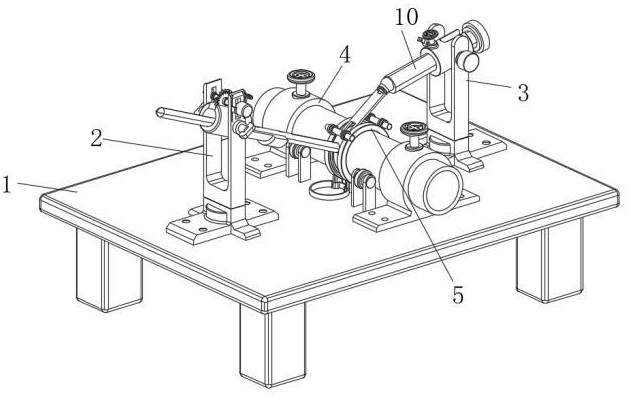
1、为解决上述技术问题,本发明通过以下技术方案予以实现:一种熔盐泵用组焊件的焊接平台,包括机床,所述机床的顶端右侧螺纹安装有支撑调架,所述机床的顶端中部对称安装有定位座,数量为两个,且呈前后对称状安装在机床上,所述定位座内侧中部定位安装有管件,所述机床的顶端中部左侧嵌合安装有收集斗,所述机床的顶端中部安装有支架,数量为四组,且呈左右对称状安装在管件的两侧,所述支架的顶部转动安装有电动辊,且所述电动辊表面贴合接触在管件外表面,所述支撑调架顶部铰接有焊接件,支撑调架能够在焊接件上做旋转与伸缩调节;
2、还包括夹位总成,该夹位总成安装在机床的顶端左侧,所述夹位总成包括安装在机床顶端左侧的十字座,所述十字座的顶端中部固定安装有dd马达,所述dd马达的顶端安装有u形架一,所述u形架一通过dd马达与十字座旋转安装,所述u形架一的内侧中部组装有大筒件,所述大筒件的内侧定位安装有焊料,所述u形架一的边侧中部组装有调动件,所述大筒件的内侧滑动安装有抽板件,所述抽板件远离大筒件的一端内侧安装有阻塞件;
3、箍环件,该箍环件安装在机床的顶端中部,且位于管件的外表面上环绕设置,并且位于两组定位座之间,所述箍环件包括固定架装在机床顶端中部的双拱架,所述双拱架的外表面上呈对称状螺纹安装有长螺丝,用于螺纹收紧或松弛双拱架,所述双拱架的表面开设有环轨,所述环轨内侧滑动安装有焊片,焊片整体由弹性材料制成,能够在双拱架的收紧或松弛调节状态变化下,跟随者一同被挤压弯曲向上隆起或前两侧一同被张拉展平,所述焊片靠近焊接件的一端固定连接有长接板,同样由弹性金属材料制成,长接板能够与长接板相对接,来延长焊接件的有效焊接长度。
4、优选的,所述u形架一包括贯穿开设在u形架一侧壁板中部的动槽一,所述u形架一侧壁板中部螺纹安装有紧杆,所述u形架一侧壁板顶部对称开设有滑轨。
5、优选的,所述大筒件包括安装在u形架一内侧的筒体,且筒体通过紧杆与u形架一定位安装,所述筒体的外表面中部开设有u形口,且远离抽板件的一端开设,所述筒体的外表面中部螺纹安装有螺纹钉,用于将焊料螺纹定位在筒体内侧,所述筒体的内侧开设有滑腔。
6、优选的,所述调动件包括安装在u形架一侧壁板上的第一马达,所述第一马达一端中部连接有长转杆,所述长转杆的中部插销安装有齿轮,所述齿轮的外表面上套装有胶套,所述长转杆远离第一马达一端中部卡装有卡头,且卡头能够在长转杆的一端与长转杆发生相对旋转,所述卡头远离长转杆的一端设置有小套体,且小套体位于u形架一另一个侧壁板中部所开设的动槽一内侧。
7、优选的,所述小套体远离卡头的一端插装有定位钉,所述小套体套装在定位钉上,且定位钉与卡头螺纹安装,所述第一马达通过定位钉、卡头和长转杆配合与u形架一相组装,其中,长转杆与第一马达旋转安装,能够带动齿轮和胶套以长转杆为轴做旋转运动。
8、优选的,所述第一马达与u形架一侧壁板紧贴的一端对称连接有夹板,且所述夹板能够卡装在滑轨内侧,且第一马达通过夹板和滑轨配合与u形架一滑动安装。
9、优选的,所述抽板件包括滑动安装在筒体内侧的弧板,所述弧板插入筒体内侧的边侧端部固定连接有卡块,且卡块能够卡装在滑腔内侧,且弧板通过卡块和滑腔配合与筒体滑动安装,所述弧板内侧壁面中部开设有动槽二,且阻塞件整体安装在动槽二内侧,所述弧板远离筒体的一端中部固定安装有第二马达。
10、优选的,所述动槽二的内侧设置有引导壁,且远离第二马达的一端侧壁上设置,并且引导壁所在的侧壁边棱呈倒圆角加工设置,方便对球头体进行滑动转向引导,使得螺纹短杆能够借助引导壁,被斜向上引导,使得橡胶体能够从动槽二内侧自如顶出和退回,所述弧板的内侧还开设有动槽三,且靠近第二马达的一端开设,并且动槽三与动槽二相连通。
11、优选的,所述阻塞件包括安装在动槽二内侧上方的锯齿块,所述锯齿块的顶部固定安装有橡胶体,所述锯齿块面朝第二马达的一端连接有弹簧卡杆,且弹簧卡杆远离锯齿块的一端卡装在动槽三内侧,锯齿块通过弹簧卡杆和动槽三配合与弧板滑动安装,并且当锯齿块将弹簧卡杆从动槽三内侧拉出之后,能够在被压缩的弹簧卡杆表面所套装的弹簧的回弹作用下,拉动锯齿块快速回弹,所述动槽二内侧下方安装有螺纹短杆,且所述螺纹短杆与锯齿块相啮合,与现有技术中的蜗杆与涡轮相啮合相同。
12、优选的,所述螺纹短杆远离第二马达的一端中部安装有球头体,且球头体与引导壁相对应设置,能够被引导壁斜向上引导,所述螺纹短杆靠近第二马达的一端中部连接有鹅颈管,且鹅颈管与第二马达相连接,所述螺纹短杆通过鹅颈管和第二马达配合与弧板旋转安装。
13、本发明提供了一种熔盐泵用组焊件的焊接平台,具备以下有益效果:
14、一、该熔盐泵用组焊件的焊接平台,通过启动第二马达,并使得第二马达的输出功率小于第一马达的输出功率,经由鹅颈管带动螺纹短杆在动槽二下方逆时针旋转,使得锯齿块连同锯齿块顶部的橡胶体一同向后移动,并在引导壁对锯齿块尾端斜向上引导,使得橡胶体被锯齿块在引导壁的引导托举下,从动槽二内侧探出,从而能够与正在被调动件输送的焊料表面相贴合,并与焊料持续接触,利用调动件连续不断的向前输送,以及橡胶体被锯齿块不断的顶出,使得焊料在被不断输送与小距离回推的滞涩作用下,来在此过程中,模拟工作人员手动将焊料轻轻点在焊缝处,怕焊料过于充盈焊缝,而快速将焊料收回,并随着对下一处焊缝的连续焊接,再次将焊料点在后续焊缝上的动作过程,来有效规避焊料在焊缝中过于充盈而产生瑕疵的问题,精准把控焊料在管件焊缝处的利用效率和精准把控焊接质量。
15、二、该熔盐泵用组焊件的焊接平台,通过在筒体内侧张拉或回收弧板,能够拓展或缩小筒体与焊料的托举接触面积,以此来实现大筒件对不同软硬材质、粗细坚硬程度焊料的适应性定位,能够结合焊料的材料特性以及型号大小的具体情况,进行适应性调节与平稳夹持。
16、三、该熔盐泵用组焊件的焊接平台,通过定位钉对长转杆一端在动槽一内侧的定位,能够使得调动件整体在动槽一内侧的有效活动范围内,上下升降调节定位,以此改变齿轮上的胶套与焊料之间的距离,从而使得夹持安装在筒体内侧的焊料的粗细可调,能够实现调动件对不同粗细型号焊料的自动送料功能。
17、四、该熔盐泵用组焊件的焊接平台,通过启动第一马达,利用长转杆带动齿轮逆时针旋转,利用套装在齿轮上的胶套与焊料表面的贴合,能够实现对焊料的自动前推,能够跟随焊料被焊接时消耗的速度,来控制第一马达对长转杆转速的把控,来实现调动件对焊料的自动送料,以及对送料速度的自主把控,能够根据焊缝的大小,来适时把控焊料向焊缝中补充的总量,以此来规避焊料的过度送料,规避焊料的浪费,同时也避免送料过快造成的焊缝局部鼓包和产生毛刺的瑕疵问题。
18、五、该熔盐泵用组焊件的焊接平台,通过结合大筒件对焊料在u形架一上定位角度的改变,使得u形架一与焊料之间能够以任意角度被定位,并随同u形架一一起所旋转运动,当遭遇所要焊接的管件内径远大于u形架一的横向宽度时,可通过将u形架一与焊料之间的夹角改成锐角或钝角之后,可将两个大管件直接套装在u形架一的外侧,来进一步调节焊料跟随大筒件绕紧杆旋转的方式,将焊料的端部紧贴在待焊接的缝隙处,实现对大型管件侧接口的自动式旋转焊接,并能个实现自动控制焊料在焊缝上的匀速跟进,规避焊缝或焊包的缺漏出现,实现对焊缝连续性的自动把控。
- 还没有人留言评论。精彩留言会获得点赞!