一种稀土合金丝生产用压铸设备及压铸工艺的制作方法
本发明属于金属丝加工,尤其涉及一种稀土合金丝生产用压铸设备及压铸工艺。
背景技术:
1、通过压铸设备,可以将稀土合金丝的所需部位压成其他所需的形状,例如将圆形截面压成方形、椭圆形或压扁。
2、稀土合金丝的压铸成型过程通常包括以下步骤:
3、步骤1,材料准备:将稀土合金丝按照所需形状和尺寸进行切割或切断。
4、步骤2,挤压机械:使用专用的挤压机械设备,将加热后的稀土合金丝放置在模具中,并施加足够的压力来使其通过模具孔的形状和尺寸。
5、步骤3,其他加工:根据具体需求,可能需要进行进一步的加工,例如切割、修整、表面处理等。
6、现有的技术问题是:在压铸时,有时需要上下挤压,有时需要左右挤压,甚至有时需要倾斜方向挤压,现有的设备不便于调节压铸的方向。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种稀土合金丝生产用压铸设备,具备便于调节压铸的方向的优点,解决了现有技术中不便于调节挤压的方向的问题。
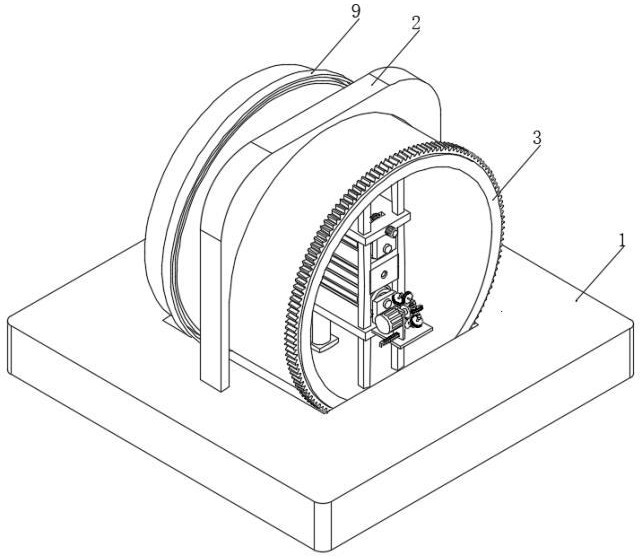
2、本发明是这样实现的,一种稀土合金丝生产用压铸设备,包括承载台,所述承载台上设有机架,所述机架上转动连接有筒体,还包括转动驱动件,所述转动驱动件能拨动所述筒体转动预设的角度;所述筒体的内壁固定连接有相对设置的伸缩驱动件,所述伸缩驱动件的伸缩端均固定连接有模座,所述模座上均设有压铸件。
3、使用时,稀土合金丝穿过筒体,且位于两个压铸件之间,当需要压铸的部位和压铸件对齐时,伸缩驱动件(例如液压推杆)伸长,推动两个压铸件对稀土合金丝进行压铸。
4、当需要调节压铸的方位时,转动驱动件能驱动筒体移动预设的角度,使压铸件转动预设的角度,从而可调节压铸的角度。
5、作为本发明优选的,所述承载台上开设有承载孔,所述承载孔位于所述机架之间,所述筒体的下侧延伸到所述承载孔中。
6、优选的,所述筒体的外周面套接有轴承,所述轴承的外圈和所述承载孔的边缘贴合。在挤压时,筒体受到伸缩驱动件的反作用力,通过该设置,可以防止筒体形变,且不会阻碍筒体的转动。
7、作为本发明优选的,所述转动驱动件包括第一电机、第一转轴、第一齿轮和外齿环;
8、所述第一电机固定连接于所述承载台的下侧;
9、所述第一转轴通过联轴器固定连接于所述第一电机的输出轴上;
10、所述第一齿轮固定连接于所述第一转轴上;
11、所述外齿环固定连接于所述筒体上,所述外齿环和所述第一齿轮啮合。
12、通过该设置,转动驱动件隐藏在承载台下侧,不易造成损伤。
13、作为本发明优选的,所述压铸件包括:
14、固定连接于所述模座上的耳板,所述耳板上转动连接有第二转轴,所述第二转轴上固定连接有压辊,所述压辊的外周面等距设有压铸型芯;
15、还包括固定连接于所述模座上的第二电机,所述第二电机的输出端固定连接有第三转轴,所述第三转轴上固定连接有第二齿轮,所述压辊上设有齿槽,所述第二齿轮啮合于所述齿槽。
16、使用时,通过第二电机可驱动压辊转动,从而使压铸型芯对稀土合金丝进行压铸。通过该设置,可以达到以下效果:
17、多个压铸型芯对稀土合金丝的同一方位进行压铸:例如,第一个压铸型芯将稀土合金丝压铸为矩形,转动压辊,可使第二个压铸型芯继续在同一方位继续挤压,例如形成一个孔。
18、多个压铸型芯对稀土合金丝的不同方位进行压铸:第一个压铸型芯压铸后,转筒转换一个方位,用另一个压铸型芯进行压铸。
19、压铸型芯设置为切割刀的时候,可以对稀土合金丝进行切断。
20、需要说明的是,上下两个压铸型芯不一定是同一种型芯,例如,可以上方压矩形,下方压椭圆形。
21、作为本发明优选的,所述压辊的两端设有环形槽,所述模座上固定连接有限位环,所述限位环的端部延伸到环形槽中。
22、通过该设置,限位环可以对压辊进行支撑,防止压辊因挤压产生形变。
23、作为本发明优选的,所述第二齿轮的侧面固定连接有压环,所述压环贴合于所述压辊的上表面;
24、所述耳板上转动连接有圆杆。
25、通过该设置,圆杆压紧压环,压环可以压紧压辊,从而对压辊进行限位。
26、作为本发明优选的,所述筒体的内壁固定连接有支撑杆,所述支撑杆和所述伸缩驱动件平行;所述模座滑动连接于所述支撑杆;
27、所述支撑杆中部固定连接有固定块,所述固定块上设有通孔,用于稀土合金丝通过,对稀土合金丝进行限位。
28、通过该设置,支撑杆一方面可以防止筒体形变,另一方面可以为模座进行导向。
29、作为本发明优选的,还包括送丝机构,包括第三电机,所述第三电机的输出端固定连接有第四转轴,所述第四转轴上固定连接有轮子,所述轮子的外周面上固定连接有弹性件,所述弹性件的远离所述轮子的一端固定连接有套环,所述套环内部转动连接有连接杆,若干所述连接杆均通过万向节连接,所述连接杆上固定连接有第三齿轮;
30、还包括齿条,所述齿条能和其中一个所述第三齿轮啮合。
31、使用时,第三电机带动轮子转动,轮子带动第三齿轮相对轮子的轴心转动,从而拨动稀土合金丝进料。当需要转动稀土合金丝时,齿条拨动一个第三齿轮转动,从而使全部的第三齿轮自转,从而拨动稀土合金丝转动。通过该方式,可以实现进料和旋转。
32、作为本发明优选的,所述第三齿轮的外周面套接有防滑环。防滑环可设置为橡胶环。
33、一种稀土合金丝生产用压铸工艺,使用所述的稀土合金丝生产用压铸设备,并且步骤以下步骤:
34、稀土合金丝穿过筒体,且位于两个压铸件之间,当需要压铸的部位和压铸件对齐时,伸缩驱动件伸长,推动两个压铸件对稀土合金丝进行压铸;
35、当需要调节压铸的方位时,转动驱动件能驱动筒体移动预设的角度,使压铸件转动预设的角度,从而可调节压铸的角度。
36、与现有技术相比,本发明的有益效果如下:
37、本发明使用时,稀土合金丝穿过筒体,且位于两个压铸件之间,当需要压铸的部位和压铸件对齐时,伸缩驱动件伸长,推动两个压铸件对稀土合金丝进行压铸。当需要调节压铸的方位时,转动驱动件能驱动筒体移动预设的角度,使压铸件转动预设的角度,从而可调节压铸的角度。
技术特征:
1.一种稀土合金丝生产用压铸设备,包括承载台(1),其特征在于:
2.如权利要求1所述的一种稀土合金丝生产用压铸设备,其特征在于:
3.如权利要求1所述的一种稀土合金丝生产用压铸设备,其特征在于:
4.如权利要求1所述的一种稀土合金丝生产用压铸设备,其特征在于:
5.如权利要求4所述的一种稀土合金丝生产用压铸设备,其特征在于:
6.如权利要求5所述的一种稀土合金丝生产用压铸设备,其特征在于:
7.如权利要求1所述的一种稀土合金丝生产用压铸设备,其特征在于:
8.如权利要求1所述的一种稀土合金丝生产用压铸设备,其特征在于:
9.如权利要求8所述的一种稀土合金丝生产用压铸设备,其特征在于:
10.一种稀土合金丝生产用压铸工艺,其特征在于,使用权利要求1-9任一项所述的稀土合金丝生产用压铸设备,并且步骤以下步骤:
技术总结
本发明公开了一种稀土合金丝生产用压铸设备及压铸工艺,属于金属丝加工技术领域,其中,稀土合金丝生产用压铸设备包括承载台,所述承载台上设有机架,所述机架上转动连接有筒体,还包括转动驱动件,所述转动驱动件能拨动所述筒体转动预设的角度;所述筒体的内壁固定连接有相对设置的伸缩驱动件,所述伸缩驱动件的伸缩端均固定连接有模座,所述模座上均设有压铸件。该发明使用时,稀土合金丝穿过筒体,且位于两个压铸件之间,当需要压铸的部位和压铸件对齐时,伸缩驱动件伸长,推动两个压铸件对稀土合金丝进行压铸。当需要调节压铸的方位时,转动驱动件能驱动筒体移动预设的角度,使压铸件转动预设的角度,从而可调节压铸的角度。
技术研发人员:赵佳宁,赵建威
受保护的技术使用者:河北绿峰环保科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!