一种接头自动装配机的制作方法
本发明涉及一种接头自动装配机。
背景技术:
1、气动接头是一种主要用于空气配管、气动工具的快速接头,不需要工具就能实现管路连通或断开的接头。随着工业的发展,现有接头的装配都以之前的人工装配到了目前的自动装配。目前的接头自动装配虽解决了人工装配的效率问题,但因采用直线式送料或工件旋转单元的横向放置使得自动装配的效率提升有限,故具有装配效率低的问题。
技术实现思路
1、本发明的目的在于提供一种装配效率更高的接头自动装配机。
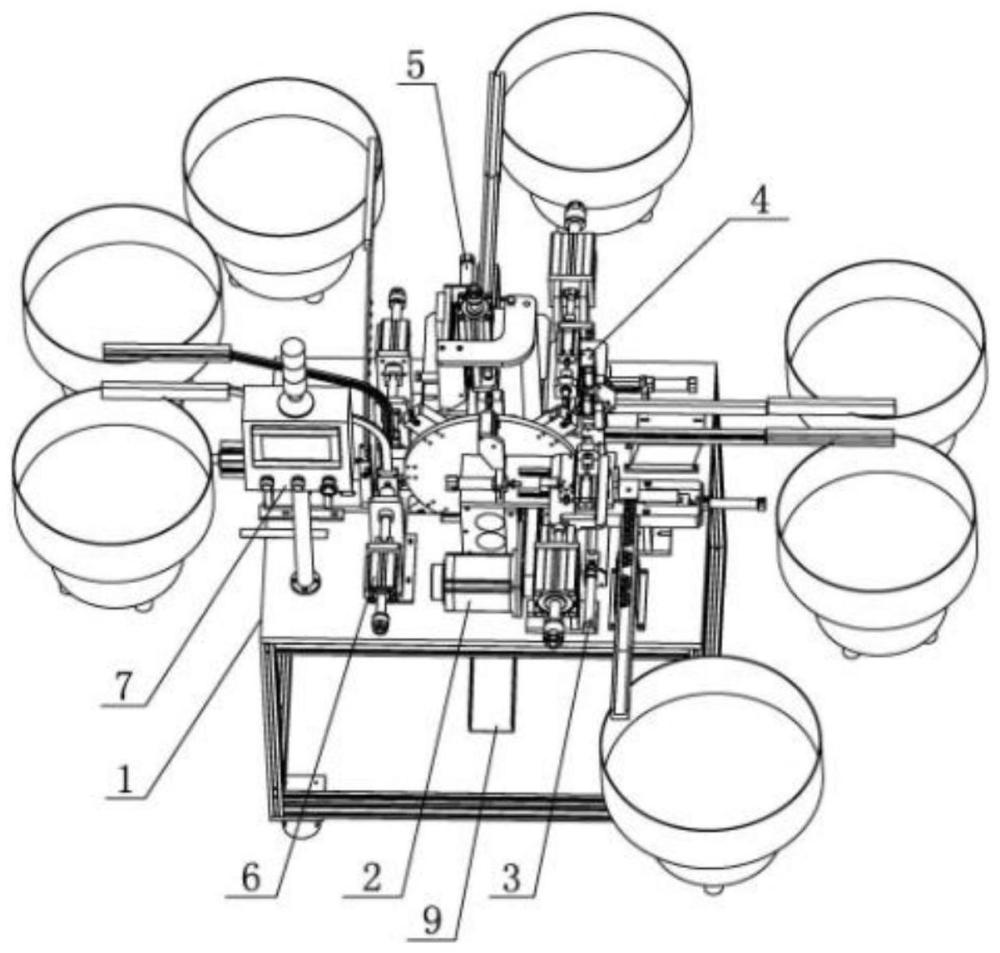
2、为了实现以上目的,本发明采用这样一种接头自动装配机,包括机架、设置在机架上的工件旋转单元、设置在工件旋转单元四周的主体上料单元、组合件装配单元、中间组合件装配单元、按钮装配单元、设置在机架背面的出料杆、设置在出料杆一侧的出料槽,所述机架的中间设有开口,所述工件旋转单元竖向设置在机架上且一端伸出开口设置,所述组合件装配单元设置在工件旋转单元的一侧,所述按钮装配单元设置在工件旋转单元的另一侧,所述中间组合件装配单元设置在工件旋转单元的一端,所述主体上料单元设置在组合件装配单元的下方一侧,工件旋转单元包括转台,所述转台的边缘处设有若干个载料模具,所述载料模具上开设有主体安装座,所述主体安装座的横向贯穿形成有工件放置口,所述主体安装座的纵向形成有u型口,所述u型口与工件放置口的其中一侧形成工件安装口,主体上料单元包括上料槽、第一横向推料块、纵向推料杆,所述第一横向推料块的一端形成有与上料槽相通的第一槽口,所述上料槽的尾端连接在第一横向推料块的第一槽口内,所述纵向推料杆设置在第一横向推料块的一侧,组合件装配单元包括若干个组合件上料槽,所述组合件上料槽的尾端连接有组合件装配支架,所述组合件装配支架的内部穿插有挡板,所述组合件装配支架的一侧设置有组合件装配组件,所述组合件装配组件包括底板、设置在底板上的第一横向导轨、设置在第一横向导轨上的第一纵向底板、设置在第一纵向底板上的第一纵向导轨、设置在第一纵向导轨上的第一推板、设置在第一推板上的第一纵向杆,中间组合件装配单元包括中间组合件上料槽、第二横向推料块、中间组合件装配组件,所述第二横向推料块的一端形成有与中间组合件上料槽相通的第二槽口,所述中间组合件上料槽的尾端连接在第二横向推料块的第二槽口内,所述第二横向推料块的一侧设置有中间组合件装配组件,所述中间组合件装配组件包括横向底板、设置在横向底板上的第二横向导轨、设置在第二横向导轨上的第二纵向底板、设置在第二纵向底板上的第二纵向导轨、设置在第二纵向导轨上的第二推板、设置在第二推板上的第二纵向杆,按钮装配单元包括若干个按钮上料槽,所述按钮上料槽的尾端连接有按钮装配支架,所述按钮装配支架上铰接有摆动组件,所述摆动组件的一端形成有与按钮上料槽连通的第三槽口,所述摆动组件与按钮装配支架之间设置有弹性件,所述按钮装配支架位于第三槽口处的一侧形成有第一通口,所述第一通口处设置有压紧杆。
3、本实用进一步设置为主体上料单元还包括有进料块,所述第一横向推料块设置在进料块上,所述进料块在对应上料槽的一侧形成有第四槽口、第二通口,另一侧形成有第五槽口,所述第二通口处设置有纵向推料杆,所述中间组合件装配单元还包括有中间组合件装配支架,所述第二横向推料块设置在中间组合件装配支架上,所述中间组合件装配支架的一侧形成有与中间组合件上料槽连通的第六槽口。
4、本实用进一步设置为第一横向推料块的第一槽口处、组合件装配支架的一侧处、第二横向推料块的第二槽口处均盖设有压板。
5、本实用进一步设置为转台上设置的载料模具圆形平均分布为八个。
6、本实用进一步设置为组合件上料槽的数量为两个且位于工件旋转单元的一侧呈前后式分布,所述按钮上料槽的数量为三个且位于工件旋转单元的另一侧呈包围式分布。
7、本发明的有益效果在于:通过工件旋转单元上的转盘竖向放置,能够对主体上料单元、组合件装配单元、中间组合件装配单元、按钮装配单元、出料杆的顺序进行轨迹式旋转装配,使得接头从上料到各个部件按照轨迹依次装配组装到最后出料完成,相比起现有的直线式送料或工件旋转单元上转台的横向放置与其结构的配合,大大增强了其接头的装配组装速率及运行稳定性,具有装配效率更高的优点。
技术特征:
1.一种接头自动装配机,其特征在于:包括机架、设置在机架上的工件旋转单元、设置在工件旋转单元四周的主体上料单元、组合件装配单元、中间组合件装配单元、按钮装配单元、设置在机架背面的出料杆、设置在出料杆一侧的出料槽,所述机架的中间设有开口,所述工件旋转单元竖向设置在机架上且一端伸出开口设置,所述组合件装配单元设置在工件旋转单元的一侧,所述按钮装配单元设置在工件旋转单元的另一侧,所述中间组合件装配单元设置在工件旋转单元的一端,所述主体上料单元设置在组合件装配单元的下方一侧,所述工件旋转单元包括转台,所述转台的边缘处设有若干个载料模具,所述载料模具上开设有主体安装座,所述主体安装座的横向贯穿形成有工件放置口,所述主体安装座的纵向形成有u型口,所述u型口与工件放置口的其中一侧形成工件安装口,所述主体上料单元包括上料槽、第一横向推料块、纵向推料杆,所述第一横向推料块的一端形成有与上料槽相通的第一槽口,所述上料槽的尾端连接在第一横向推料块的第一槽口内,所述纵向推料杆设置在第一横向推料块的一侧,所述组合件装配单元包括若干个组合件上料槽,所述组合件上料槽的尾端连接有组合件装配支架,所述组合件装配支架的内部穿插有挡板,所述组合件装配支架的一侧设置有组合件装配组件,所述组合件装配组件包括底板、设置在底板上的第一横向导轨、设置在第一横向导轨上的第一纵向底板、设置在第一纵向底板上的第一纵向导轨、设置在第一纵向导轨上的第一推板、设置在第一推板上的第一纵向杆,所述中间组合件装配单元包括中间组合件上料槽、第二横向推料块、中间组合件装配组件,所述第二横向推料块的一端形成有与中间组合件上料槽相通的第二槽口,所述中间组合件上料槽的尾端连接在第二横向推料块的第二槽口内,所述第二横向推料块的一侧设置有中间组合件装配组件,所述中间组合件装配组件包括横向底板、设置在横向底板上的第二横向导轨、设置在第二横向导轨上的第二纵向底板、设置在第二纵向底板上的第二纵向导轨、设置在第二纵向导轨上的第二推板、设置在第二推板上的第二纵向杆,所述按钮装配单元包括若干个按钮上料槽,所述按钮上料槽的尾端连接有按钮装配支架,所述按钮装配支架上铰接有摆动组件,所述摆动组件的一端形成有与按钮上料槽连通的第三槽口,所述摆动组件与按钮装配支架之间设置有弹性件,所述按钮装配支架位于第三槽口处的一侧形成有第一通口,所述第一通口处设置有压紧杆。
2.根据权利要求1所述的接头自动装配机,其特征在于:所述主体上料单元还包括有进料块,所述第一横向推料块设置在进料块上,所述进料块在对应上料槽的一侧形成有第四槽口、第二通口,另一侧形成有第五槽口,所述第二通口处设置有纵向推料杆,所述中间组合件装配单元还包括有中间组合件装配支架,所述第二横向推料块设置在中间组合件装配支架上,所述中间组合件装配支架的一侧形成有与中间组合件上料槽连通的第六槽口。
3.根据权利要求2所述的接头自动装配机,其特征在于:所述第一横向推料块的第一槽口处、组合件装配支架的一侧处、第二横向推料块的第二槽口处均盖设有压板。
4.根据权利要求1所述的接头自动装配机,其特征在于:所述转台上设置的载料模具圆形平均分布为八个。
5.根据权利要求4所述的接头自动装配机,其特征在于:所述组合件上料槽的数量为两个且位于工件旋转单元的一侧呈前后式分布,所述按钮上料槽的数量为三个且位于工件旋转单元的另一侧呈包围式分布。
技术总结
本发明涉及一种接头自动装配机,包括机架、设置在机架上的工件旋转单元、设置在工件旋转单元四周的主体上料单元、组合件装配单元、中间组合件装配单元、按钮装配单元、设置在机架背面的出料杆、设置在出料杆一侧的出料槽。本发明接头自动装配机通过工件旋转单元上的转盘竖向放置,能够对主体上料单元、组合件装配单元、中间组合件装配单元、按钮装配单元、出料杆的顺序进行轨迹式旋转装配,使得接头从上料到各个部件按照轨迹依次装配组装到最后出料完成,相比起现有的直线式送料或工件旋转单元上转台的横向放置与其结构的配合,大大增强了其接头的装配组装速率及运行稳定性,具有装配效率更高的优点。
技术研发人员:何文静
受保护的技术使用者:何文静
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!