纳皮秒双脉冲激光刻蚀与抛光复合加工装置
本发明涉及激光加工,具体而言,涉及纳皮秒双脉冲激光刻蚀与抛光复合加工装置。
背景技术:
1、现阶段,激光加工技术已经广泛应用于航空航天、半导体、微电子、仪器仪表等领域。
2、激光加工技术中主要采用的是纳秒激光器,虽然纳秒激光器的加工效率很高,但是由于在加工过程中存在较长的脉冲持续时间,导致热效应十分显著,会对工件的质量性能产生损伤,从而很难实现对工件的高质量加工;而不常用的皮秒激光器输出的是一种超短脉冲激光,具有较短的脉冲持续时间和极高的峰值功率密度,可以对多种材料进行高质量的加工,但是由于存在较低的单脉冲能量,从而很难实现高效率的加工。
3、对于具有不同物理性质材料的工件,通过上述纳秒激光器或皮秒激光器无法实现高质量和高效率的激光加工作业。
技术实现思路
1、本发明解决的问题是如何实现对工件的高质量和高效率的激光加工作业。
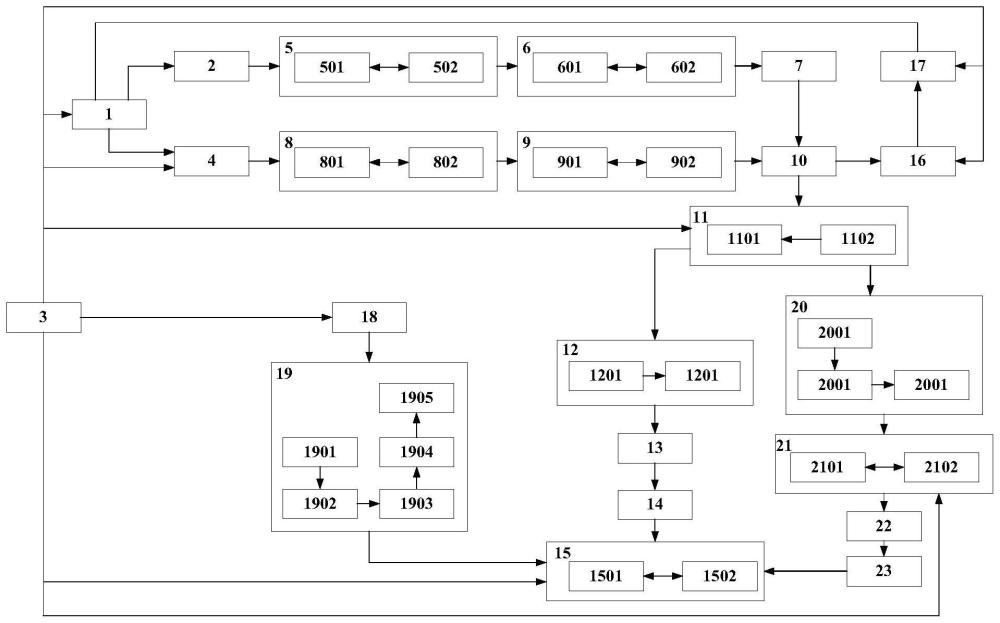
2、为解决上述问题,本发明提供一种纳皮秒双脉冲激光刻蚀与抛光复合加工装置,包括脉冲序列调制器、皮秒激光器、皮秒激光偏振调整系统、皮秒激光反射镜组、纳秒激光器、纳秒激光偏振调整系统、偏振合光镜、光路切换系统、光路调整系统和工作台,所述皮秒激光器和所述纳秒激光器分别与所述脉冲序列调制器电连接;所述皮秒激光器、所述皮秒激光偏振调整系统和所述皮秒激光反射镜组沿所述皮秒激光器输出的皮秒激光脉冲光束方向排列设置,所述皮秒激光反射镜组与所述偏振合光镜相对设置;所述纳秒激光器、所述纳秒激光偏振调整系统和所述偏振合光镜沿所述纳秒激光器输出的纳秒激光脉冲光束方向排列设置;所述偏振合光镜、所述光路切换系统和所述光路调整系统沿所述偏振合光镜输出的综合激光光束方向排列设置,所述工作台设置于所述光路调整系统的一侧,所述工作台上用于放置工件。
3、可选地,纳皮秒双脉冲激光刻蚀与抛光复合加工装置还包括皮秒激光光路整形系统,所述皮秒激光光路整形系统包括皮秒激光扩充镜和二维调整架,所述皮秒激光扩充镜安装于所述二维调整架上,所述皮秒激光扩充镜与所述皮秒激光器相对设置,用于对所述皮秒激光器输出的所述皮秒激光脉冲光束进行扩束。
4、可选地,所述皮秒激光偏振调整系统包括皮秒激光半波片和皮秒激光偏振分光片,所述皮秒激光扩充镜、所述皮秒激光半波片和所述皮秒激光偏振分光片沿所述皮秒激光脉冲光束方向间隔排列设置。
5、可选地,纳皮秒双脉冲激光刻蚀与抛光复合加工装置还包括纳秒激光光路整形系统,所述纳秒激光光路整形系统包括纳秒激光准直镜和纳秒激光扩束镜,所述纳秒激光器、所述纳秒激光准直镜和纳秒激光扩束镜沿所述纳秒激光脉冲光束方向间隔排列设置,所述纳秒激光准直镜用于将所述纳秒激光脉冲光束进行准直,再将准直后所述纳秒激光脉冲光束传输至所述纳秒激光扩束镜进行扩充。
6、可选地,所述纳秒激光偏振调整系统包括纳秒激光半波片和纳秒激光偏振分光片,所述纳秒激光扩束镜、所述纳秒激光半波片和所述纳秒激光偏振分光片沿所述纳秒激光脉冲光束方向间隔排列设置。
7、可选地,纳皮秒双脉冲激光刻蚀与抛光复合加工装置还包括示波器和高速光电探测器,所述高速光电探测器与所述偏振合光镜相对设置,用于探测所述偏振合光镜处所述皮秒激光脉冲光束和所述纳秒激光脉冲光束之间的脉冲延迟,所述示波器与所述高速光电探测器电连接,用于显示皮秒-纳秒激光脉冲序列。
8、可选地,所述光路调整系统包括聚焦镜光路调整镜组、反射式物镜、振镜光路调整镜组、振镜系统和平场聚焦透镜,所述光路切换系统、所述聚焦镜光路调整镜组和所述反射式物镜沿所述综合激光光束方向排列设置;所述光路切换系统、所述振镜系统和所述平场聚焦透镜沿所述综合激光光束方向排列设置。
9、可选地,纳皮秒双脉冲激光刻蚀与抛光复合加工装置还包括第一光学快门和所述第二光学快门,所述第一光学快门设置于所述聚焦镜光路调整镜组与所述反射式物镜之间处;所述第二光学快门设置于所述振镜系统与所述平场聚焦透镜之间处。
10、可选地,所述光路切换系统包括伺服电机和第三全反射镜片,所述伺服电机的电机轴与所述第三全反射镜片连接,用于驱动所述第三全反射镜片直线运动。
11、与现有技术相比,本发明在对工件进行激光加工作业时,皮秒激光偏振调整系统将皮秒激光器输出的皮秒激光脉冲光束进行调节,以使处于偏振状态的所述皮秒激光脉冲光束转变为适合入射至所述偏振合光镜的中心位置,而皮秒激光反射镜组用于将皮秒激光脉冲光束的空间位置调整为适合进入偏振合光镜的位置;纳秒激光偏振调整系统将纳秒激光器输出的纳秒激光脉冲光束进行调节,以使处于偏振状态的所述纳秒激光脉冲光束转变为适合进入所述偏振合光镜的状态;随后调整所述光路切换系统和所述光路调整系统,以通过偏振合光镜将皮秒激光脉冲光束和纳秒激光脉冲光束调整为综合激光光束,并将其出射至工件表面;以通过综合激光光束对处于工作台上的工件进行皮秒-纳秒激光脉冲加工,换言之,本发明将纳秒激光脉冲光束和皮秒激光脉冲光束以一定的脉冲序列进行组合,针对不同工件的加工材料进行合理的脉冲序列调制,最终实现不同材料的高质量和高精度的加工作业。
技术特征:
1.一种纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,包括脉冲序列调制器(1)、皮秒激光器(2)、皮秒激光偏振调整系统(6)、皮秒激光反射镜组(7)、纳秒激光器(4)、纳秒激光偏振调整系统(9)、偏振合光镜(10)、光路切换系统(11)、光路调整系统和工作台(15),所述皮秒激光器(2)和所述纳秒激光器(4)分别与所述脉冲序列调制器(1)电连接;所述皮秒激光器(2)、所述皮秒激光偏振调整系统(6)和所述皮秒激光反射镜组(7)沿所述皮秒激光器(2)输出的皮秒激光脉冲光束方向排列设置,所述皮秒激光反射镜组(7)与所述偏振合光镜(10)相对设置;所述纳秒激光器(4)、所述纳秒激光偏振调整系统(9)和所述偏振合光镜(10)沿所述纳秒激光器(4)输出的纳秒激光脉冲光束方向排列设置;所述偏振合光镜(10)、所述光路切换系统(11)和所述光路调整系统沿所述偏振合光镜(10)输出的综合激光光束方向排列设置,所述工作台(15)设置于所述光路调整系统的一侧,所述工作台(15)上用于放置工件(1501)。
2.根据权利要求1所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,还包括皮秒激光光路整形系统(5),所述皮秒激光光路整形系统(5)包括皮秒激光扩充镜和二维调整架,所述皮秒激光扩充镜安装于所述二维调整架上,所述皮秒激光扩充镜与所述皮秒激光器(2)相对设置,用于对所述皮秒激光器(2)输出的所述皮秒激光脉冲光束进行扩束。
3.根据权利要求2所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,所述皮秒激光偏振调整系统(6)包括皮秒激光半波片(601)和皮秒激光偏振分光片(602),所述皮秒激光扩充镜、所述皮秒激光半波片(601)和所述皮秒激光偏振分光片(602)沿所述皮秒激光脉冲光束方向间隔排列设置。
4.根据权利要求1所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,还包括纳秒激光光路整形系统(8),所述纳秒激光光路整形系统(8)包括纳秒激光准直镜(801)和纳秒激光扩束镜(802),所述纳秒激光器(4)、所述纳秒激光准直镜(801)和纳秒激光扩束镜(802)沿所述纳秒激光脉冲光束方向间隔排列设置。
5.根据权利要求4所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,所述纳秒激光偏振调整系统(9)包括纳秒激光半波片(901)和纳秒激光偏振分光片(902),所述纳秒激光扩束镜(802)、所述纳秒激光半波片(901)和所述纳秒激光偏振分光片(902)沿所述纳秒激光脉冲光束方向间隔排列设置。
6.根据权利要求1所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,还包括示波器(17)和高速光电探测器(16),所述高速光电探测器(16)与所述偏振合光镜(10)相对设置,用于探测所述偏振合光镜(10)处所述皮秒激光脉冲光束和所述纳秒激光脉冲光束之间的脉冲延迟,所述示波器(17)与所述高速光电探测器(16)电连接,用于显示皮秒-纳秒激光脉冲序列。
7.根据权利要求1至6任一项所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,所述光路调整系统包括聚焦镜光路调整镜组(12)、反射式物镜(14)、振镜光路调整镜组(20)、振镜系统(21)和平场聚焦透镜(23),所述光路切换系统(11)、所述聚焦镜光路调整镜组(12)和所述反射式物镜(14)沿所述综合激光光束方向排列设置;所述光路切换系统(11)、所述振镜系统(21)和所述平场聚焦透镜(23)沿所述综合激光光束方向排列设置。
8.根据权利要求7所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,还包括第一光学快门(13)和所述第二光学快门(22),所述第一光学快门(13)设置于所述聚焦镜光路调整镜组(12)与所述反射式物镜(14)之间处;所述第二光学快门(22)设置于所述振镜系统(21)与所述平场聚焦透镜(23)之间处。
9.根据权利要求7所述的纳皮秒双脉冲激光刻蚀与抛光复合加工装置,其特征在于,所述光路切换系统(11)包括伺服电机(1102)和第三全反射镜片(1101),所述伺服电机(1102)的电机轴与所述第三全反射镜片(1101)连接,用于驱动所述第三全反射镜片(1101)直线运动。
技术总结
本发明涉及激光加工技术领域,并提供一种纳皮秒双脉冲激光刻蚀与抛光复合加工装置,纳皮秒双脉冲激光刻蚀与抛光复合加工装置,包括脉冲序列调制器、皮秒激光器、皮秒激光偏振调整系统、皮秒激光反射镜组、纳秒激光器、纳秒激光偏振调整系统、偏振合光镜、光路切换系统、光路调整系统和工作台,皮秒激光器和纳秒激光器分别与脉冲序列调制器电连接;皮秒激光器、皮秒激光偏振调整系统和皮秒激光反射镜组沿皮秒激光脉冲光束方向排列设置,皮秒激光反射镜组与所述偏振合光镜相对设置;偏振合光镜、光路切换系统和光路调整系统沿偏振合光镜输出的综合激光光束方向排列设置;本发明可实现不同材料的高质量和高精度的加工作业。
技术研发人员:杨立军,王联甫,丁烨
受保护的技术使用者:哈尔滨工业大学(深圳)(哈尔滨工业大学深圳科技创新研究院)
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!