一种EGR管焊接定位装置的制作方法
本技术涉及焊接工装,具体涉及一种egr管焊接定位装置。
背景技术:
1、现代工业生产中,智能化设备得到普遍应用,对于过程控制越发精细,对于来料尺寸精度及工件定位精度的要求也越来越严格。
2、如图1所示,现有egr管(一端为直管段,另一端为弯管段,两端的端口平面均设有定位环)的焊接一般采用焊接变位器(与egr管的直管段的端口通过内撑形式固定,实质是焊接变位器的部分插入到egr管的直管段内,两者采用公差配合)连接卡盘,利用卡盘夹紧egr管的一端,使用mig焊、tig焊、mag焊或激光焊焊机对第一焊口1、第二焊口2和第三焊口3进行焊接。由于受egr管自重影响,离卡盘越远的位置,焊口位置跳动越明显;径向跳动越大,焊接质量越差;这些位置的焊口经常出现断弧、虚焊、电极粘连、激光离焦等现象。图1中的第三焊口3离卡盘最远,焊接质量最差。
技术实现思路
1、为此,本实用新型提供一种egr管焊接定位装置,以解决上述的技术问题。
2、为了实现上述目的,本实用新型提供如下技术方案:
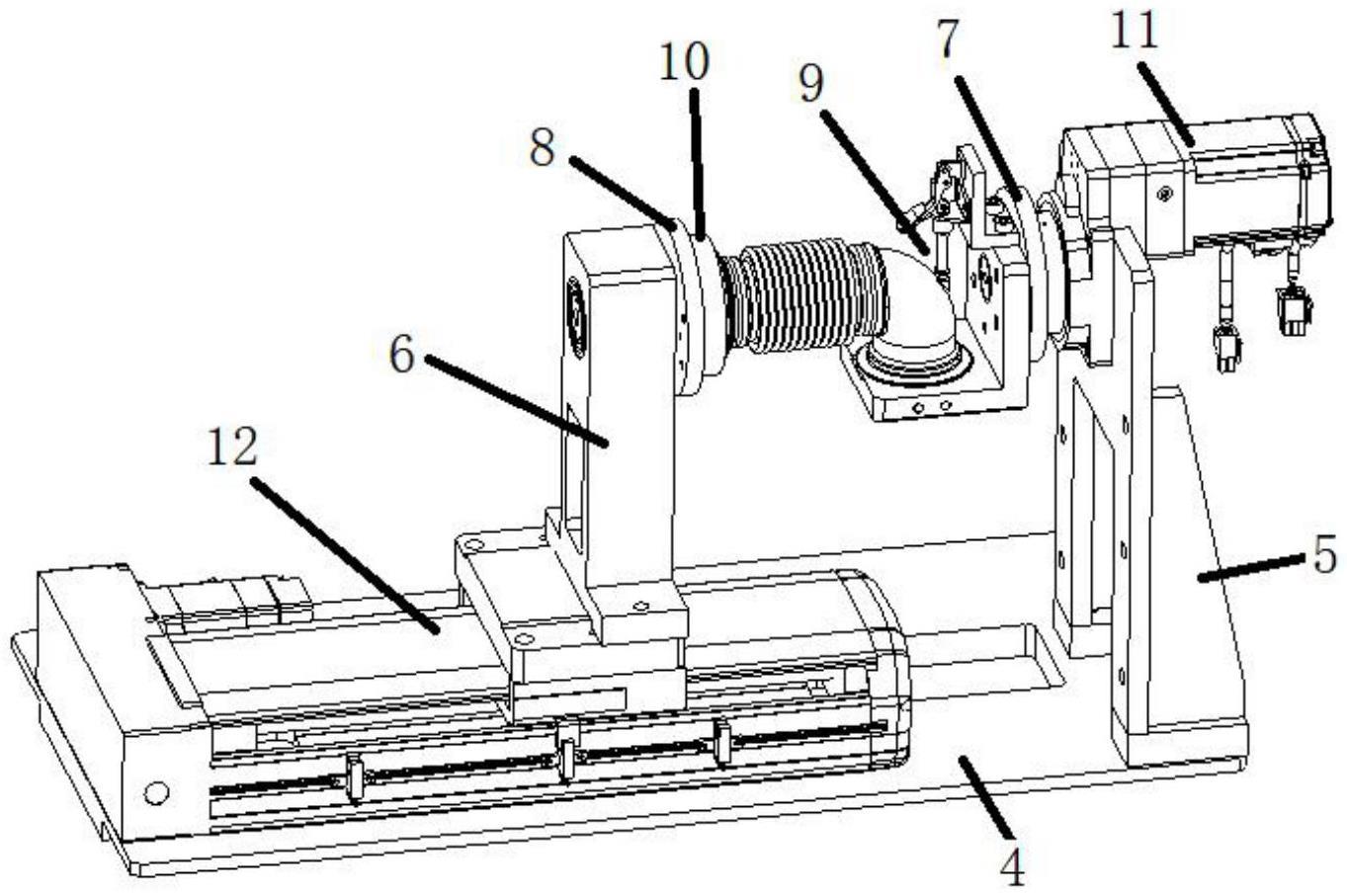
3、一种egr管焊接定位装置,包括基准定位盘、辅助定位盘、第一定位工装和第二定位工装,所述基准定位盘和辅助定位盘共轴线可转动地间隔设置,所述第一定位工装设置在所述基准定位盘的朝向所述辅助定位盘的一侧,所述第二定位工装设置在所述辅助定位盘的朝向所述基准定位盘的一侧,所述第一定位工装和第二定位工装分别用于可拆卸地固定egr管的两端,固定后的rer管的三个焊口与基准定位盘的轴线共线。
4、进一步地,所述egr管焊接定位装置还包括底座、定位板组件和连接板组件,所述定位板组件和所述连接板组件间隔设置在所述底座上,所述基准定位盘可转动地设置在所述定位板组件上的朝向所述连接板组件的一侧,所述辅助定位盘可转动地设置在所述连接板组件上的朝向所述定位板组件的一侧。
5、进一步地,所述egr管焊接定位装置还包括伺服电机和减速器,所述伺服电机和减速器固定在所述定位板组件上,所述伺服电机与所述减速器传动连接,所述减速器与所述基准定位盘传动连接。
6、进一步地,所述egr管焊接定位装置还包括滚珠丝杠滑台模组,所述滚珠丝杠滑台模组设置在所述底座上,所述连接板组件固定在所述滚珠丝杠滑台模组的滑块上,所述滑块的滑动方向与基准定位盘的轴线平行。
7、进一步地,所述第一定位工装包括第一工装板、第二工装板以及压钳;所述第一工装板包括呈l形分布的第一竖板和第一横板,所述第一竖板固定在所述基准定位盘的朝向所述辅助定位盘的一侧,所述第一横板位于所述第一竖板的靠近所述辅助定位盘的一侧,所述第一横板与所述基准定位盘的轴线平行,且所述第一横板距所述基准定位盘的轴线的距离与所述egr管的弯管段的端口距直管段的轴线的距离相等,所述第一横板上设有第一凹槽,所述第一凹槽与所述egr管的弯管段端口的定位环相适配;所述第二工装板包括呈l形分布的第二横板和第二竖板,所述第二横板固定在所述第一竖板的远离第一横板的一端,所述第二竖板位于所述第二横板的靠近所述辅助定位盘的一端,所述压钳固定在所述第二竖板的靠近所述辅助定位盘的一侧,所述压钳的压紧柱头朝向所述第一横板且沿着垂直于所述第一横板的垂线移动;当所述egr管的直管段与所述第二定位工装连接且所述egr管的弯管段的端口与所述第一横板相抵后,通过所述压钳的压紧柱头可将所述egr管的弯管段的端口压固在所述第一横板上。
8、进一步地,所述第二定位工装包括固定盘,所述固定盘固定在所述辅助定位盘的靠近基准定位盘的一侧,所述固定盘的朝向所述基准定位盘的一侧设置有第二凹槽,所述第二凹槽与所述egr管的直管段的管端定位环相适配,所述第二凹槽的中轴线与所述基准定位盘的轴线共线。
9、进一步地,所述第二定位工装还包括防落棒,所述防落棒固定在所述第二凹槽的中部。本实用新型具有如下优点:
10、采用本实用新型提供的egr管焊接定位装置,利用第一定位工装和第二定位工装分别固定egr管的两端,基准定位盘发生主动转动,辅助定位盘及egr管随动,从而可利用焊机对第一焊口、第二焊口和第三焊口进行焊接;由于基准定位盘、辅助定位盘以及固定后的rer管的三个焊口的轴线共线,从而避免或减少了焊口位置跳动,进而避免焊口位置出现断弧、虚焊、电极粘连、激光离焦等问题,提高了焊接质量。
技术特征:
1.一种egr管焊接定位装置,其特征在于,包括基准定位盘、辅助定位盘、第一定位工装和第二定位工装,所述基准定位盘和辅助定位盘共轴线可转动地间隔设置,所述第一定位工装设置在所述基准定位盘的朝向所述辅助定位盘的一侧,所述第二定位工装设置在所述辅助定位盘的朝向所述基准定位盘的一侧,所述第一定位工装和第二定位工装分别用于可拆卸地固定egr管的两端,固定后的rer管的三个焊口与基准定位盘的轴线共线。
2.根据权利要求1所述的egr管焊接定位装置,其特征在于,所述egr管焊接定位装置还包括底座、定位板组件和连接板组件,所述定位板组件和所述连接板组件间隔设置在所述底座上,所述基准定位盘可转动地设置在所述定位板组件上的朝向所述连接板组件的一侧,所述辅助定位盘可转动地设置在所述连接板组件上的朝向所述定位板组件的一侧。
3.根据权利要求2所述的egr管焊接定位装置,其特征在于,所述egr管焊接定位装置还包括伺服电机和减速器,所述伺服电机和减速器固定在所述定位板组件上,所述伺服电机与所述减速器传动连接,所述减速器与所述基准定位盘传动连接。
4.根据权利要求2所述的egr管焊接定位装置,其特征在于,所述egr管焊接定位装置还包括滚珠丝杠滑台模组,所述滚珠丝杠滑台模组设置在所述底座上,所述连接板组件固定在所述滚珠丝杠滑台模组的滑块上,所述滑块的滑动方向与基准定位盘的轴线平行。
5.根据权利要求1所述的egr管焊接定位装置,其特征在于,所述第一定位工装包括第一工装板、第二工装板以及压钳;所述第一工装板包括呈l形分布的第一竖板和第一横板,所述第一竖板固定在所述基准定位盘的朝向所述辅助定位盘的一侧,所述第一横板位于所述第一竖板的靠近所述辅助定位盘的一侧,所述第一横板与所述基准定位盘的轴线平行,且所述第一横板距所述基准定位盘的轴线的距离与所述egr管的弯管段的端口距直管段的轴线的距离相等,所述第一横板上设有第一凹槽,所述第一凹槽与所述egr管的弯管段端口的定位环相适配;所述第二工装板包括呈l形分布的第二横板和第二竖板,所述第二横板固定在所述第一竖板的远离第一横板的一端,所述第二竖板位于所述第二横板的靠近所述辅助定位盘的一端,所述压钳固定在所述第二竖板的靠近所述辅助定位盘的一侧,所述压钳的压紧柱头朝向所述第一横板且沿着垂直于所述第一横板的垂线移动;当所述egr管的直管段与所述第二定位工装连接且所述egr管的弯管段的端口与所述第一横板相抵后,通过所述压钳的压紧柱头可将所述egr管的弯管段的端口压固在所述第一横板上。
6.根据权利要求1所述的egr管焊接定位装置,其特征在于,所述第二定位工装包括固定盘,所述固定盘固定在所述辅助定位盘的靠近基准定位盘的一侧,所述固定盘的朝向所述基准定位盘的一侧设置有第二凹槽,所述第二凹槽与所述egr管的直管段的管端定位环相适配,所述第二凹槽的中轴线与所述基准定位盘的轴线共线。
7.根据权利要求6所述的egr管焊接定位装置,其特征在于,所述第二定位工装还包括防落棒,所述防落棒固定在所述第二凹槽的中部。
技术总结
本技术公开了一种EGR管焊接定位装置,包括基准定位盘、辅助定位盘、第一定位工装和第二定位工装,基准定位盘和辅助定位盘共轴线可转动地间隔设置,第一定位工装设置在基准定位盘的一侧,第二定位工装设置在辅助定位盘的一侧,第一定位工装和第二定位工装分别用于可拆卸地固定EGR管的两端,固定后的RER管的三个焊口与基准定位盘的轴线共线。利用第一定位工装和第二定位工装分别固定EGR管的两端,由于基准定位盘、辅助定位盘以及固定后的RER管的三个焊口的轴线共线,从而避免或减少了焊口位置跳动,进而避免焊口位置出现断弧、虚焊、电极粘连、激光离焦等问题,提高了焊接质量。
技术研发人员:毛涛,史亮,苏海,蒋燕刚,刘庆明,刘达,杨建
受保护的技术使用者:盐城美联桥汽车部件有限公司
技术研发日:20230128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!