一种车间线圈剪切总布置系统的制作方法
本技术涉及线圈剪切,尤其涉及一种车间线圈剪切总布置系统。
背景技术:
1、钢材的切头、切尾主要是为了切除钢材两端质量不均匀部分或者获得规定的定尺长度。
2、当前钢厂高线均采用人工方式进行切头切尾工作。由于现场温度高、环境差,而且工作时间长、工作负荷大,且存在一定的安全风险,因此线圈剪切工人的招募工作一直是个难题。相当部分剪下的线圈目前只能当作废钢处理,存在着较为明显的效益损失。虽然此处线圈温度已降低,但是仍有60摄氏度左右,工人在近距离手工操作时仍不可避免承受高温;c型钩沿输送线蛇形运动,工人在c型钩间穿梭,存在较大的安全隐患。
3、从效益角度,目前在c型钩上剪切,头部线圈只能全部剪断后才能摘出,作为废钢处理,存在极大的效益损失;
4、c型钩的频繁启停,给正常p&f输送线的运行和控制带来一些困难。因此,目前在c型钩上切头尾的工序设置,实际上是钢厂在此环节自动化程度不足带来的无奈选择。
5、目前普遍采用的人工剪线,自动化程度低,操作复杂,降低了工作效率。
技术实现思路
1、本实用新型的目的是为了解决目前普遍采用的人工剪线,自动化程度低,操作复杂,降低了工作效率的缺点,而提出的一种车间线圈剪切总布置系统。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种车间线圈剪切总布置系统,包括设置在地基上的传送轨道;
4、设置在所述传送轨道上的可90度翻转的线圈集卷架;
5、设置在车间顶部的传送链,其上设置有若干c型钩;
6、可升降转运车,垂直于所述传送轨道运行,用于将线圈从所述线圈集卷架挑起,并转运到所述c型钩上;
7、剪切机械臂,设置在所述可升降转运车的运行方向的一侧,用于剪切线圈。
8、优选的,所述传送轨道为直线导轨。
9、优选的,所述线圈集卷架上设置有用于插入线圈的芯杆。
10、优选的,所述线圈集卷架的一侧独立设置有线圈回收装置,所述线圈回收装置用于收集剪切下来的线圈。
11、优选的,所述地基上设置有容纳可升降转运车的沟槽。
12、优选的,所述地基上设置有配电柜用于控制所述传送链、可升降转运车、线圈集卷架、剪切机械臂、剪切工装和传送轨道动作。
13、优选的,所述可升降转运车上设置有l型支架,所述l型支架上部设置有能够容纳所述c型钩通过的凹槽。
14、与现有技术相比,本实用新型的优点在于:
15、本实用新型实现自动化剪切,节省大量人力成本;使用特制一体化工装,一步完成线圈的转运和剪切动作;提高剪切精度,提高线圈回收率和剪切效率。
技术特征:
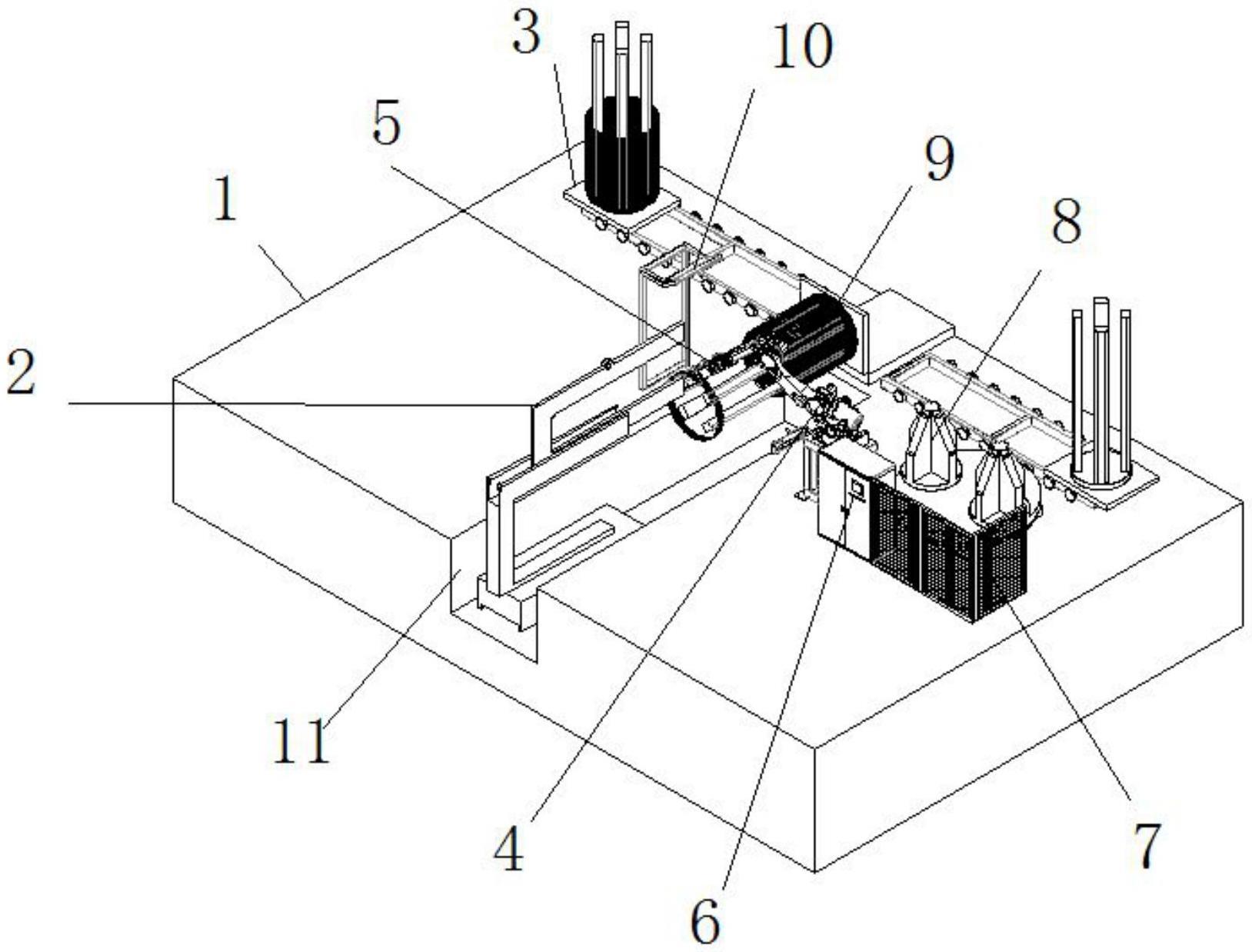
1.一种车间线圈剪切总布置系统,其特征在于,包括:
2.根据权利要求1所述的一种车间线圈剪切总布置系统,其特征在于,所述传送轨道(3)为直线导轨。
3.根据权利要求2所述的一种车间线圈剪切总布置系统,其特征在于,所述线圈集卷架(9)上设置有用于集卷的芯杆。
4.根据权利要求3所述的一种车间线圈剪切总布置系统,其特征在于,所述线圈集卷架(9)的一侧独立设置有线圈回收装置(8),所述线圈回收装置(8)用于收集剪切下来的线圈。
5.根据权利要求4所述的一种车间线圈剪切总布置系统,其特征在于,所述地基(1)上设置有容纳可升降转运车(12)的沟槽(11)。
6.根据权利要求5所述的一种车间线圈剪切总布置系统,其特征在于,所述地基(1)上设置有配电柜(6)用于控制所述可升降转运车(12)、线圈集卷架(9)、剪切机械臂(4)、剪切工装(5)动作。
7.根据权利要求6所述的一种车间线圈剪切总布置系统,其特征在于,所述可升降转运车(12)上设置有l型支架(14),所述l型支架(14)上部设置有能够容纳所述c型钩(2)通过的凹槽。
技术总结
本技术属于高速线材生产线线圈剪切技术领域,尤其是一种车间线圈剪切总布置系统,针对目前普遍采用的人工剪线,自动化程度低,操作复杂,降低了工作效率的问题,现提出如下方案,其包括地基,所述地基的顶部设置有C型钩、传送轨道、剪切机械臂、配电柜、防护网、线圈回收装置和图像采集装置,两组传送轨道上设置有多个线圈集卷架,剪切机械臂的末端连接有剪切工装,地基的顶部开设有沟槽,沟槽内设置有滑台,C型钩设置在滑台上。本技术采实现自动化剪切,节省大量人力成本,提高了工作效率。
技术研发人员:陈磊
受保护的技术使用者:北京巴塔科技有限公司
技术研发日:20230130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!