一种车用DOC组件焊接成型夹持机构的制作方法
本技术涉及doc组件固定,更具体地涉及一种车用doc组件焊接成型夹持机构。
背景技术:
1、柴油机尾气排放的污染物存在严重的环境污染问题,使用催化净化技术降低污染及排放是柴油机排气后处理的关键技术之一,现有催化器多采用doc+dpf去除汽车尾气有害物质,doc安装在柴油车发动机排气系统中,通过催化氧化作用同时降低排气中一氧化碳(co)、碳氢化合物(hc)等污染物排放量,其中doc具有doc组件焊接加工,即是将成品筒体加工件、成品端锥加工件、法兰排气管组件加工件焊接成型工艺,其中法兰排气管组件加工件侧壁上开设有传感器座固定孔用于固定传感器座。
2、在doc加工中具有doc组件焊接成型工艺,即是成品筒体加工件、成品端锥加工件、法兰排气管组件加工件焊接为整体,传统技术中通过手动焊接,操作中容易出现成品端锥加工件、成品筒体加工件、法兰排气管组件加工件之间移位的导致焊接偏差,造成生产不合格,其次由于法兰排气管组件加工件(9)的侧壁开设有传感器座固定孔,在焊接过程中,容易有飞溅的碎屑通过传感器座固定孔进入法兰排气管组件加工件内部不易清理,再之法兰排气管组件加工件插入成品筒体加工件内部时,需要保持规定角度焊接,而手工焊接中法兰排气管组件加工件容易在成品筒体加工件内旋转造成角度偏差,导致焊接出的doc组件无法使用。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型提供了一种车用doc组件焊接成型夹持机构,以解决上述背景技术中doc组件焊接成型中,成品端锥加工件、成品筒体加工件、法兰排气管组件加工件之间容易出现位移导致焊接偏差、其次焊接过程中,容易有飞溅的碎屑通过传感器座固定孔进入法兰排气管组件加工件内部不易清理、法兰排气管组件加工件插入成品筒体加工件内部焊接时,法兰排气管容易发生旋转造成角度偏差的问题。
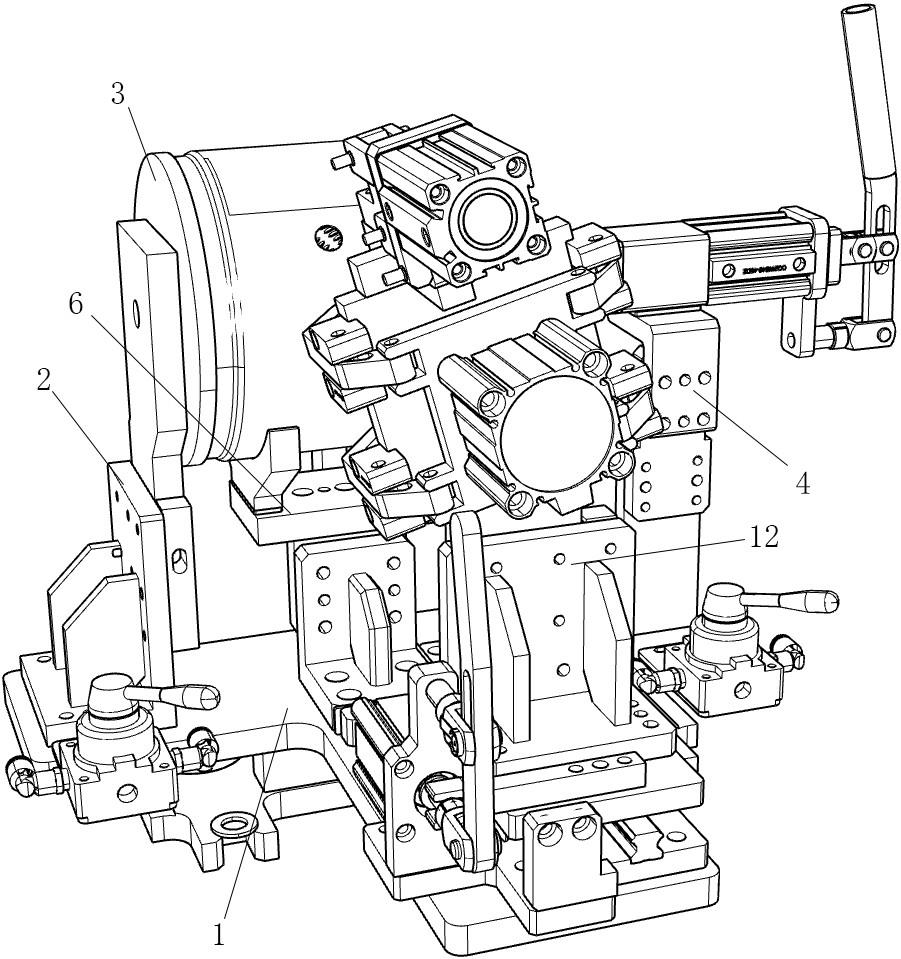
2、本实用新型提供如下技术方案:一种车用doc组件焊接成型夹持机构,包括底板,所述底板的顶部固定安装有筒体支撑基座,所述底板的顶部固定安装有第一三角支撑组件,所述底板的顶部固定安装有横推驱动机构,所述筒体支撑基座的顶部放置有成品筒体加工件,所述成品筒体加工件位于第一三角支撑组件与横推驱动机构之间位置,所述第一三角支撑组件朝向成品筒体加工件的一侧固定连接有筒体缩口限位块,所述横推驱动机构朝向成品筒体加工件的一端固定安装有端锥磁力定位板,所述端锥磁力定位板的一侧磁力连接有成品端锥加工件,所述筒体缩口限位块、成品筒体加工件、成品端锥加工件、端锥磁力定位板水平中心线对齐,所述成品筒体加工件的侧壁插入有法兰排气管组件加工件,所述法兰排气管组件加工件贯穿成品筒体加工件,所述底板的顶部位于法兰排气管组件加工件的正面固定安装有排气管固定夹持机构,所述底板的顶部位于法兰排气管组件加工件的背部固定安装有立柱,所述立柱的正面固定连接有排气管定位块。
3、进一步的,所述横推驱动机构包括有第二三角支撑组件,所述第二三角支撑组件的顶部固定连接有smc气缸固定块,所述smc气缸固定块的一侧固定安装有smc双作用气缸,所述smc气缸固定块的一侧固定安装有轴套,所述轴套的内部活动套接有轴销,所述轴销的一端与端锥磁力定位板固定安装,所述底板的顶部固定安装有第一手板阀,所述第一手板阀通过气管与smc双作用气缸连接,所述smc双作用气缸一侧的输出轴通过连接杆与轴销连接,所述smc双作用气缸的另一侧固定安装有手控扳手。
4、进一步的,所述手控扳手包括有第一固定板,所述第一固定板的一侧固定连接有第一y型接头,所述第一y型接头内部活动套接有第一拨杆,所述第一拨杆的正面开设有一号滑槽,其一号滑槽内活动套接有第二y型接头,所述第二y型接头的一端固定连接有第一推杆,所述第一推杆贯穿第一固定板与smc双作用气缸另一侧输出轴固定安装。
5、进一步的,所述排气管固定夹持机构包括有基板,所述基板在底板的顶部固定安装,所述基板的顶部固定安装有导轨,所述基板的顶部设有移动座,所述移动座在导轨侧壁活动套接,所述基板的顶部固定连接有驱动组件,所述移动座的顶部固定连接有连接架,所述连接架与驱动组件对接,所述移动座的一侧固定安装有立板,所述立板的一侧固定连接有法兰定位板,所述立板另一侧固定安装有法兰抓手组件,所述立板顶部固定安装有防溅屑机构。
6、进一步的,所述驱动组件包括有第二固定板,所述第二固定板在基板顶部固定连接,所述第二固定板背部固定安装有第一气缸,所述第一气缸输出轴贯穿第二固定板,所述底板顶部固定安装有第二手板阀,所述第二手板阀通过气管与第一气缸连接,所述连接架一端与第一气缸输出轴侧壁固定安装,所述第二固定板正面固定连接有第三y型接头,所述第三y型接头底部设有第四y型接头,所述第四y型接头内部活动套接有第二拨杆,所述第二拨杆侧壁开设有二号滑槽,所述第三y型接头在二号滑槽内活动套接,所述第四y型接头背端与第一气缸输出轴连接。
7、进一步的,所述法兰抓手组件包括有移动板,所述移动板四角位置均活动套接有夹爪,所述移动板远离立板一侧固定安装有第二气缸,所述第二气缸的输出轴贯穿移动板,所述第二气缸的输出轴均贯穿移动板与立板连接,四个所述夹爪顶部均开设有贯穿夹爪的转角滑槽,其转角滑槽内均活动套接有定位套块,四个所述定位套块分别在立板侧壁固定连接。
8、进一步的,所述法兰排气管组件加工件的侧壁开设有传感器座固定孔,所述防溅屑机构包括有横块,所述横块在立板顶部固定连接,所述横块一端活动套接有u型活动架,所述u型活动架一侧固定安装有第三电缸,所述第三电缸的输出轴穿过u型活动架连接有第五y型接头,所述横块的另一端活动套接有t型活动块,所述t型活动块顶端与第五y型接头另一端活动套接,所述t型活动块底部固定连接与遮孔壁。
9、进一步的,所述法兰定位板一侧固定连接有四个法兰定位柱,在法兰排气管组件加工件与法兰定位板贴紧时,四个法兰定位柱可贯穿法兰排气管组件加工件端面的法兰孔内。
10、本实用新型的技术效果和优点:
11、本实用新型通过设有筒体支撑基座将成品筒体加工件进行支撑,通过端锥磁力定位板可将成品端锥加工件进行磁力吸引,通过将成品筒体加工件一端套入筒体缩口限位块侧壁,通过横推驱动机构与第一三角支撑组件的配合下,可使筒体缩口限位块与端锥磁力定位板的间距逐渐缩小,直至将成品筒体加工件与成品端锥加工件夹住固定,而通过排气管固定夹持机构与排气管定位块的配合下,通过排气管固定夹持机构位移与排气管定位块之间间距缩小,可将法兰排气管组件加工件夹住固定,有利于通过该夹持装置对成品筒体加工件、成品端锥加工件、法兰排气管组件加工件起到固定效果,确保零件在装配及焊接过程中不位移,不变形,提高了成品合格率,减轻的工人的劳动强度。
12、本实用新型通过排气管固定夹持机构、排气管定位块配合将法兰排气管组件加工件固定下,通过设有防溅屑机构可都法兰排气管组件加工件侧壁的传感器座固定孔进行自动遮挡,从而避免对成品筒体加工件、成品端锥加工件焊接过程中,具有碎屑飞溅,由传感器座固定孔进入法兰排气管组件加工件内部,不易清理的状况。
13、本实用新型通过排气管固定夹持机构、排气管定位块配合将法兰排气管组件加工件固定时,此时法兰定位板与法兰排气管组件加工件贴合,此时法兰定位板一侧的法兰定位柱可插入法兰排气管组件加工件的法兰孔内,从而通过法兰定位柱可有效避免法兰排气管组件加工件在成品筒体加工件的内部焊接时,出现旋转的状况,导致法兰排气管组件加工件的角度出现偏差致使焊接产品报废于。
- 还没有人留言评论。精彩留言会获得点赞!