一种换热器集管焊接设备的制作方法
本技术涉及换热器加工领域,具体涉及一种换热器集管焊接设备。
背景技术:
1、翅片式换热器是气体与液体热交换器中应用最为广泛的一种换热设备,在换热器的生产过程中,涉及到许多焊接环节,焊接质量的好坏直接影响换热器的产品质量;因为换热器上设置有数量较多的集管,且集管之间的间距较小,因此,换热器上集管之间的对接焊接是焊接较复杂、且耗时较长的环节。现有技术中,集管之间的对接焊接一般都是采用手工焊接的方式,该方式因为受到焊接操作空间的限制,使得集管之间的焊接质量难以保证,且焊接效率较低,难以满足蒸发器的实际生产效率和质量性能的要求。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型提供一种换热器集管焊接设备,以改善换热器集管焊接时,因为集管之间间距较小、数量较多,使得集管之间的焊接质量和焊接效率无法满足换热器生产效率和产品质量要求的技术问题。
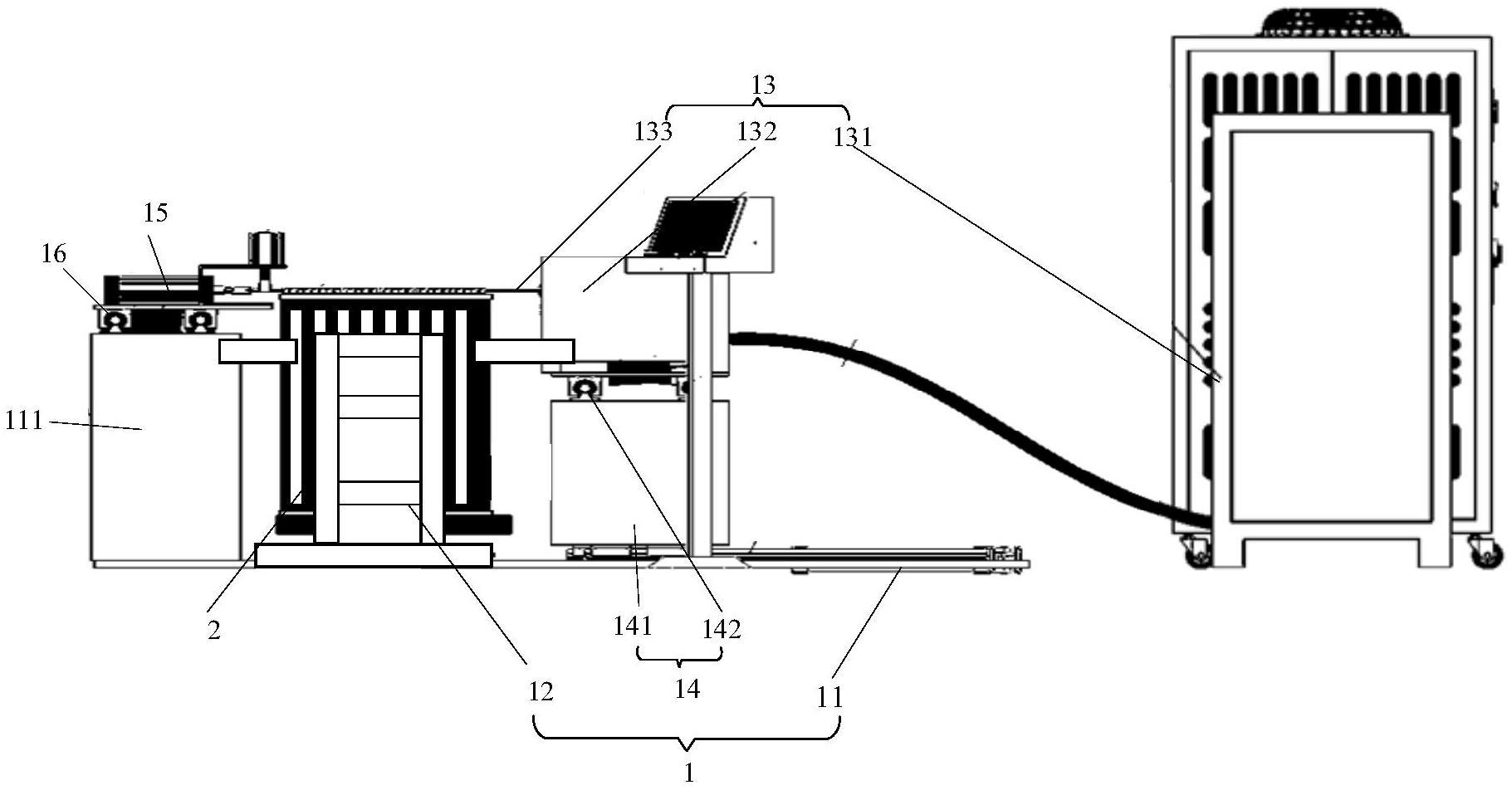
2、为实现上述目的及其它相关目的,本实用新型提供一种换热器集管焊接设备,与焊环配套使用,包括:底座、工件定位夹具、焊接热源;所述工件定位夹具设置在所述底座上,用于对翅片护板进行定位;所述焊接热源包括:高频电源、加热副机和u型感应器;所述高频电源与所述加热副机电连接;所述u型感应器设置在所述加热副机上,且u型开口朝向所述工件定位夹具,u型感应器的开口尺寸与焊环的尺寸大小相匹配;其中,焊环套设在换热器的集管对接焊接处,所述u型感应器可移动卡装在焊环的外侧,以对所述焊环进行加热,使所述焊环热熔将两侧的所述集管焊接。
3、在本实用新型换热器集管焊接设备一示例中,所述换热器集管焊接设备还包括焊接热源移动机构,所述焊接热源移动机构包括第一移动机构,所述加热副机设置在所述第一移动机构上,所述第一移动机构设置在所述底座上,且在第一驱动装置驱动下沿所述底座长度方向靠近或远离所述工件定位夹具。
4、在本实用新型换热器集管焊接设备一示例中,所述焊接热源移动机构还包括第二移动机构,所述加热副机设置在所述第二移动机构上,所述第二移动机构设置在所述第一移动机构上,且在第二驱动装置驱动下沿所述底座宽度方向滑动。
5、在本实用新型换热器集管焊接设备一示例中,在所述工件定位夹具远离所述加热副机的一侧设置有限位机构,所述限位机构沿所述底座宽度方向滑动设置在所述底座上,所述限位机构包括导向件,所述导向件上开设有对所述u型感应器开口进行导向的导向孔,所述u型感应器对集管进行焊接时,所述u型感应器的两侧边穿设在所述导向孔内。
6、在本实用新型换热器集管焊接设备一示例中,所述导向孔内设置有隔板,所述隔板将所述导向孔分割为两个导向腔,两个所述导向腔分别对应所述u型感应器的两侧边,所述隔板厚度与所述u型感应器的开口宽度相对应,两个导向腔内远离所述隔板的一侧均为斜面结构,且所述导向腔截面较大的一端朝向所述u型感应器。
7、在本实用新型换热器集管焊接设备一示例中,所述限位机构还包括夹紧组件,所述夹紧组件设置在所述导向件远离所述工件定位夹具的一侧,且位于所述u型感应器开口的延伸线上,对焊接过程中的所述u型感应器的两侧边的横向移动进行限位。
8、在本实用新型换热器集管焊接设备一示例中,所述夹紧组件包括两件气缸和两件夹紧块,两件所述气缸分别设置在所述u型感应器开口延伸方向的两侧,且气缸的伸缩方向与所述u型感应器的开口延伸方向垂直,所述夹紧块与所述气缸的活塞端连接,气缸伸缩运行带动所述夹紧块夹紧或松开所述u型感应器的两侧边。
9、在本实用新型换热器集管焊接设备一示例中,所述夹紧组件还包括定位板,所述定位板设置在两所述夹紧块的中间,且位于所述u型感应器开口的延伸线上,所述定位板的厚度与所述u型感应器的开度尺寸相对应。
10、在本实用新型换热器集管焊接设备一示例中,所述定位板和所述隔板均为黄铜材质,所述夹紧块为尼龙材质。
11、在本实用新型换热器集管焊接设备一示例中,所述限位机构还包括隔热板,所述隔热板设置在所述底座上,所述隔板和所述定位板均设置在所述隔热板上。
12、本实用新型换热器集管焊接设备,通过设置u型感应器,可以对整排集管对接处的焊环同时进行高频感应加热,使焊环在集管对接处熔化,实现上下集管之间的整排焊接连接;该焊接方式,不受集管之间间距狭小的影响,因此可以保证集管之间的焊接质量,同时,因为可以实现每次整排集管焊接,相对于传统的人工单个集管焊接,明显提升了集管的焊接效率,进而使得集管的焊接质量和焊接效率进一步满足换热器的生产效率和产品质量要求。
技术特征:
1.一种换热器集管焊接设备,与焊环配套使用,其特征在于,包括:
2.根据权利要求1所述的换热器集管焊接设备,其特征在于,所述换热器集管焊接设备还包括焊接热源移动机构,所述焊接热源移动机构包括第一移动机构,所述加热副机设置在所述第一移动机构上,所述第一移动机构设置在所述底座上,且在第一驱动装置驱动下沿所述底座长度方向靠近或远离所述工件定位夹具。
3.根据权利要求2所述的换热器集管焊接设备,其特征在于,所述焊接热源移动机构还包括第二移动机构,所述加热副机设置在所述第二移动机构上,所述第二移动机构设置在所述第一移动机构上,且在第二驱动装置驱动下沿所述底座宽度方向滑动。
4.根据权利要求3所述的换热器集管焊接设备,其特征在于,在所述工件定位夹具远离所述加热副机的一侧设置有限位机构,所述限位机构沿所述底座宽度方向滑动设置在所述底座上,所述限位机构包括导向件,所述导向件上开设有对所述u型感应器开口进行导向的导向孔,所述u型感应器对集管进行焊接时,所述u型感应器的两侧边穿设在所述导向孔内。
5.根据权利要求4所述的换热器集管焊接设备,其特征在于,所述导向孔内设置有隔板,所述隔板将所述导向孔分割为两个导向腔,两个所述导向腔分别对应所述u型感应器的两侧边,所述隔板厚度与所述u型感应器的开口宽度相对应,两个导向腔内远离所述隔板的一侧均为斜面结构,且所述导向腔截面较大的一端朝向所述u型感应器。
6.根据权利要求5所述的换热器集管焊接设备,其特征在于,所述限位机构还包括夹紧组件,所述夹紧组件设置在所述导向件远离所述工件定位夹具的一侧,且位于所述u型感应器开口的延伸线上,对焊接过程中的所述u型感应器的两侧边的横向移动进行限位。
7.根据权利要求6所述的换热器集管焊接设备,其特征在于,所述夹紧组件包括两件气缸和两件夹紧块,两件所述气缸分别设置在所述u型感应器开口延伸方向的两侧,且气缸的伸缩方向与所述u型感应器的开口延伸方向垂直,所述夹紧块与所述气缸的活塞端连接,气缸伸缩运行带动所述夹紧块夹紧或松开所述u型感应器的两侧边。
8.根据权利要求7所述的换热器集管焊接设备,其特征在于,所述夹紧组件还包括定位板,所述定位板设置在两所述夹紧块的中间,且位于所述u型感应器开口的延伸线上,所述定位板的厚度与所述u型感应器的开度尺寸相对应。
9.根据权利要求8所述的换热器集管焊接设备,其特征在于,所述定位板和所述隔板均为黄铜材质,所述夹紧块为尼龙材质。
10.根据权利要求8至9中任一项所述的换热器集管焊接设备,其特征在于,所述限位机构还包括隔热板,所述隔热板设置在所述底座上,所述隔板和所述定位板均设置在所述隔热板上。
技术总结
本技术提供一种换热器集管焊接设备,其包括底座、工件定位夹具、焊接热源和焊接热源移动机构;所述工件定位夹具用于对焊接工件进行定位;所述焊接热源包括:高频电源、加热副机和U型感应器;U型感应器的开口尺寸与焊环的尺寸大小相匹配;其中,所述U型感应器可移动卡装在焊环的外侧,以对所述焊环进行加热,使所述焊环热熔将两侧的所述集管焊接。本申请可以实现换热管上集管的整排焊接,同时因为不受集管之间间距较小的影响,进而可以提高换热器上集管的焊接质量和焊接效率。
技术研发人员:李文,史文彬,崔纪成,宣伟涛,孙立国,赵彦峰,张同瑞
受保护的技术使用者:山东奇威特太阳能科技有限公司
技术研发日:20230222
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!