支撑圈焊接工装的制作方法
本技术涉及焊接设备,尤其涉及支撑圈焊接工装。
背景技术:
1、支撑圈一般是由圆环形底圈和同心垂直设置在底圈上的支撑环组成,两者之间通常以焊接的方式实现连接。
2、在支撑圈的焊接成型过程中,需要及时并灵活地调整焊枪的角度和姿态,同时还需要寻位并编制圆弧焊接程序。在实际应用过程中,至少存在如下缺陷:
3、1、焊缝的空间位置会使液态熔池流向底圈一侧,很难在支撑环一侧形成较大的熔宽,达到所需的焊接要求难度大;
4、2、需要寻找较多的寻位点,寻位时间长,工作效率低;
5、3、焊枪姿态一直在变化,需要多次调整,编程效率低。
技术实现思路
1、本实用新型的一个优势在于提供一种支撑圈焊接工装,其中用于安装支撑圈的底板不仅可以保持有预定的倾斜角度,同时还可以定向旋转,配合限位机构对支撑圈的限位作用以及固定机构对支撑圈的固定作用,使得在焊接时只需要调整好焊枪的焊接角度和姿态即可,不仅容易确保焊接质量要求,同时还能够确保焊接效率。
2、本实用新型的一个优势在于提供一种支撑圈焊接工装,其中利用现有的变位机能够很好的驱动底板保持在预定的倾斜角度进行定向旋转,控制方便,控制精度高,易于采购。
3、为达到本实用新型以上至少一个优势,本实用新型提供一种支撑圈焊接工装,包括:
4、底板,其中所述底板以能够定向旋转的方式保持有预定的倾斜角度;
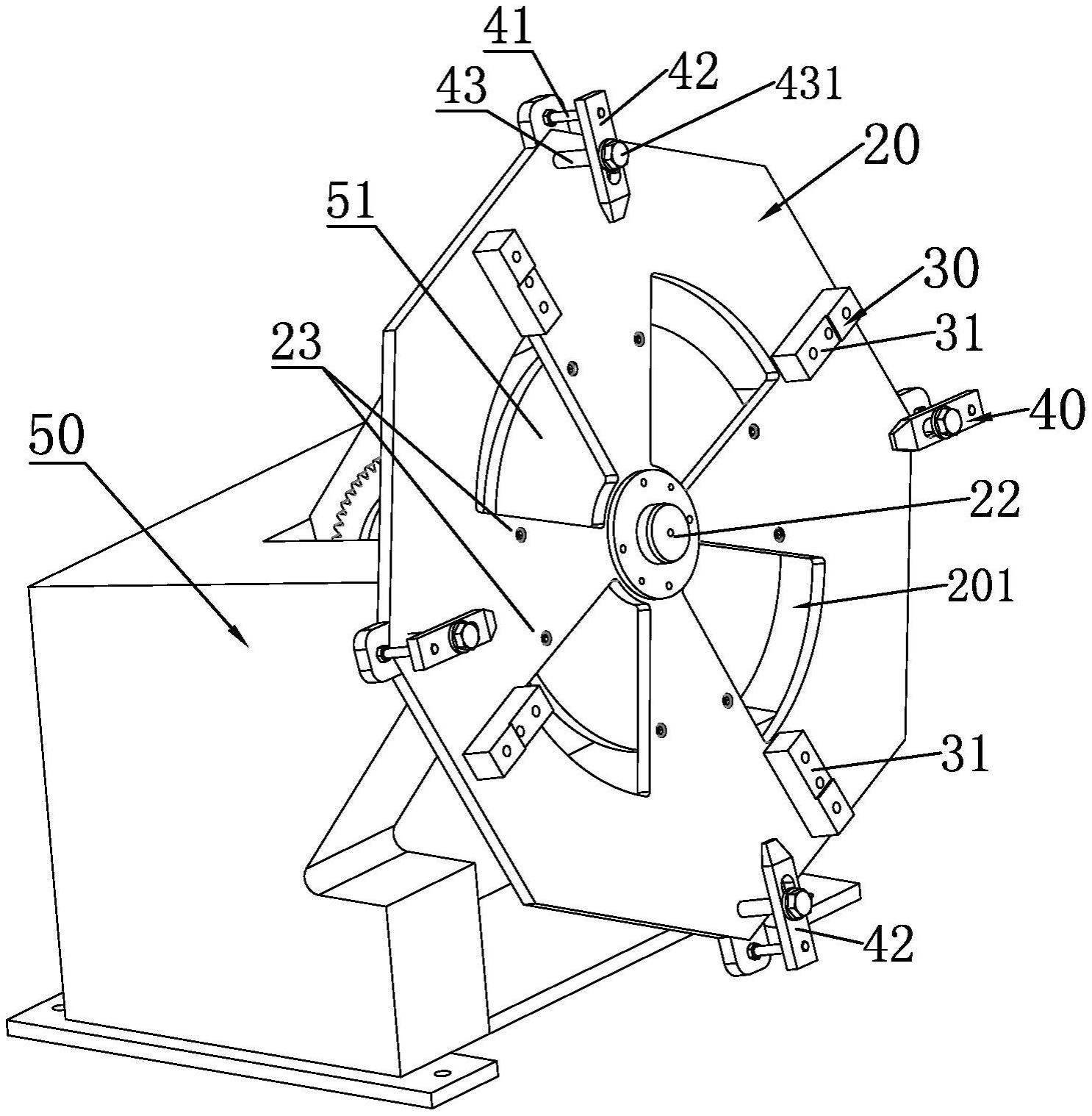
5、限位机构,其中所述限位机构固定设置在所述底板的安装面,包括多个沿同一圆形均匀分布的限位件,其中所述限位件在远离所述安装面的一侧设置有与所述圆形具有相同圆心的弧形限位结构,用于限位支撑圈;以及
6、固定机构,其中所述固定机构固定设置在所述底板的所述安装面,包括多个固定件,其中多个所述固定件以所述圆心为中心沿圆形间隔分布,并位于所述限位件围绕形成的圆形的内侧或者外侧,所述固定件设置有可调节高度的压紧端,用于在所述支撑圈被安装到位后压紧所述支撑圈的底圈。
7、根据本实用新型一实施例,所述限位件于远离所述安装面的顶部的内侧设置有台阶,所述台阶形成所述弧形限位结构。
8、根据本实用新型一实施例,所述固定件位于所述限位件围绕形成的圆形的外侧,包括第一连接螺柱、压板和第二连接螺柱,其中所述压板以平行于所述底板的方式通过所述第一连接螺柱连接在所述底板的端部,所述压板的另一端朝靠近所述圆心的方向延伸预定距离,所述第二连接螺柱于靠近所述压板的中部位置贯穿所述压板,并与所述底板螺纹连接配合,所述第二连接螺柱的端头位于所述压板远离所述底板的一侧,用于下压所述压板。
9、根据本实用新型一实施例,所述支撑圈焊接工装还包括倾翻式变位机,所述倾翻式变位机设置有输出圆盘,所述底板以可拆卸的方式通过芯轴同轴连接所述输出圆盘。
10、根据本实用新型一实施例,所述底板和所述输出圆盘之间通过多个以所述圆心为中心呈圆形分布的紧固螺栓连接。
11、根据本实用新型一实施例,所述底板的内部均匀设置有多个减轻孔或者减轻槽。
12、根据本实用新型一实施例,所述减轻孔或所述减轻槽位于所述支撑圈的内部。
13、本实用新型的这些和其它目的、特点和优势,通过下述的详细说明,得以充分体现。
技术特征:
1.支撑圈焊接工装,其特征在于,包括:
2.如权利要求1所述支撑圈焊接工装,其特征在于,所述限位件于远离所述安装面的顶部的内侧设置有台阶,所述台阶形成所述弧形限位结构。
3.如权利要求2所述支撑圈焊接工装,其特征在于,所述固定件位于所述限位件围绕形成的圆形的外侧,包括第一连接螺柱、压板和第二连接螺柱,其中所述压板以平行于所述底板的方式通过所述第一连接螺柱连接在所述底板的端部,所述压板的另一端朝靠近所述圆心的方向延伸预定距离,所述第二连接螺柱于靠近所述压板的中部位置贯穿所述压板,并与所述底板螺纹连接配合,所述第二连接螺柱的端头位于所述压板远离所述底板的一侧,用于下压所述压板。
4.如权利要求3所述支撑圈焊接工装,其特征在于,所述支撑圈焊接工装还包括倾翻式变位机,所述倾翻式变位机设置有输出圆盘,所述底板以可拆卸的方式通过芯轴同轴连接所述输出圆盘。
5.如权利要求4所述支撑圈焊接工装,其特征在于,所述底板和所述输出圆盘之间通过多个以所述圆心为中心呈圆形分布的紧固螺栓连接。
6.如权利要求1至5任一项所述支撑圈焊接工装,其特征在于,所述底板的内部均匀设置有多个减轻孔或者减轻槽。
7.如权利要求6所述支撑圈焊接工装,其特征在于,所述减轻孔或者所述减轻槽位于所述支撑圈的内部。
技术总结
本申请公开支撑圈焊接工装,包括底板、限位机构和固定机构,其中底板以能够定向旋转的方式保持有预定的倾斜角度;限位机构固定设置在所述安装面,包括多个沿同一圆形均匀分布的限位件,其中所述限位件远离所述安装面的一侧设置有与所述圆形具有相同圆心的弧形限位结构,用于限位支撑圈;固定机构固定设置在所述安装面,包括多个固定件,其中多个所述固定件以所述圆心为中心沿圆形间隔分布,并位于所述限位件围绕形成的圆形的内侧或者外侧,所述固定件设置有可调节高度的压紧端,用于在所述支撑圈被安装后压紧所述支撑圈的底圈。本申请提供的支撑圈焊接工装不仅容易确保焊接质量要求,同时还能够确保焊接效率。
技术研发人员:闫章建,侯玉鹏,胡传峰,陈通
受保护的技术使用者:山推工程机械股份有限公司
技术研发日:20230223
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!