一种异型钢校扭机的制作方法
本技术涉及钢材加工,特别涉及一种异型钢校扭机。
背景技术:
1、异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法,型钢在生产加工过程中以及使用前,都需要进行校扭校直处理。
2、专利号为cn208288714u的专利公布了一种异型钢校扭机,通过校扭模座对型钢的一端进行定位,另一端通过尾部定位夹块或辅助定位架进行限位,驱动转座口控制校扭模座转动,能够完成对型钢的校扭作业,操作简单。
3、现有的钢材校扭机在使用时存在以下弊端:现有的校扭机很多都只具备基本的校扭功能,在使用前需要人工对与弯折处和形变处进行判断,并控制校扭机直接对形变部位进行加工,精度较低,不能实现高精度的处理,为此,我们提出一种异型钢校扭机。
技术实现思路
1、本实用新型的主要目的在于提供一种异型钢校扭机,通过校直机构实现弯折形变位置的自动检测与定位,并通过不断的校直处理保证钢材处理后的平直度,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
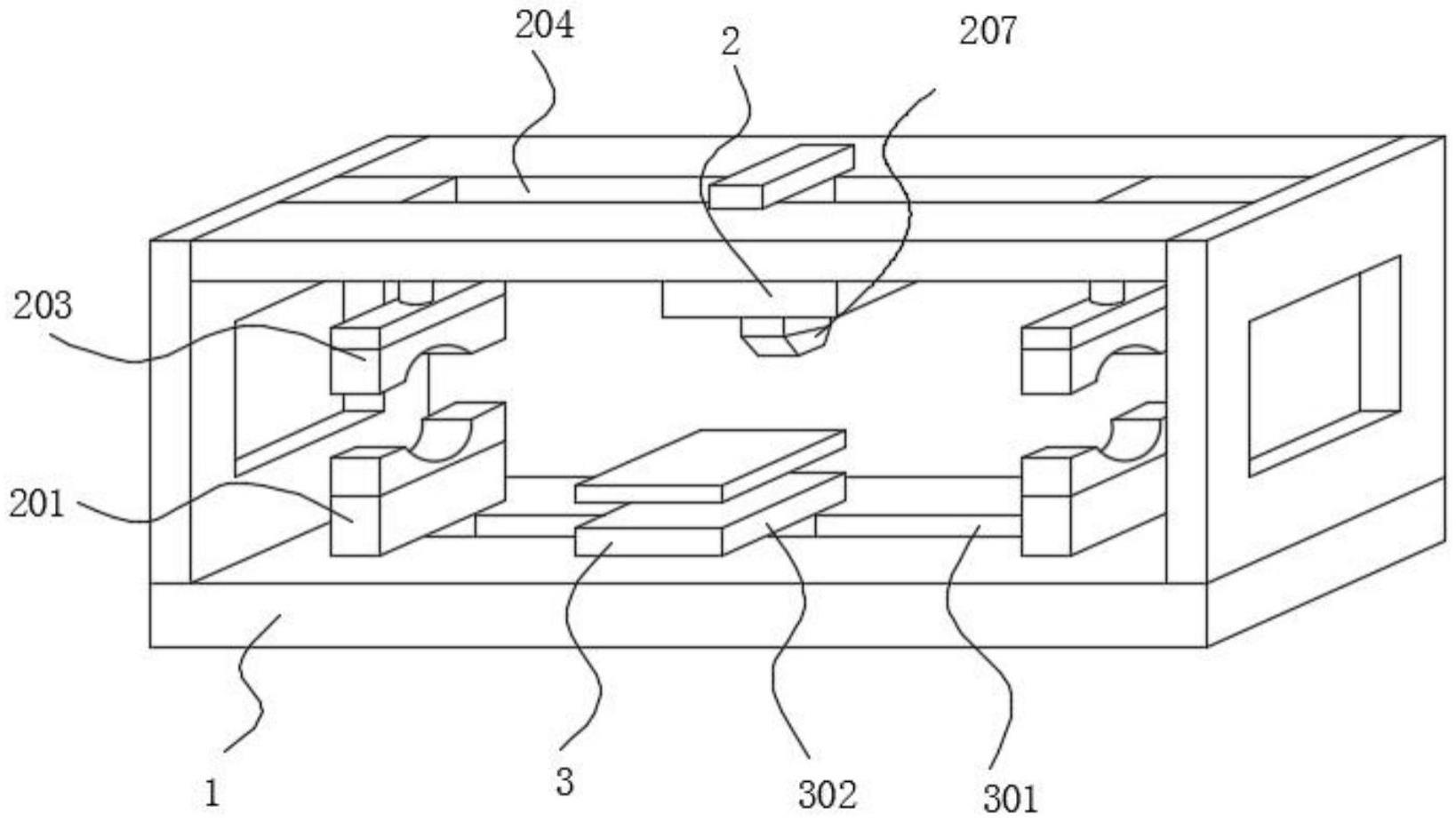
3、一种异型钢校扭机,包括机体,还包括校直机构,所述机体内部设置有对异型钢进行加工处理的校直机构,所述校直机构包括下夹具、液压缸a、上夹具、滑槽a、安装座、液压缸b、压头和激光测距仪,机体顶部通过滑槽b滑动连接有安装座,安装座表面朝向机体内部一侧安装有液压缸b且液压缸b动力端安装有矫正钢体的压头,安装座底部位于液压缸b两侧位置均安装有激光测距仪。
4、进一步地,还包括辅助机构,所述机体底部设置有辅助机构,所述辅助机构包括滑槽b、滑块、液压缸c和顶板,机体内部底端开设有滑槽b且滑槽b内部滑动连接有滑块,滑块顶部安装有液压缸c且液压缸c动力输出端安装有顶板;顺着滑槽b可以平顺的移动滑块带动液压缸c和顶板的移动,在检测组件检测到形变位置需要加工时,可以移动顶板至待加工位置底部,控制液压缸c运行顶升顶板直至顶板抵触至钢材底部,此时在对钢材顶部进行压直处理时,顶板接触钢材底部起到限位作用,避免钢材被过度下压导致二次变形的问题。
5、进一步地,所述机体底部两端均安装有固定钢材的下夹具,所述机体顶部两端均通过液压缸a安装有与下夹具位置对应的上夹具;下夹具顶部用来搭放待加工钢材,放置后控制液压缸a运行带动上夹具下移与下夹具配合完成对钢材的夹持固定,夹具可以灵活更换,适用于不同类型的钢材。
6、进一步地,所述激光测距仪信号输出端与外部信号接收处理组件相连接;通过外部的单片机接收监测信号并与预设数据进行比对,进而控制液压缸b的运行。
7、进一步地,所述顶板底部与压头底部位置相对应;确保顶板可以与压头相互配合完成对钢材的加工处理。
8、与现有技术相比,本实用新型具有如下有益效果:待校直的钢材水平方向贯穿机体,待加工位置置于机体内部,通过下夹具和上夹具的配合固定住钢材的位置,根据不同钢材规格测算标准钢材顶部至激光测距仪的距离并输入至单片机内部储存,安装座在外部动力组件的作用下水平方向移动,移动过程中激光测距仪不断检测与钢材表面之间距离,所得数据传输至单片机与预设数值进行比对以确定钢材的形变位置和形变量,确认后控制液压缸b运行带动压头下压对钢材表面进行校直处理,单侧校直后翻转钢材不同面检测加工,即可完成对钢材的校直处理,相较于传统的人工判断校直作业,精度更高且效率更快;顺着滑槽b可以平顺的移动滑块带动液压缸c和顶板的移动,在检测组件检测到形变位置需要加工时,可以移动顶板至待加工位置底部,控制液压缸c运行顶升顶板直至顶板抵触至钢材底部,此时在对钢材顶部进行压直处理时,顶板接触钢材底部起到限位作用,避免钢材被过度下压导致二次变形的问题。
技术特征:
1.一种异型钢校扭机,包括机体(1),其特征在于,还包括校直机构(2),所述机体(1)内部设置有对异型钢进行加工处理的校直机构(2),所述校直机构(2)包括下夹具(201)、液压缸a(202)、上夹具(203)、滑槽a(204)、安装座(205)、液压缸b(206)、压头(207)和激光测距仪(208),机体(1)顶部通过滑槽b(301)滑动连接有安装座(205),安装座(205)表面朝向机体(1)内部一侧安装有液压缸b(206)且液压缸b(206)动力端安装有矫正钢体的压头(207),安装座(205)底部位于液压缸b(206)两侧位置均安装有激光测距仪(208)。
2.根据权利要求1所述的一种异型钢校扭机,其特征在于:还包括辅助机构(3),所述机体(1)底部设置有辅助机构(3),所述辅助机构(3)包括滑槽b(301)、滑块(302)、液压缸c(303)和顶板(304),机体(1)内部底端开设有滑槽b(301)且滑槽b(301)内部滑动连接有滑块(302),滑块(302)顶部安装有液压缸c(303)且液压缸c(303)动力输出端安装有顶板(304)。
3.根据权利要求1所述的一种异型钢校扭机,其特征在于:所述机体(1)底部两端均安装有固定钢材的下夹具(201),所述机体(1)顶部两端均通过液压缸a(202)安装有与下夹具(201)位置对应的上夹具(203)。
4.根据权利要求1所述的一种异型钢校扭机,其特征在于:所述激光测距仪(208)信号输出端与外部信号接收处理组件相连接。
5.根据权利要求2所述的一种异型钢校扭机,其特征在于:所述顶板(304)底部与压头(207)底部位置相对应。
技术总结
本技术公开了一种异型钢校扭机,包括机体,还包括校直机构,所述机体内部设置有对异型钢进行加工处理的校直机构,所述校直机构包括下夹具、液压缸A、上夹具、滑槽A、安装座、液压缸B、压头和激光测距仪,机体顶部通过滑槽B滑动连接有安装座,安装座底部位于液压缸B两侧位置均安装有激光测距仪,安装座移动过程中激光测距仪不断检测与钢材表面之间距离,所得数据传输至单片机与预设数值进行比对以确定钢材的形变位置和形变量,确认后控制液压缸B运行带动压头下压对钢材表面进行校直处理,单侧校直后翻转钢材不同面检测加工,即可完成对钢材的校直处理,精度更高且效率更快。
技术研发人员:郑军辉
受保护的技术使用者:浙江丰原型钢科技有限公司
技术研发日:20230315
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!