一种多动力头的铝型材锯切机床的制作方法
本技术涉及铝加工,具体为一种多动力头的铝型材锯切机床。
背景技术:
1、铝型材锯切工序中通常采用圆盘锯床进行作业,圆盘锯床辊道上设置定尺装置,铝型材一端顶靠定尺装置的定长挡板,完成定尺锯切。但是定尺装置的定长精度较低,通常会有数毫米的容许误差,不能满足高精长度需求的铝型材定尺锯切要求。为得到更高锯切精度的铝型材,市面上出现了铝型材双头锯产品,双头锯对应型材长度两端设置圆盘锯,圆盘锯位置固定不变,同时进给锯片将铝型材两端切下,所得到的铝型材长度精确,误差可达1mm以下。但是双头锯还是存在下述缺点:双头锯通常只能适应一种长度的铝型材锯切,如要更换锯切长度,则需要拆卸锯头,重新更换位置固定,十分费时;在实际生产中,常常同一种型材需要若干个定尺长度,这时就需要摆设多台匹配长度的双头锯在生产区域内,占用较多的生产空间。
技术实现思路
1、本实用新型的目的是提供一种多动力头的铝型材锯切机床,用于铝型材的精确定尺锯切,可实现在一台设备上锯切多种预设定尺长度铝型材的效果,转换锯切长度过程无障碍,可减少设备的投入成本,提高锯切工作效率。
2、为达到上述目的,本实用新型的技术方案如下:
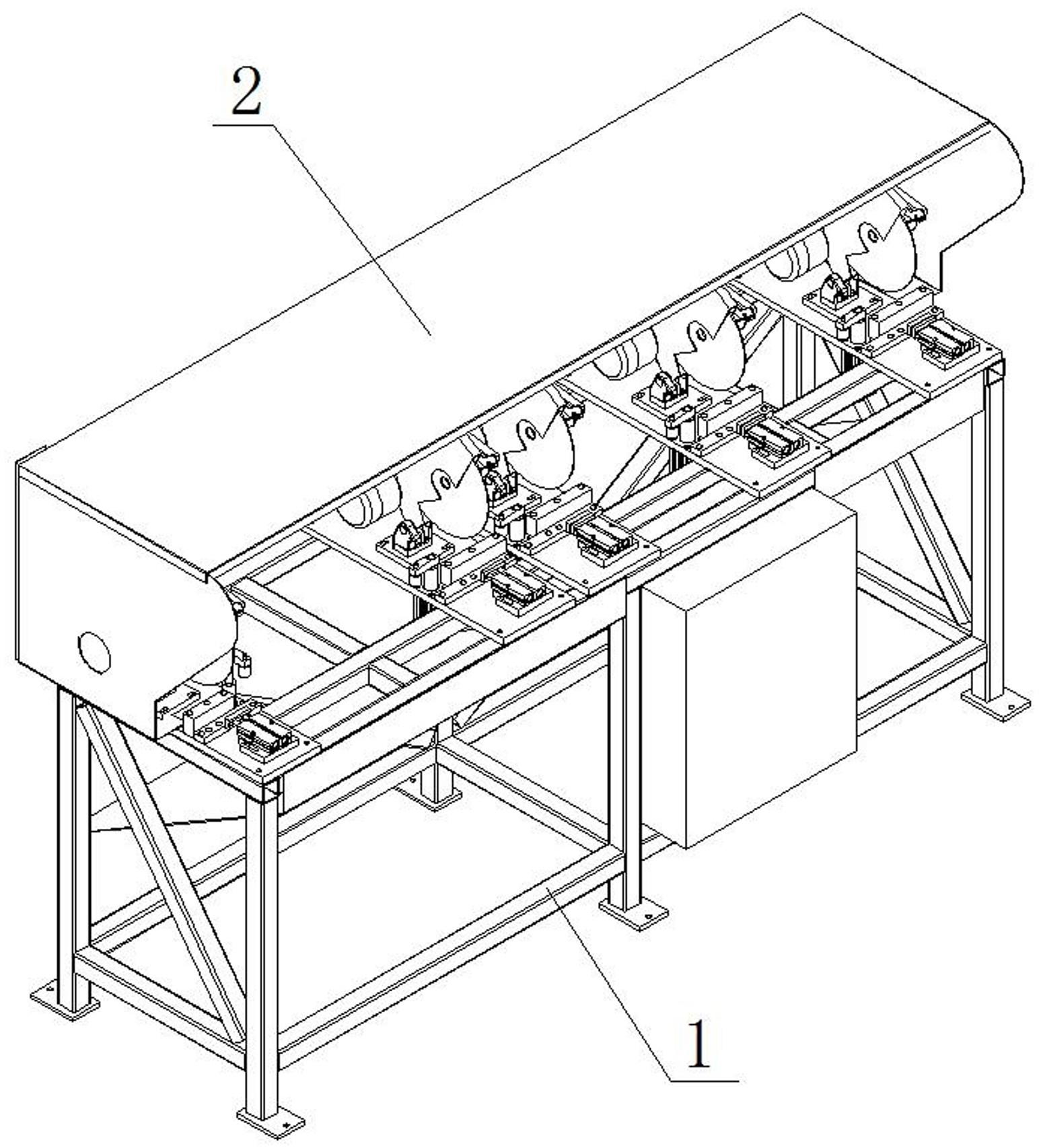
3、一种多动力头的铝型材锯切机床,机架上并列摆设若干平台板,每个平台板上安装一个圆盘锯,可对放置在设备上的铝型材进行锯切,铝型材支垫在固定于平台板上的垫块。
4、所述圆盘锯底部铰接在平台板上,圆盘锯侧面固定安装连杆的一端,连杆的另一端铰接锯切气缸的活塞杆端部,锯切气缸的缸筒底端铰接在平台板上。当锯切气缸活塞杆伸长时,活塞杆将连杆支顶向外,从而实现圆盘锯下压锯切的效果;当锯切气缸活塞杆收缩时,将连杆拉回,从而实现圆盘锯上升的效果。
5、所述平台板上固定安装侧压装置,侧压装置的水平放置气缸活塞杆端部设置压头,压头与铝型材侧表面接触。实现在水平方向上对铝型材的定位。
6、所述平台板下方固定安装下压装置,下压装置的竖直放置气缸活塞杆穿至平台板上表面,端部设置压头,压头与铝型材上表面接触,所述气缸为旋转气缸。压头在旋转气缸活塞杆上升状态时,与铝型材呈平行,处于铝型材上方一侧,对操作工装料不产生障碍;压头在旋转气缸活塞杆下降状态时,与铝型材呈垂直,下压在铝型材上表面,实现在竖直方向上对铝型材的定位。
7、所述机架上方设置半包围形状护罩。用于防止切削飞扬,或切割料头飞溅。
8、本实用新型的优点:
9、1、本实用新型专用于铝型材的精确定尺锯切,特别是同一型材订单具有多个定尺的情况下,根据预设的定尺长度安装布置圆盘锯的位置,在锯切特定长度型材时,选用特定距离两个圆盘锯即可实现特定长度的锯切;在更换定尺长度锯切时,无需对设备进行任何改动,直接选用另外两个特定距离的圆盘锯即可实现另一定尺锯切,特别是大订单大批量的产品,可以极大提高生产效率。
10、2、本实用新型可减少设备的投入成本,一台设备即可完成多种定尺锯切,并且极大节省了设备对生产区域的占用。
11、3、圆盘锯采用气缸驱动下压形式,相比横向移动的圆盘锯床,具有结构简洁占用空间少,锯切效率高,更适宜小断面铝型材的快速切断。
技术特征:
1.一种多动力头的铝型材锯切机床,其特征在于:机架(1)上并列摆设若干平台板(4),每个平台板(4)上安装一个圆盘锯(3),可对放置在设备上的铝型材(5)进行锯切,铝型材(5)支垫在固定于平台板(4)上的垫块。
2.根据权利要求1所述多动力头的铝型材锯切机床,其特征在于:所述圆盘锯(3)底部铰接在平台板(4)上,圆盘锯(3)侧面固定安装连杆(32)的一端,连杆(32)的另一端铰接锯切气缸(31)的活塞杆端部,锯切气缸(31)的缸筒底端铰接在平台板(4)上。
3.根据权利要求1所述多动力头的铝型材锯切机床,其特征在于:所述平台板(4)上固定安装侧压装置(34),侧压装置(34)的水平放置气缸活塞杆端部设置压头,压头与铝型材(5)侧表面接触。
4.根据权利要求1所述多动力头的铝型材锯切机床,其特征在于:所述平台板(4)下方固定安装下压装置(33),下压装置(33)的竖直放置气缸活塞杆穿至平台板(4)上表面,端部设置压头,压头与铝型材(5)上表面接触,所述气缸为旋转气缸。
5.根据权利要求1所述多动力头的铝型材锯切机床,其特征在于:所述机架(1)上方设置半包围形状护罩(2)。
技术总结
一种多动力头的铝型材锯切机床,机架上并列摆设若干平台板,每个平台板上安装一个圆盘锯,可对放置在设备上的铝型材进行锯切,铝型材支垫在固定于平台板上的垫块。本技术用于铝型材的精确定尺锯切,可实现在一台设备上锯切多种预设定尺长度铝型材的效果,转换锯切长度过程无障碍,可减少设备的投入成本,提高锯切工作效率。
技术研发人员:黄霄,莫凯,覃永瀚,宋辛,韦杰军,仇博,黎小科,麦新媚,钟培昉,秦飞鹏
受保护的技术使用者:广西天恒汽车部件制造股份有限公司
技术研发日:20230321
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!