一种精锻冲头的快拆机构的制作方法
本技术涉及精密锻造,具体为一种精锻冲头的快拆机构。
背景技术:
1、精锻即精密锻造,指在压力机上,采用模锻工艺锻造,得到外形、尺寸公差、表面质量等指标超过普通锻造,且后续机械加工余量和道次可以得到减少的制造过程,按金属成形时的变形温度不同,精锻可分为冷精锻、温精锻、热精锻和等温精锻工艺,按金属变形时的流动情况,精锻可分为开式精锻和闭式精锻工艺,冲头也叫凸模、上模、阳模、冲针等,而精锻冲头是安装在精锻模具上的金属零件,应用于与材料的直接接触,使材料发生形变、裁切材料的金属零件。
2、请参阅公告号为cn209021038u的一种具有快拆冲头的倒装复合模在该专利中提出“包括顶板、上垫板、上固定板、凹模、冲头顶板以及冲头,其中,顶板、上垫板、上固定板以及凹模由上至下依次设置,冲头顶板可拆卸安装于顶板固定螺丝和冲头之间,顶板固定螺丝穿设于上固定板上,冲头穿设于上固定板和凹模上,顶板上设有用于供拧紧顶板固定螺丝扳手插入的扳手孔,当安装有冲头顶板时,拧紧顶板固定螺丝将上固定板和冲头顶板紧固,当未安装冲头顶板时,松开顶板固定螺丝将冲头顶板取出,本实用新型提出的具有快拆冲头的倒装复合模,通过快速拆装冲头结构达到快速切换产线的目的”。
3、上述实施例中,利用顶板固定螺丝对冲头顶板和冲头进行固定,以便于利用顶板固定螺丝实现冲头的快速拆装,但其中的顶板固定螺丝需要工作人员一个个的进行操作,拆装效率还有待提高,且受顶板限制操作空间较小,不便于操作,本申请针对该问题提出另外一种技术方案来解决该技术问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种精锻冲头的快拆机构,具备结构简单,便于操作,可同时对多个冲头进行快速拆装,拆装效率高等优点,解决了利用固定螺丝对冲头顶板和冲头进行固定的方法中,固定螺丝需要工作人员一个个的进行操作,拆装效率还有待提高,且操作空间较小,不便于操作的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种精锻冲头的快拆机构,包括冲头底座,所述冲头底座的内部设置有快速拆装机构;
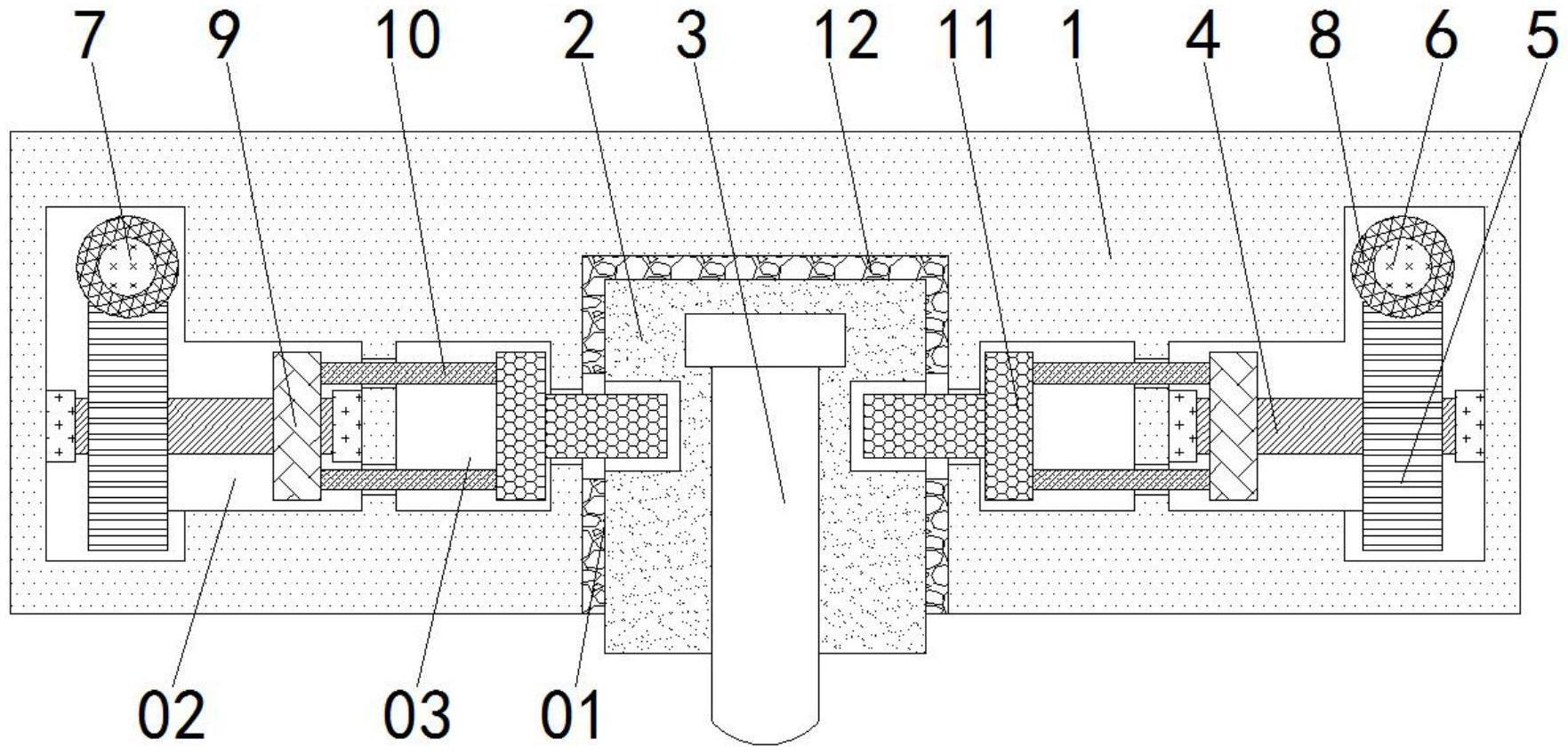
3、所述快速拆装机构包括冲头底座底部活动连接的定位套,所述定位套的内部固定连接有冲头本体,所述冲头底座的内部转动连接有第一驱动杆和第二驱动杆,所述第一驱动杆和第二驱动杆的外侧均固定连接有蜗杆,所述冲头底座的正面活动连接有与第一驱动杆固定连接的转盘;
4、所述快速拆装机构包括还冲头底座内部转动连接的螺纹杆,且数量为两个的螺纹杆分别位于定位套的左右两侧,所述螺纹杆的外侧固定连接有与蜗杆传动连接的蜗轮,所述螺纹杆的外侧螺纹连接有螺纹块,左右两侧所述螺纹块相对的一侧均固定连接有连杆,所述连杆的另一端固定连接有与定位套卡接的定位块。
5、进一步,所述冲头底座的底部开设有与定位套位置相对应的定位槽,所述定位槽的内部固定连接有与定位套相适配的紧固垫。
6、进一步,所述冲头底座的内部开设有与螺纹块相适配的驱动仓,所述冲头底座的内部开设有与定位块相适配的收缩仓,且收缩仓与定位槽相连通。
7、进一步,所述连杆的数量为多个,所述冲头底座的内部开设有与连杆位置相对应的活动孔,且活动孔连通驱动仓和收缩仓。
8、进一步,所述定位套的左右两侧开设有与定位块相适配的限位槽,所述定位套的数量为三个。
9、进一步,所述第一驱动杆和第二驱动杆的外侧均固定连接有链轮,两个链轮的外侧传动连接有链条。
10、与现有技术相比,本申请的技术方案具备以下有益效果:
11、该精锻冲头的快拆机构,通过设置的快速拆装机构,可在转盘的驱动下,使第一驱动杆和第二驱动杆带动定位套两侧的螺纹杆转动,进而利用螺纹块和连杆对定位块的位置进行调整,从而控制定位块与定位套的卡接与分离,以便于简化冲头本体的拆装操作,达到快速拆装定位套及冲头本体的目的,提高装置的实用性。
技术特征:
1.一种精锻冲头的快拆机构,包括冲头底座(1),其特征在于:所述冲头底座(1)的内部设置有快速拆装机构;
2.根据权利要求1所述的一种精锻冲头的快拆机构,其特征在于:所述冲头底座(1)的底部开设有与定位套(2)位置相对应的定位槽(01),所述定位槽(01)的内部固定连接有与定位套(2)相适配的紧固垫(12)。
3.根据权利要求1所述的一种精锻冲头的快拆机构,其特征在于:所述冲头底座(1)的内部开设有与螺纹块(9)相适配的驱动仓(02),所述冲头底座(1)的内部开设有与定位块(11)相适配的收缩仓(03),且收缩仓(03)与定位槽(01)相连通。
4.根据权利要求1所述的一种精锻冲头的快拆机构,其特征在于:所述连杆(10)的数量为多个,所述冲头底座(1)的内部开设有与连杆(10)位置相对应的活动孔,且活动孔连通驱动仓(02)和收缩仓(03)。
5.根据权利要求1所述的一种精锻冲头的快拆机构,其特征在于:所述定位套(2)的左右两侧开设有与定位块(11)相适配的限位槽,所述定位套(2)的数量为三个。
6.根据权利要求1所述的一种精锻冲头的快拆机构,其特征在于:所述第一驱动杆(6)和第二驱动杆(7)的外侧均固定连接有链轮(13),两个链轮(13)的外侧传动连接有链条(14)。
技术总结
本技术涉及一种精锻冲头的快拆机构,包括冲头底座,所述冲头底座的内部设置有快速拆装机构,所述快速拆装机构包括冲头底座底部活动连接的定位套,所述定位套的内部固定连接有冲头本体,所述冲头底座的内部转动连接有第一驱动杆和第二驱动杆,所述第一驱动杆和第二驱动杆的外侧均固定连接有蜗杆,所述冲头底座的正面活动连接有与第一驱动杆固定连接的转盘。该精锻冲头的快拆机构,可在转盘的驱动下,使第一驱动杆和第二驱动杆带动定位套两侧的螺纹杆转动,进而利用螺纹块和连杆对定位块的位置进行调整,从而控制定位块与定位套的卡接与分离,以便于简化冲头本体的拆装操作,达到快速拆装定位套及冲头本体的目的,提高装置的实用性。
技术研发人员:张骏,冯美红,朱忠华,陆艳平
受保护的技术使用者:江苏大洋精锻有限公司
技术研发日:20230406
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!