一种超微丝成型前铜杆挤压整备箱的制作方法
本技术涉及金属丝的加工处理,具体涉及一种超微丝成型前铜杆挤压整备箱。
背景技术:
1、超微丝挤压处理的原料铜杆在储存和运输过程中不可避免地会沾染杂质或受到外力影响扭曲变形,在挤压和拉丝之前必须进行必要的清洁整理。现有连续挤压机配套的铜杆表面处理设备较为简易,仅有一个钢丝刷对铜杆表面进行打磨机,钢丝刷质地柔软,对油漆、铜锈、机油等顽固污渍的清洁处理效果差,处理完依然有杂质或铜粉附在铜杆表面,这种不干净的铜杆挤压后存在缺陷,不能满足超微丝挤压工序的使用。中国专利2022111098686公开了《一种无氧铜杆打磨设备及其工作方法》,公开号cn115194569a,这种打磨设备通过夹持装置、移动装置、打磨装置对夹持装置夹持的铜杆进行粗磨和精磨,实现了在铜杆的一次夹持运输过程中先后实现粗磨和精磨,其打磨机构包括柔性件以及与柔性件连接形变机构;并且柔性件朝向清理机构的外壁上设置有两块粗磨层和一块精磨层。这种打磨机构的粗磨层和精磨层都是固定不动的,随着工作时间的延长,粗磨层和精磨层磨损掉以后打磨清理的效果大打折扣,为了保证清理效果就需要频繁更换耗材,仅适合短铜杆的打磨处理,不适合连续长铜杆的处理。
技术实现思路
1、为了解决上述现有技术的问题,本实用新型提供一种超微丝成型前铜杆挤压整备箱,可以对超微丝挤压处理的原料铜杆进行校直、打磨除尘、清洗等整备处理,满足后续超微丝挤压工序的使用。
2、本实用新型的目的可通过下列技术方案来实现:本实用新型所述一种超微丝成型前铜杆挤压整备箱包括校直机构、设置在校直机构输出端的打磨装置、设置在打磨装置输出端的清洗装置,所述打磨装置包括打磨箱、安装在打磨箱内的行星齿轮箱和高压空气管,所述行星齿轮箱中带有常啮合的太阳轮和行星轮,所述太阳轮通过轴承套装在空心轴上,所述空心轴穿过行星齿轮箱的侧壁固定连接在打磨箱的内壁上,所述太阳轮与打磨电机传动连接,与太阳轮常啮合的三个行星轮两两之间通过轮轴套设有砂带。
3、采用上述方案后,打磨装置中的三个行星轮带动砂带对原料铜杆进行打磨的同时环绕原料铜杆做圆周运动,从而可以360度无死角地打磨原料铜杆,打磨效果好、耗材使用寿命长。配合高压空气管除尘,可以彻底去除原料铜杆表面的杂质和灰尘。
4、优选地,所述清洗装置包括超声波清洗槽、设置在超声波清洗槽中的导引辊轮、设置在超声波清洗槽后方的二次校直压辊和烘干筒。
5、采用上述方案后,导引辊轮可以使超长的原料铜杆顺利通过超声波清洗槽,洗掉原料铜杆表面的油污等粘性附着物。
6、优选地,所述校直机构包括喇叭口状的第一校直通道、设置在第一校直通道后端的第二校直通道,所述第二校直通道包括两组相互碾压的压轮。
7、采用上述方案后,在打磨之前,校直机构可以将弯曲变形的原料铜杆校直,有利于后续的打磨清洗。
8、优选地,所述打磨箱的下端设置有吸尘箱,所述吸尘箱与打磨箱连通,吸尘箱连接负压风机。
9、采用上述方案后,吸尘箱可以及时清理打磨箱中的碎屑和灰尘,保持打磨箱内部空间的清洁,避免原料铜杆受到二次污染。
10、优选地,所述太阳轮为双联齿轮,太阳轮的前端位于行星齿轮箱中并与行星轮常啮合,太阳轮的后端穿过行星齿轮箱的侧壁与固定安装在打磨电机转轴上的驱动齿轮啮合。
11、采用上述方案后,太阳轮的驱动结构更加紧凑、简单,有利于降低生产成本。
12、综上所述,本实用新型所带来的综合效果包括:
13、(1)同步完成超微丝原料铜杆的校直、打磨、清洗,生产效率高。
14、(2)铜杆打磨不留死角,耗材使用寿命长,并且可以在不改变铜杆输送速度的情况下灵活调节打磨程度,做到既要彻底清除杂质又要尽量减小原料的损耗。
15、(3)打磨之后的超声波清洗可以去除油性附着物,对铜杆进行钝化处理,进一步提高整备处理的质量。
技术特征:
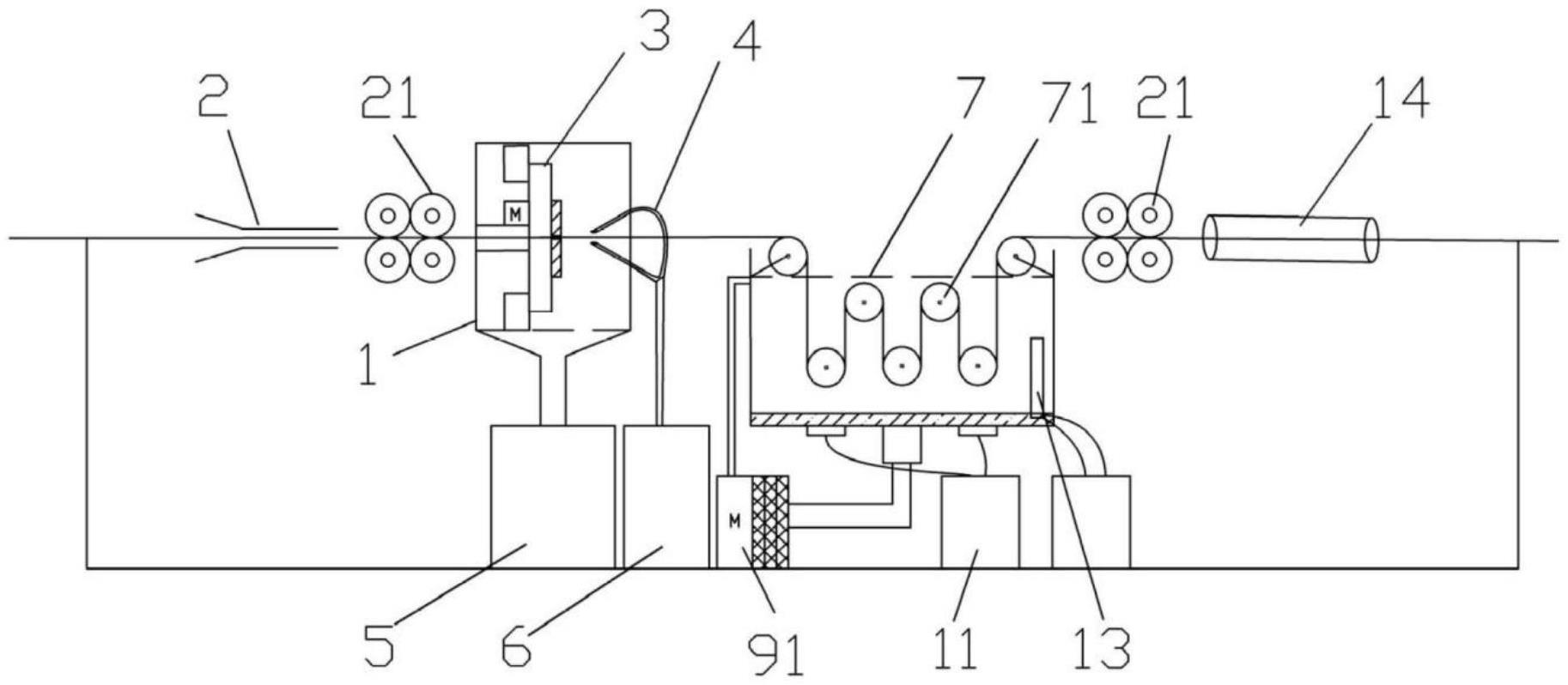
1.一种超微丝成型前铜杆挤压整备箱,包括校直机构、设置在校直机构输出端的打磨装置、设置在打磨装置输出端的清洗装置,其特征在于:所述打磨装置包括打磨箱(1)、安装在打磨箱(1)内的行星齿轮箱(3)和高压空气管(4),所述行星齿轮箱(3)中带有常啮合的太阳轮(32)和行星轮(33),所述太阳轮(32)通过轴承套装在空心轴(31)上,所述空心轴(31)穿过行星齿轮箱(3)的侧壁固定连接在打磨箱(1)的内壁上,所述太阳轮(32)与打磨电机(35)传动连接,与太阳轮(32)常啮合的三个行星轮(33)两两之间通过轮轴套设有砂带(34)。
2.根据权利要求1所述一种超微丝成型前铜杆挤压整备箱,其特征在于:所述清洗装置包括超声波清洗槽(7)、设置在超声波清洗槽(7)中的导引辊轮(71)、设置在超声波清洗槽(7)后方的二次校直压辊(22)和烘干筒(14)。
3.根据权利要求1或2所述一种超微丝成型前铜杆挤压整备箱,其特征在于:所述校直机构包括喇叭口状的第一校直通道(2)、设置在第一校直通道(2)后端的第二校直通道,所述第二校直通道包括两组相互碾压的压轮(21)。
4.根据权利要求1或2所述一种超微丝成型前铜杆挤压整备箱,其特征在于:所述打磨箱(1)的下端设置有吸尘箱(5),所述吸尘箱(5)与打磨箱(1)连通,吸尘箱(5)连接负压风机。
5.根据权利要求1或2所述一种超微丝成型前铜杆挤压整备箱,其特征在于:所述太阳轮(32)为双联齿轮,太阳轮(32)的前端位于行星齿轮箱(3)中并与行星轮(33)常啮合,太阳轮(32)的后端穿过行星齿轮箱(3)的侧壁与固定安装在打磨电机(35)转轴上的驱动齿轮啮合。
技术总结
本技术涉及金属丝的加工处理技术领域,具体涉及一种超微丝成型前铜杆挤压整备箱。包括校直机构、设置在校直机构输出端的打磨装置、设置在打磨装置输出端的清洗装置,所述打磨装置包括打磨箱、安装在打磨箱内的行星齿轮箱和高压空气管,行星齿轮箱中的三个行星轮两两之间通过轮轴套设有砂带。该整备箱可以同步完成超微丝原料铜杆的校直、打磨、清洗,生产效率高;铜杆打磨不留死角,耗材使用寿命长。
技术研发人员:刘志远
受保护的技术使用者:青岛瑞迪科新材料科技有限公司
技术研发日:20230425
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!