一种焊接防错结构及焊接夹具的制作方法
本技术涉及焊接,具体涉及一种焊接防错结构及焊接夹具。
背景技术:
1、为了提高焊接车间场地利用率和生产效率,满足时刻变化的市场需求,焊接新建生产线多为柔性生产线。而由于受到场地或成本等限制因素,在型柔性生产的过程中,不同车型的零件装配过程常需要使用同一副焊接夹具。在焊接夹具上通常设置有防错装置,用于与车身焊接的零件处在正确状态。
2、在相关技术中,防错装置一般是在压紧块上固定一个距离感应开关,由于不同状态的零件差异点相对于距离感应开关的距离是不同的,因此根据不同的感应距离将不同零件状态信息转换为电信号传输到电控系统中,按照预先设定的逻辑控制程序进行焊接,从而达到柔性生产的目的。而在实际生产中,由于存在零件开孔尺寸小于距离感应开关的工作尺寸范围导致距离感应开关失效,防错功能不够准确,进而使车身报废或返修的风险升高,增加了成本且不利于生产效率的提升。
技术实现思路
1、本技术的目的之一在于提供一种焊接防错结构,以解决现有技术中焊接防错结构在焊接开孔零件时防错功能不够准确的技术问题;目的之二在于提供一种焊接夹具。
2、为了实现上述目的,本技术采用的技术方案如下:
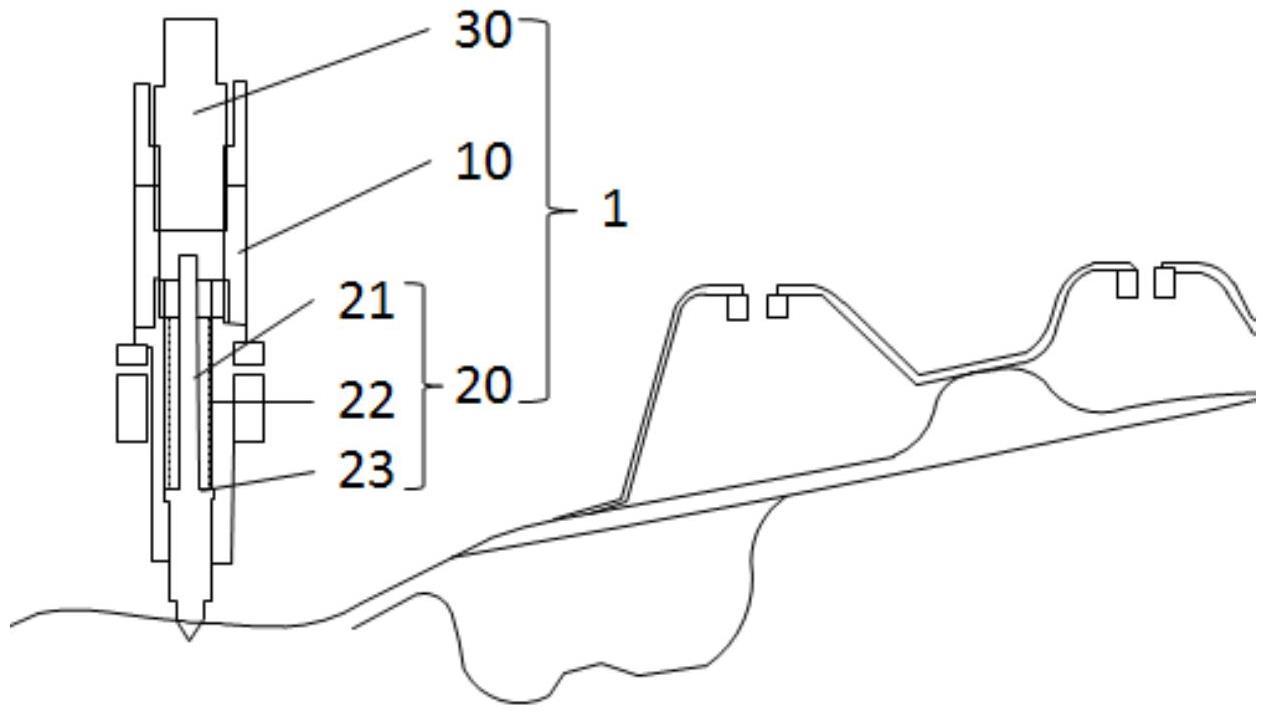
3、一种焊接防错结构,包括:壳体组件、弹簧插销组件和感应器;所述壳体组件为内部设置有容纳腔的空心结构,且所述容纳腔中设置有第一限位结构;所述弹簧插销组件设置在所述容纳腔的下部,可在容纳腔内滑动,所述弹簧插销组件包括插销和套设在所述插销上的弹簧,所述插销为下部为尖端的杆状结构,且所述插销上设置有限位块,所述弹簧设置在所述第一限位结构和所述限位块之间;所述感应器固定在所述容纳腔的上部,所述感应器与所述弹簧插销组件之间存在间隔。
4、根据上述技术手段,当待检测件由壳体组件的底部进入容纳腔,抵接到弹簧插销组件之后推动弹簧插销组件向上滑动,直至弹簧插销组件滑动至感应器的感应范围内时,通过感应器识别弹簧插销组件滑动的距离,区分不同待检测件并确定其对应的焊接情况。
5、设置在容纳腔中的第一限位结构和设置在插销上的限位块相互配合,使弹簧固定卡接在第一限位结构和限位块之间,无法随插销一起在容纳腔内滑动,设置在插销上的限位块随插销一起向上滑动,第一限位结构与第二限位结构之间的距离缩短,弹簧被压缩;当待检测件进入容纳腔,如果待检测件是开孔零件,则插销穿入孔内并不发生滑动,弹簧不受压缩,插销不在感应器的感应范围内;如果待检测件不是开孔零件,则插销由于待检测件的挤压在容纳腔内向上滑动,弹簧被压缩,插销滑动到感应器的感应范围内;当结束感应,待检测件退出容纳腔时,被压缩的弹簧通过自身弹力复位的同时使插销跟随弹簧一同复位。如上所述,通过感应器的感应情况可以判断待检测件是否为开孔零件,避免出现误焊。
6、基于此,将插销设置为下部为尖端的杆状结构,防止因开孔零件的孔径过小无法使插销穿过,从而造成误判,进一步减小误焊的可能性。
7、进一步,所述壳体组件包括第一部段和第二部段;所述第一部段为内部设置有容纳腔的空心结构;所述第二部段为内部设置有容纳腔的空心结构,所述第二部段连接在第一部段底部;所述第二部段包括对接部、限位台阶和容纳部;所述对接部套设在第一部段内;所述限位台阶连接在对接部和容纳部之间,且所述限位台阶的外径尺寸大于所述对接部的外径尺寸,所述第一部段的底部抵接在所述限位台阶上。
8、根据上述技术手段,将壳体设置为固定连接的第一部段和第二部段,分段式设计使弹簧插销组件的安装更加方便,也便于后续拆卸更换。
9、限位台阶位于对接部和容纳部之间,限位台阶的外径尺寸大于第一部段的外径尺寸,可以使第一部段底部卡接在限位台阶上,防止第一部段在第二部段上产生滑动,起到固定第一部段与第二部段之间相对位置的作用,使第一部段和第二部段互相卡接固定在一起,形成一个完整的容纳腔。
10、进一步,所述第一限位结构包括第一台阶面和第二台阶面;所述第一台阶面设置在第一部段内壁上,所述第一台阶面抵接在所述弹簧顶部,用于限制所述弹簧向上继续滑动;所述第二台阶面设置在第二部段内壁上,所述第二台阶面抵接在所述限位块上,用于限制所述插销向下继续滑动。
11、根据上述技术手段,第一台阶面用于卡接弹簧上端,使弹簧无法向第一台阶面的上方移动,使弹簧固定卡接第一台阶面与限位块之间,无法随插销一起在容纳腔内滑动;第二台阶面用于卡接插销上设置的限位块,使插销无法向第二台阶面的下方移动,可以防止插销从第二部段未封闭的底部掉落。
12、进一步,所述对接部与所述第二部段之间通过螺纹连接,将所述第一部段与所述第二部段固连为一个整体。
13、根据上述技术手段,通过螺纹连接将第一部段和第二部段连接为一个整体;同时螺纹连接的方式简单,便于后续对单个零件进行拆卸更换,降低了维修成本。
14、进一步,所述焊接防错结构还包括第一拧紧单元,所述第一拧紧单元通过螺纹连接固定在所述第一部段顶端,所述感应器通过螺纹连接固定在所述第一拧紧单元和第一部段内,所述第一拧紧单元用于将感应器紧固在所述第一部段内。
15、根据上述技术手段,通过在感应器与第一部段连接处设置第一拧紧单元,将感应器紧固在一起,防止感应器发生移动从而影响感应结果。
16、进一步,所述焊接防错结构还包括第二拧紧单元,所述第二拧紧单元通过螺纹连接在第二部段上部,用于紧固所述第二部段与所述第一部段之间的连接。
17、根据上述技术手段,通过在第二部段和第一部段之间设置第二拧紧单元,使第二部段与第一部段之间的连接更加牢固,提高了焊接防错结构整体的稳定性。
18、进一步,所述弹簧顶部设有外螺纹,所述第一部段内部设有内螺纹,外螺纹与内螺纹配合连接,用于将弹簧固定在第二部段内,限制所述弹簧在所述容纳腔内继续向上滑动。
19、根据上述技术手段,通过螺纹连接将弹簧固定在第二部段内,限制弹簧在所述容纳腔内继续向上滑动,保证在插销向上滑动时,弹簧无法向上滑动并被第二限位结构压缩。
20、进一步,所述第一部段的中心轴线、第二部段的中心轴线、感应器的中心轴线与插销的中心轴线共线。
21、根据上述技术手段,将第一部段的中心轴线、第二部段的中心轴线、感应器的中心轴线与插销的中心轴线共线,使待检测件便于进入容纳腔且使焊接防错结构看上去更加对称美观。
22、进一步,所述感应器上设置有感应灯,所述感应灯与所述感应器电连接。
23、根据上述技术手段,通过将感应灯与感应器电连接,感应器的感应情况控制感应灯亮或不亮,技术人员可以通过感应灯的亮灭情况判断感应器的感应情况。
24、基于此,当待检测件进入容纳腔,如果待检测件是开孔零件,则插销穿入孔内并不发生滑动,弹簧不受压缩,插销不在感应器的感应范围内,感应灯不亮;
25、如果待检测件不是开孔零件,则插销由于待检测件的挤压在容纳腔内向上滑动,弹簧被压缩,插销滑动到感应器的感应范围内,感应灯不亮;
26、当结束感应,待检测件退出容纳腔时,弹簧复位,插销不在感应器的感应范围内,感应灯不亮。
27、一种焊接夹具,包括:连接块、夹具本体和上述任一所述的焊接防错结构;所述连接块通过所述焊接防错结构中的第二拧紧单元固定在所述焊接防错结构上;所述焊接防错结构通过所述连接块连接在所述夹具本体上。
28、由此,本技术的上述技术特征具有以下有益效果:
29、(1)本技术通过设置包括壳体组件、弹簧插销组件和感应器的焊接防错结构,当弹簧插销组件向上滑动至固定在容纳腔上部的感应器的感应范围内时,通过感应器识别弹簧插销组件滑动的距离,区分不同待检测件并确定其对应的焊接情况。例如:通过感应器识别待检测件的状态是否是开孔零件,防止误焊。
30、(2)将插销设置为下部为尖端的杆状结构,防止因开孔零件的孔径过小无法使插销穿过,从而造成误判,进一步减小误焊的可能性。
31、(3)通过将感应灯与感应器电连接,感应器的感应情况控制感应灯亮或不亮,技术人员可以通过感应灯的亮灭情况判断感应器的感应情况。
- 还没有人留言评论。精彩留言会获得点赞!