一种斗轮堆取料机大型胶带输送臂的焊接加固装置的制作方法
本技术属于焊接,涉及一种斗轮堆取料机大型胶带输送臂的焊接加固装置及方法。
背景技术:
1、斗轮堆取料机是指一种用于大型干散货堆场的既能堆料又能取料的连续输送的高效装卸机械,它由可俯仰和水平摆动的胶带输送臂及其前端的斗轮、机架、运行机构等组成。如图1和2所示,斗轮堆取料机的大型胶带输送臂1通常为箱体状横梁结构,由于满负荷生产以及机械设备点检维护不到位,往往会造成胶带输送臂1上部和下部两侧分别出现第一、二胶带输送臂横梁上部断裂处11、12和第三、四胶带输送臂横梁下部断裂处13、14,随着裂纹不断扩展,往往造成设备不能正常运转生产。目前,对胶带输送臂1各裂纹的处理方法是实施现场裂纹焊接,虽然在处理裂纹时也完善了原有的焊缝缺陷焊后热处理减小应力集中,裂纹修复焊接后也保证了焊缝ut、mt渗透探伤无裂纹和气孔缺陷,并在线手工研磨平行横梁断裂焊缝恢复图纸尺寸和精度尺寸,暂时交付生产,但是关键是大型胶带输送臂结构件通过焊接修复后,各种机械性能不能满足大型胶带输送臂结构件长时间的使用,严重影响生产进程。如果考虑现场更换,则存在如下问题:(1)由于大型胶带输送臂结构件体积庞大,拆卸、吊装和运输都存在一定困难;(2)、备件采购制作时间周期长;(3)、更换局部部件不适宜新旧设备的组装以及浪费大量的采购成本。
技术实现思路
1、针对背景技术中存在的斗轮堆取料机的大型胶带输送臂的裂纹焊接后仍无法长时间使用的技术问题,本实用新型提供了一种斗轮堆取料机大型胶带输送臂的焊接加固装置及方法,可以有效确保斗轮堆取料机大型胶带输送臂修复焊接加固后,能够经济性、安全性、可靠性地重复使用。
2、本实用新型解决技术问题的技术方案如下:
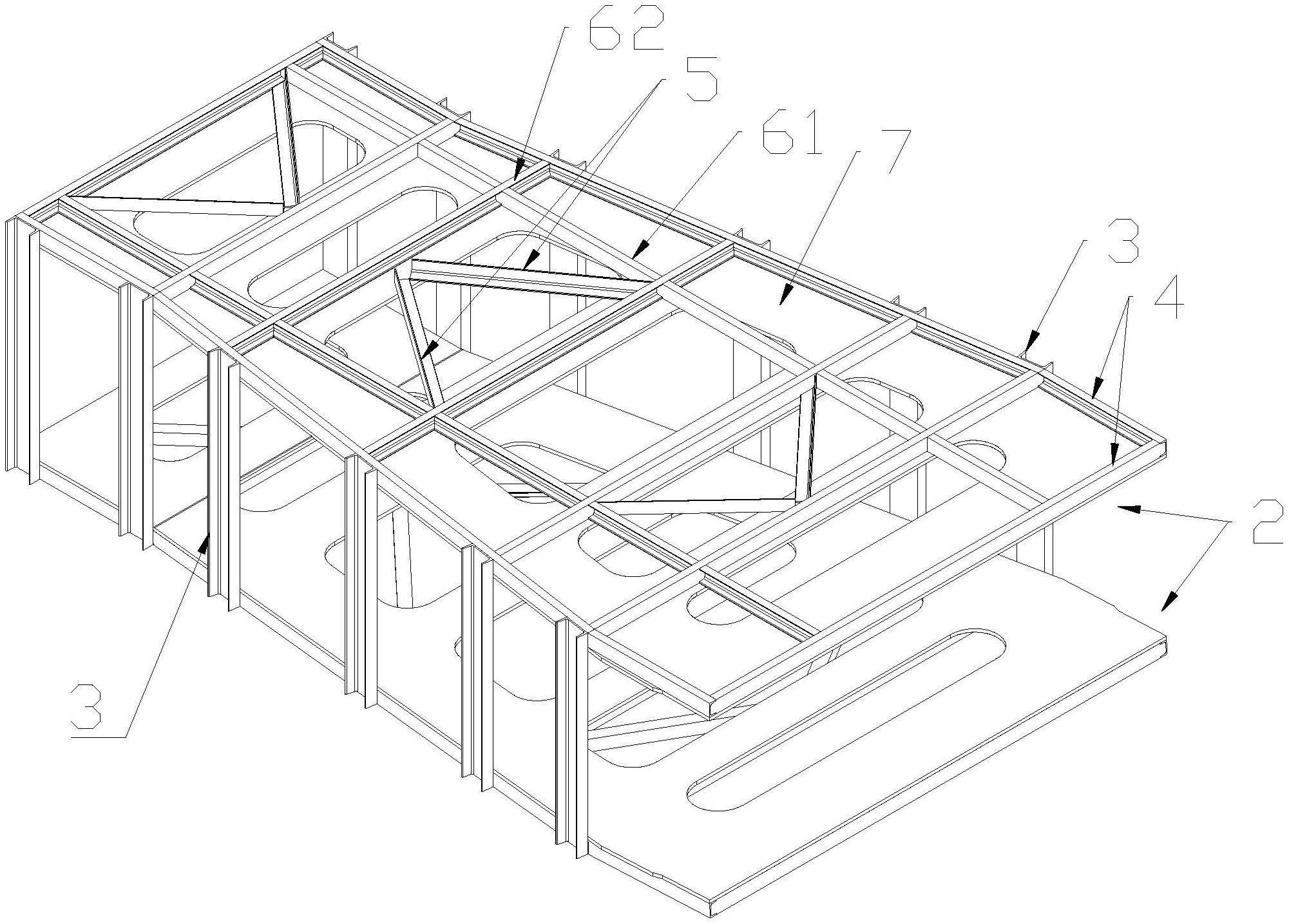
3、本实用新型一种斗轮堆取料机大型胶带输送臂的焊接加固装置,它包括两个平行间隔设置并在两侧分别通过多个连接槽钢焊接固定的水平面加固结构件框架,所述水平面加固结构件框架包括钢板,钢板一侧表面边沿分别焊接固定有边沿槽钢,其表面上横向和纵向分别垂直交错焊接设置有多根横向槽钢和纵向槽钢,各横向槽钢和纵向槽钢的端部分别与边沿槽钢焊接固定。
4、进一步地,若干相邻横向槽钢之间设置有加固角钢。
5、进一步地,所述加固角钢为两根,两加固角钢同一端分别与一根横向槽钢的中部焊接固定,两加固角钢另一端分别与另一侧横向槽钢和纵向槽钢的交叉处焊接固定。
6、进一步地,所述钢板上开设有若干通孔。
7、进一步地,两个水平面加固结构件框架两侧的各连接槽钢对称分布。
8、进一步地,所述连接槽钢两侧端部与两个水平面加固结构件框架的焊接位置均为各水平面加固结构件框架上各横向槽钢与边沿槽钢的连接处位置。
9、进一步地,所述钢板厚度为20mm,所述边沿槽钢、横向槽钢和纵向槽钢均为8#槽钢,所述连接槽钢为16#槽钢。
10、进一步地,所述加固角钢为70×70×7mm角钢。
11、本实用新型一种斗轮堆取料机大型胶带输送臂的焊接加固方法,所述斗轮堆取料机长期运行后,其上的胶带输送臂后侧上部和下分别两侧分别出现第一、二胶带输送臂横梁上部断裂处和第三、四胶带输送臂横梁下部断裂处,其特征在于,使用上述技术方案中所述斗轮堆取料机大型胶带输送臂的焊接加固装置进行,先在胶带输送臂上分别清理第一、二胶带输送臂横梁上部断裂处和第三、四胶带输送臂横梁下部断裂处表面,然后在各断裂处制备坡口并通过单面焊双面成形法对各断裂处进行焊接修复,然后在胶带输送臂上部和下部分别安装上下对称焊接安装水平面加固结构件框架,最后在两个水平面加固结构件框架的两侧对称焊接各连接槽钢。
12、进一步地,所述第一、二胶带输送臂横梁上部断裂处和第三、四胶带输送臂横梁下部断裂处的焊接修复以及所述斗轮堆取料机大型胶带输送臂的焊接装置在胶带输送臂上焊接设置的具体方法为:
13、s1、焊前准备:
14、1.1)、焊接设备:ht400d或ht500d数字化控制逆变式手工直流焊机,焊接材料:4.0mm和φ5.0mm的e5015焊条,焊条350℃烘焙2h后恒温,放入保温桶随用随取;
15、1.2)、焊接位置:立焊-平焊-仰焊;
16、1.3)、焊前要求:焊接位置区域及焊条不得有油污、氧化层、水分等,需露出金属光泽;
17、1.4)、焊接技术要求:单面角焊缝堆焊层熔合母材,焊缝表面无任何焊接缺陷并满足设计焊脚尺寸;
18、1.5)、胶带输送臂和加固材质:q345d;
19、1.6)、辅助设施:保温桶、样板、测温仪、放大镜、保温棉、面罩、手套、清渣锤、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、水平尺、活动板手、直磨机、角向磨光机、钢丝钳、钢锯条、劳动防护用品;
20、1.7)、焊接工艺参数:根据焊接设备、焊接材料、焊件材质以及焊接要求制定焊接参数;
21、s2、焊接实施;
22、2.1)、通过氧·乙炔火焰分别清理胶带输送臂上第一、二胶带输送臂横梁上部断裂处和第三、四胶带输送臂横梁下部断裂处表面水分和油污,再使用砂布或磨削砂轮机对各断裂处打磨除锈使得各断裂处露出金属光泽;在各断裂处采用角磨机制备坡口,上部第一、二胶带输送臂横梁上部断裂处制备平行横梁平焊v型坡口,下部第三、四胶带输送臂横梁下部断裂处制备平行横梁仰焊v型坡口,然后在上下平行横梁坡口两侧分别采用氧·乙炔火焰清理焊缝并烘干两侧至少100mm;采用ht400d或ht500d数字化控制逆变式手工直流焊机对上部和下部的v型坡口进行上下对称焊接,打底层焊接采用φ4.0mme5015焊条,上下对称运条方法全部采用直线运条方法,打底层焊接完成后利用风铲锤击焊缝区并确认无焊接缺陷后,再采用φ5.0mme5015焊条进行填充、盖面层焊接,运条方法上下同时采用月牙形运条方法,填充、盖面层焊接完成并冷却到室温,通过探伤无任何焊接缺陷后,利用手工角磨机把高出母材本体的焊缝进行研磨平整,确保第一、二胶带输送臂横梁上部断裂处和第三、四胶带输送臂横梁下部断裂处表面水平;
23、2.2)、在第一、二胶带输送臂横梁上部断裂处和第三、四胶带输送臂横梁下部断裂处表面分别上下对称安装水平面加固结构件框架,上面的水平面加固结构件框架的钢板底面跟第一、二胶带输送臂横梁上部断裂处表面通过仰焊角焊缝焊接固定,下面的水平面加固结构件框架的钢板底面跟第三、四胶带输送臂横梁下部断裂处表面通过平焊角焊缝焊接固定,然后在两个水平面加固结构件框架两侧对称焊接各连接槽钢,焊接方式均为立缝对称焊接固定;最后把焊接完成的整体加固装置,通过实际样板检验验收完全符合设计安装的要求后,交付使用。
24、进一步地,所述底层焊接时,采用φ4.0mm的e5015焊条,焊接电流为140-180a,电弧电压为24±1v,焊接速度为17±1cm/min;所述填充层、盖面层焊接时,采用φ5.0mm的e5015焊条,焊接电流为160-210a,电弧电压为27±1v,焊接速度为19±1cm/min。
25、相对于现有技术,本实用新型所述的一种斗轮堆取料机大型胶带输送臂的焊接加固装置,其结构简洁,制作材料常见,安装简单,配合其焊接加固方法,可以有效满足斗轮堆取料机大型胶带输送臂断裂处加固的现场实际需求,效果好,能够确保斗轮堆取料机长时间运行,减少长时间停机损失,为合理组产提供保障。
- 还没有人留言评论。精彩留言会获得点赞!