一种铣床加工叶片叶型用叶根夹具的制作方法
本技术涉及叶根夹具,尤其涉及一种铣床加工叶片叶型用叶根夹具。
背景技术:
1、通常,对叶片的叶型和叶根进行加工时,需要通过叶根夹具对叶片的叶根工艺夹头进行定位。目前,为了增加叶根夹具的刚性,会将叶根夹具直接与数控立铣机床的床头箱a轴定位止口配合连接。采用这种方式加工出的叶根齿形虽然可以满足装配要求,但在加工叶片叶根时,由于叶片尺寸较大,传统的球头铣刀加工过程中存在较多变量,如磨损带来的尺寸误差、刀具震动带来的表面质量问题以及a轴旋转精度等,这些变量会导致叶根的尺寸精度无法达到要求。
2、目前,大多采用成型铣刀对叶片叶根进行加工,其工艺方案为:先精加工完叶根齿形,再通过叶根夹具对叶根进行基准定位夹持以加工叶型。但目前的叶根夹具普遍存在齿型定位精度低、夹持可靠性低的问题,同时,由于现有的叶根夹具中定位块与夹具体为一体化设置,当定位块的叶根齿型与待夹持叶根不匹配时,需要将定位块与夹具体一同进行更换。
技术实现思路
1、本实用新型的目的在于解决现有的叶根夹具存在的齿型定位精度低、夹持可靠性低以及需要频繁更换夹具体的技术问题,而提供一种铣床加工叶片叶型用叶根夹具。
2、为了实现上述目的,本实用新型的技术解决方案为:
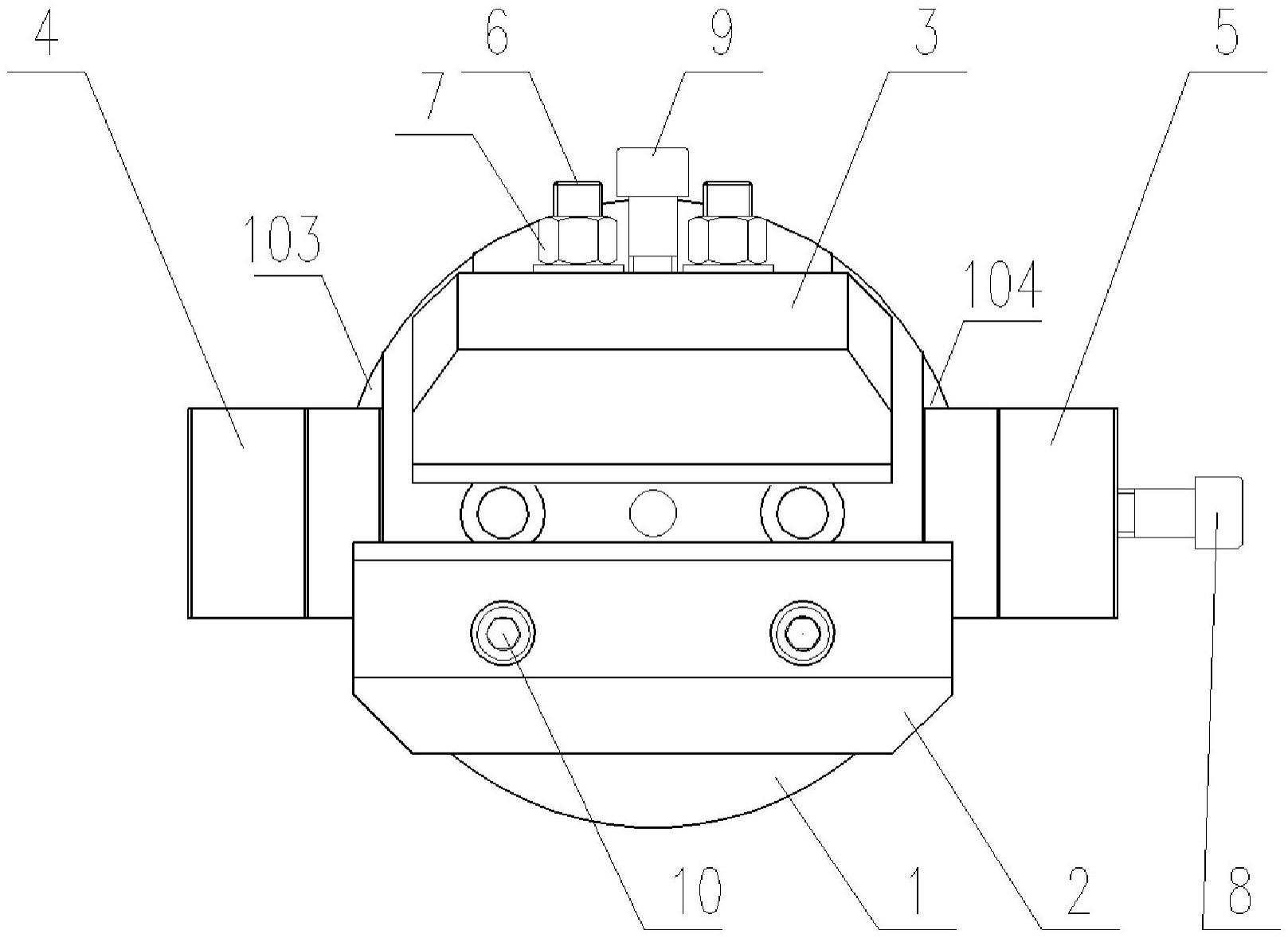
3、一种铣床加工叶片叶型用叶根夹具,其特殊之处在于,包括夹具体、齿形定位块、齿形压块、侧向定位块、侧向挡块、安装螺柱、安装螺母、第一螺钉以及第二螺钉;
4、所述夹具体的侧壁上端开设有与夹具体一端端面贯通的开槽;所述齿形压块设置在开槽内,且沿轴向延伸出夹具体的一端端面;所述齿形定位块位于齿形压块的下方,且固定设置在夹具体相应的端面上;所述夹具体另一端端面上开设有凹止口,用于与机床床头箱a轴的凸止口配合;
5、所述齿形定位块上端面和齿形压块延伸部分下端面与待夹持叶根的上下两端端面的齿形相适配,用于夹紧待夹持叶根;
6、所述齿形压块上端面开设有第一通孔和贯通的第三螺孔;
7、所述开槽槽底对应第一通孔的位置开设有第一螺孔;所述安装螺柱一端穿过第一通孔与第一螺孔螺纹连接,所述安装螺母设置在安装螺柱的另一端,通过旋转安装螺母以带动所述齿形压块下移,进而通过齿形定位块上端面和齿形压块延伸部分下端面压紧待夹持叶根;所述第二螺钉通过第三螺孔与开槽的槽底相抵,用于调整齿形压块下端面的齿形位置状态,进而调整其与待夹持叶根上端面的齿形适配度;
8、所述侧向定位块和侧向挡块对称设置在夹具体一端的两侧,且均延伸出夹具体的一端端面,用于使待夹持叶根的一侧侧壁与侧向定位块延伸部分的侧壁相抵,侧向挡块延伸部分的侧壁与待夹持叶根的另一侧侧壁之间保持间隙;
9、所述侧向挡块延伸部分的侧壁沿水平方向开设有贯通的第二螺孔,所述第一螺钉穿过第二螺孔与待夹持叶根的另一侧侧壁相抵,用于对待夹持叶根进行侧面固定。
10、进一步地,所述夹具体为圆柱体,可以保证安装的同轴度,同时便于加工和检测。
11、进一步地,所述齿形定位块上端面的齿形圆弧转角处向实体方向收缩,使其齿形圆弧转角处与待夹持叶根保持0.3~0.5mm的间隙;
12、所述齿形压块延伸部分下端面的齿形圆弧转角处向实体方向收缩,使其齿形圆弧转角处与待夹持叶根保持0.3~0.5mm的间隙。
13、进一步地,所述齿形定位块的宽度大于待夹持叶根的2/3宽度;
14、所述齿形压块的宽度大于待夹持叶根的1/2宽度。
15、进一步地,所述侧向挡块延伸部分的侧壁与待夹持叶根的另一侧侧壁之间的间隙为2~5mm。
16、进一步地,还包括第二螺钉;
17、所述齿形压块上端面上开设有贯通的第三螺孔;
18、所述第二螺钉通过第三螺孔与开槽的槽底相抵,用于调整齿形压块下端面的齿形位置状态。
19、进一步地,还包括第三螺钉;
20、所述夹具体一端端面上对应齿形压块下方的位置开设有凹槽;
21、所述齿形定位块靠近夹具体的一侧设置有与凹槽相适配的凸台;
22、所述凹槽的槽底开设有第四螺孔,齿形定位块侧壁上对应第四螺孔的位置开设有第二通孔;
23、所述第三螺钉的一端穿过第二通孔与第四螺孔螺纹连接固定。
24、进一步地,所述夹具体一端端面与其两侧侧壁交接处对称开设有第一缺口和第二缺口;
25、所述侧向定位块包括第一安装板和与第一安装板一端垂直连接的固定板;所述侧向挡块包括第二安装板和与第二安装板一端垂直连接的压紧板;
26、所述第一安装板的另一端固定设置在第一缺口上,第二安装板的另一端固定设置在第二缺口上;
27、所述固定板的内侧壁与待夹持叶根的一侧侧壁相抵;
28、所述压紧板与待夹持叶根的另一侧侧壁保持间隙;
29、所述第二螺孔位于压紧板上,所述第一螺钉穿过第二螺孔与待夹持叶根的另一侧侧壁相抵。
30、进一步地,还包括第四螺钉和第五螺钉;
31、所述第一缺口上开设有第五螺孔,所述第一安装板上对应第五螺孔的位置开设有第三通孔;所述第四螺钉穿过第三通孔与第五螺孔螺纹连接;
32、所述第二缺口上开设有第六螺孔,所述第二安装板上对应第六螺孔的位置开设有第四通孔;所述第五螺钉穿过第四通孔与第六螺孔螺纹连接。
33、进一步地,所述安装螺柱、安装螺母、第一螺孔、第一通孔、第三螺钉、第二通孔、第四螺孔、第四螺钉、第三通孔、第五螺孔、第五螺钉、第四通孔以及第六螺孔的数量均为2个
34、本实用新型相比于现有技术的有益效果为:
35、1、本实用新型提供的一种铣床加工叶片叶型用叶根夹具,以待夹持叶根的齿形为基准,通过齿形定位块对待夹持叶根进行竖直方向的定位,并通过齿形压块压紧固定,同时通过侧向定位块对待夹持叶根进行水平方向的定位,并通过侧向挡块压紧固定,固定后对叶型和叶顶进行加工,相比于现有的叶根夹具,本实用新型的叶根夹具结构简单、定位精度高、且夹持牢固,大大提高了叶根的尺寸精度。
36、2、本实用新型提供的一种铣床加工叶片叶型用叶根夹具,齿形压块上端面上开设有贯通的第三螺孔,第二螺钉通过第三螺孔与开槽的槽底相抵,用于调整齿形压块下端面的齿形位置状态,提高了齿形压块下端面与待夹持叶根上端面的齿形的适配度。
37、3、本实用新型提供的一种铣床加工叶片叶型用叶根夹具,齿形定位块上端面的齿形和齿形压块下端面的齿形均在圆弧转角处向实体方向缩小,使其齿形圆弧转角处与待夹持叶根保持0.3~0.5mm的间隙,可以更好的保证待夹持叶根的定位效果。
38、4、本实用新型提供的一种铣床加工叶片叶型用叶根夹具,齿形定位块的宽度大于待夹持叶根的2/3宽度,齿形压块的宽度大于待夹持叶根的1/2宽度,可以有效分散压力,在保证对待夹持叶根夹紧定位时对待夹持叶根的齿形形成保护,不会损坏待夹持叶根已经加工好的齿形。
技术特征:
1.一种铣床加工叶片叶型用叶根夹具,其特征在于:
2.根据权利要求1所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
3.根据权利要求2所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
4.根据权利要求3所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
5.根据权利要求4所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
6.根据权利要求1-5任一所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
7.根据权利要求6所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
8.根据权利要求7所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
9.根据权利要求8所述的一种铣床加工叶片叶型用叶根夹具,其特征在于:
技术总结
本技术提供了一种铣床加工叶片叶型用叶根夹具,用于解决现有的叶根夹具存在的齿型定位精度低、夹持可靠性低以及需要频繁更换夹具体的技术问题。本技术提供的叶根夹具包括夹具体、齿形定位块、齿形压块、侧向定位块及侧向挡块;齿形定位块上端面和齿形压块延伸部分下端面与待夹持叶根的上下两端端面齿形相适配;通过齿形定位块对待夹持叶根进行竖直方向的定位,并通过齿形压块压紧固定,同时通过侧向定位块对待夹持叶根进行水平方向的定位,并通过侧向挡块压紧固定,固定后对叶型和叶顶进行加工,相比于现有的叶根夹具,本技术的叶根夹具结构简单、定位精度高、且夹持牢固,大大提高了叶根的尺寸精度。
技术研发人员:安凯,张新庆,郑君君,王晓红,魏远震,李恒波,王征兵,王楠,任锋,宋金柱
受保护的技术使用者:西安陕鼓动力股份有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!