装配端盖组件的自动化设备的制作方法
本技术的实施例涉及一种自动化设备,特别涉及一种装配端盖组件的自动化设备。
背景技术:
1、在现有的电机的端盖中安装钢垫圈、轴承套和波簧垫圈,基本都靠人工进行安装,人工安装存在安装精度不能保证统一,安装效率低下等问题。
技术实现思路
1、本实用新型的实施方式的目的在于提供一种安装效率高,同时保证精度统一的装配端盖组件的自动化设备。
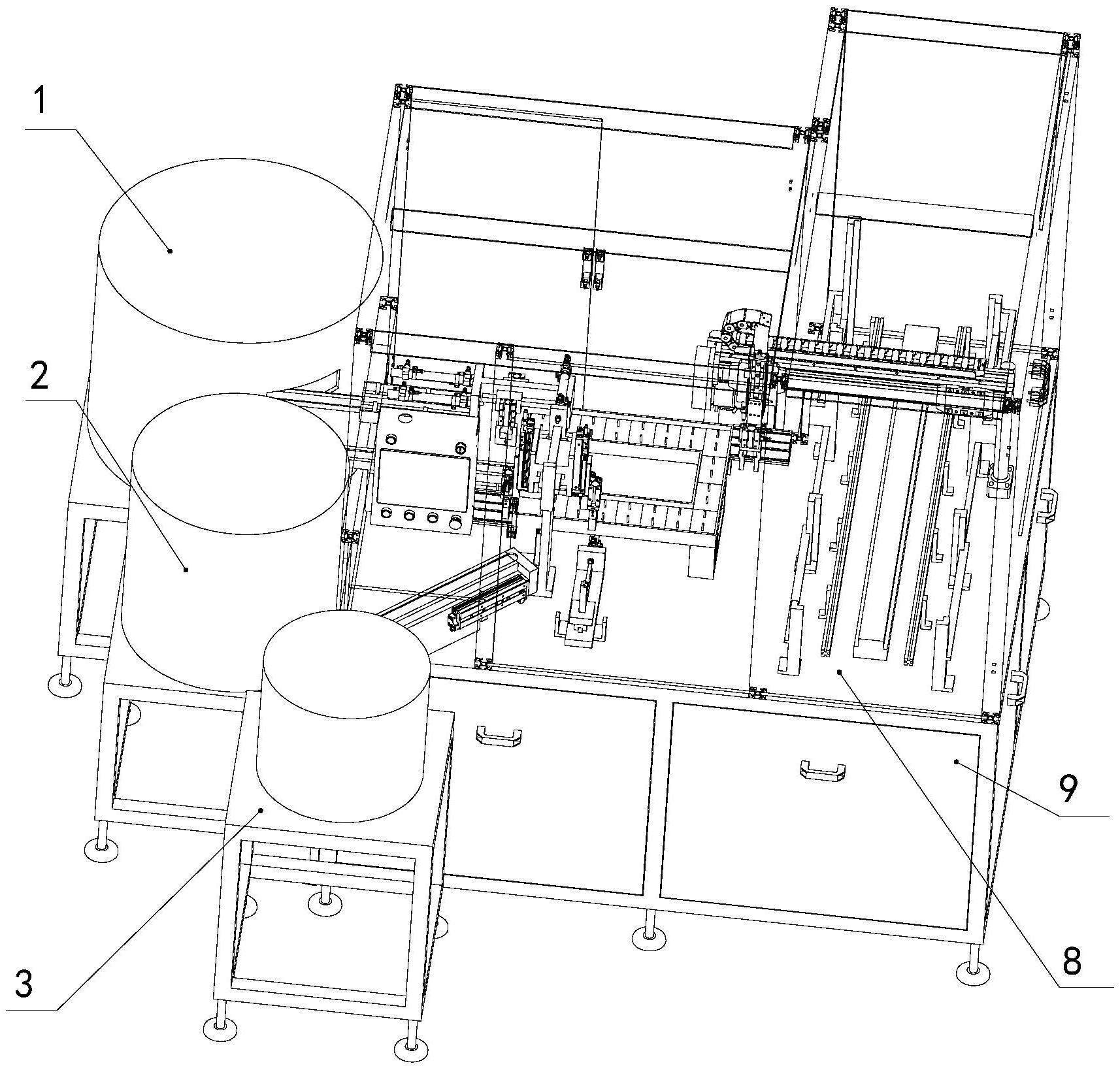
2、为了实现上述目的,本实用新型的实施方式设计了一种装配端盖组件的自动化设备,包括:
3、底座;
4、循环工装,在所述的底座上固定所述循环工装;
5、端盖上料组件,在所述循环工装的一侧,在所述底座上固定所述端盖上料组件;
6、轴承套上料组件,在所述循环工装的一侧,在所述端盖上料组件的同侧,在所述底座上固定所述轴承套上料组件;
7、钢垫圈上料组件,所述循环工装的下方,在所述轴承套上料组件的一侧,在所述底座上固定所述钢垫圈上料组件;
8、波簧垫圈上料组件,在所述循环工装的下方,在所述钢垫圈上料组件的一侧,在所述底座上固定所述波簧垫圈上料组件;
9、料盘堆垛机构,在所述循环工装的另一侧,所述底座上固定所述料盘堆垛机构;
10、端盖组件下料伺服装置,在所述料盘堆垛机构的上方,在所述料盘堆垛机构上方固定所述端盖组件下料伺服装置;
11、所述循环工装推动设置于所述循环工装上的物料定位工装,在所述的物料定位工装上,依次在端盖上料组件放置端盖;轴承套上料组件放置轴承套;钢垫圈上料组件放置钢垫圈;波簧垫圈上料组件放置波簧垫圈;完成所述端盖、所述轴承套、所述钢垫圈、所述波簧垫圈依次堆叠成端盖结构件;所述端盖组件下料伺服装置将所述端盖结构件放置在预先设置在所述料盘堆垛机构上的料盘内;所述料盘堆垛机构对装满所述端盖结构件的料盘,进行下料。
12、进一步,本实用新型的装配端盖组件的自动化设备中,在所述的底座的上方固定护罩,所述护罩将所述端盖上料组件、所述轴承套上料组件、所述钢垫圈上料组件、所述波簧垫圈上料组件、所述端盖组件下料伺服装置、所述料盘堆垛机构、以及循环工装均封闭在内部。
13、进一步,本实用新型的装配端盖组件的自动化设备中,所述的底座由若干个框架构成一平台;所述的护罩按照所述底座的边缘对应设置框体;在所述的底座的上方固定循环工装;
14、所述的循环工装还包括:
15、支撑台,在所述的底座的上方,在所述的循环工装的下方固定所述支撑台;
16、物料定位工装,在所述支撑台上方的凹槽内并列排放所述物料定位工装;
17、循环推缸,在所述的支撑台底部的四周,正对应所述物料定位工装下方各固定一个所述循环推缸的缸体;所述循环推缸活塞杆连接推块,所述推块推动所述物料定位工装沿着一个方向移动,形成物料定位工装在所述凹槽内进行回字形运动。
18、进一步,本实用新型的装配端盖组件的自动化设备中,所述的端盖上料组件还包括:
19、第一工作台,在所述的端盖上料组件的底部,在底座的一侧固定所述第一工作台;
20、端盖振动盘,在所述的第一工作台上固定所述端盖振动盘;
21、端盖直振,在所述端盖振动盘的侧面固定连接所述端盖直振的一端;
22、端盖上料支撑架,在所述端盖直振的另一端固定所述端盖上料支撑架;
23、端盖上料气缸,在所述端盖上料支撑架的上方固定所述端盖上料气缸;
24、端盖上下料夹爪组件,在所述的端盖上料支撑架的侧面,在所述端盖直振的上方固定所述端盖上下料夹爪组件;所述端盖上下料夹爪组件从所述端盖直振上夹取端盖至所述的循环工装上的物料定位工装内。
25、进一步,本实用新型的装配端盖组件的自动化设备中,所述的轴承套上料组件还包括:
26、第二工作台,在所述轴承套上料组件的底部,在底座的一侧固定所述第二工作台;
27、轴承套振动盘,在所述第二工作台上固定所述轴承套振动盘;
28、轴承套直振,在所述轴承套振动盘的侧面设置所述轴承套直振;
29、轴承套上料支撑架,在所述轴承套直振的一端,在所述的第二工作台上固定所述轴承套上料支撑架;
30、轴承套上料气缸,在所述轴承套上料支撑架上放置轴承套上料气缸的缸体;
31、轴承套上下料夹爪组件;在所述轴承套上料气缸的活塞杆上连接所述轴承套上下料夹爪组件。
32、进一步,本实用新型的装配端盖组件的自动化设备中,所述的钢垫圈上料组件还包括:
33、第三工作台,在所述钢垫圈上料组件的底部,在底座的一侧固定所述第三工作台;
34、钢垫圈振动盘,在所述第三工作台上固定所述的钢垫圈振动盘,
35、钢垫圈直振,在所述钢垫圈振动盘的侧面固定连接所述钢垫圈直振的一端;
36、钢垫圈送料气缸,在所述钢垫圈直振的侧面固定所述的钢垫圈送料气缸的缸体;所述钢垫圈送料气缸的活塞伸入到所述钢垫圈直振内,输送钢垫圈至所述钢垫圈直振的末端;
37、钢垫圈支架,在所述底座上方固定所述钢垫圈支架;
38、滑块,在所述的钢垫圈支架的上方活动连接一滑块;
39、波簧垫圈移料气缸,在所述的钢垫圈支架上固定所述波簧垫圈移料气缸的缸体;所述波簧垫圈移料气缸的活塞杆连接固定在所述滑块的一侧;所述波簧垫圈移料气缸前后移动所述的滑块;
40、钢垫圈夹爪装置;在靠近所述钢垫圈直振的那一侧,在所述钢垫圈支架的一侧固定所述的钢垫圈夹爪装置。
41、进一步,本实用新型的装配端盖组件的自动化设备中,所述的波簧垫圈上料组件还包括:
42、波簧垫圈放料装置,在所述的底座上固定所述波簧垫圈放料装置41;
43、波簧垫圈上下料气缸,在所述波簧垫圈放料装置的侧面,在滑块上固定所述波簧垫圈上下料气缸的缸体;
44、波簧垫圈上料夹爪组件,在所述波簧垫圈上下料气缸的活塞杆上连接所述波簧垫圈上料夹爪组件,所述波簧垫圈上下料气缸上下驱动所述波簧垫圈上料夹爪组件;所述波簧垫圈上料夹爪组件抓取放置在波簧垫圈放料装置上方的波簧垫圈。
45、进一步,本实用新型的装配端盖组件的自动化设备中,所述的端盖组件下料伺服装置还包括:
46、支撑架,在所述的底座上固定所述支撑架;
47、端盖组件抓取伺服模组,在所述的支撑架上方横梁的侧面固定所述端盖组件抓取伺服模组;
48、端盖组件下料装置;在所述的端盖组件抓取伺服模组的移动板上固定所述的端盖组件下料装置;
49、夹取气缸,在所述端盖组件下料装置的移动块上固定所述夹取气缸;
50、信号线气管整合拖链,在所述端盖组件抓取伺服模组的移动板与所述支撑架的一侧之间分别固定所述信号线气管整合拖链的两端。
51、进一步,本实用新型的装配端盖组件的自动化设备中,所述的料盘堆垛机构还包括:
52、料盘堆垛右支撑板和料盘堆垛左支撑板,在所述的底座上固定所述料盘堆垛右支撑板和所述料盘堆垛左支撑板;
53、料盘堆垛移料伺服组件,在所述料盘堆垛右支撑板和所述料盘堆垛左支撑板之间,斜向设置所述的料盘堆垛移料伺服组件;所述的料盘堆垛移料伺服组件从上往下输送装满端盖结构件的料盘。
54、本实用新型的实施方式同现有技术相比,采用在底座上固定循环工装;在循环工装的一侧,在底座上固定端盖上料组件;在循环工装的一侧,在端盖上料组件的同侧,在底座上固定所述轴承套上料组件;循环工装的下方,在轴承套上料组件的一侧,在底座上固定钢垫圈上料组件;在循环工装的下方,在钢垫圈上料组件的一侧,在底座上固定波簧垫圈上料组件;在循环工装的另一侧,底座上固定所述料盘堆垛机构;在料盘堆垛机构的上方,在料盘堆垛机构上方固定端盖组件下料伺服装置。
55、上述的结构通过循环工装推动设置于循环工装上的物料定位工装,在物料定位工装上,依次端盖上料组件放置端盖;轴承套上料组件放置轴承套;钢垫圈上料组件放置钢垫圈;波簧垫圈上料组件放置波簧垫圈;完成所述端盖、所述轴承套、所述钢垫圈、所述波簧垫圈依次堆叠成端盖结构件;端盖组件下料伺服装置将所述端盖结构件,放置在预先设置在所述料盘堆垛机构上的料盘内;料盘堆垛机构对装满所述端盖结构件的料盘,进行下料。完成了自动在端盖中安装钢垫圈、轴承套和波簧垫圈的装配过程,解决了在现有的电机的端盖中安装钢垫圈、轴承套和波簧垫圈,基本都靠人工进行安装,人工安装存在安装精度不能保证统一,安装效率低下等问题。
- 还没有人留言评论。精彩留言会获得点赞!