一种保温杯配件焊接工装的制作方法
本技术涉及焊接机,尤其涉及一种保温杯配件焊接工装。
背景技术:
1、保温杯是一种常见的日用品,它可以保持饮料的温度,防止热量散失或外界热量的侵入。保温杯的主要部件有杯身、杯盖、手柄等,这些部件通常是由不同的材料制成的,需要通过焊接的方式连接在一起。目前,常用的焊接方式有高频热熔焊接、超声波焊接、热板焊接等。高频热熔焊接是一种利用高频电场产生的热量将塑料部件加热到熔点,然后在一定的压力下使其粘合在一起的焊接方法。高频热熔焊接具有速度快、效率高、质量好、节能环保等优点,适用于各种形状和尺寸的部件的焊接。但是,现有的用于与焊接机配合的焊接工装操作复杂,不能满足大批量生产的需要,容易造成人为误差致使浪费。故需要对上述问题做出改进。
技术实现思路
1、本实用新型针对现有技术中存在的操作复杂、不能满足大批量生产的需要等缺陷,提供了新的一种保温杯配件焊接工装。
2、为了解决上述技术问题,本实用新型通过以下技术方案实现:
3、一种保温杯配件焊接工装,包括下压组件、侧限位组件、底定位组件、压手柄组件,所述下压组件与所述底定位组件配合并形成样品区,所述侧限位组件、所述压手柄组件都与所述样品区配合,所述下压组件、所述压手柄组件都固定于所述底定位组件上,所述侧限位组件固定于所述下压组件上。
4、本实用新型可以实现对保温杯及配件的多方位定位和压合,提高焊接的精度和质量。下压组件与底定位组件配合并形成样品区,样品区内设置有样品杯体,下压组件与底定位组件将样品杯体从口部和底部同时固定在样品区内,避免因为位置偏移而导致焊接不牢或不均匀。侧限位组件、压手柄组件都与所述样品区配合,可以对保温杯配件的侧面和手柄进行有效的限制和压紧,增加焊接的稳定性和牢度。当样品杯体被定位好后,外部高频加热机开始加热样品杯体上的五金件,压手柄组件将样品配件手柄压装在五金件上,从而压装在样品杯体上。本实用新型通过上述设计,实现了保温杯及配件的高精度定位和压合,稳定性高,操作简便,焊接效率高。
5、作为优选,上述所述的一种保温杯配件焊接工装,所述底定位组件包括底板、底定位部,所述底定位部固定于所述底板上,所述底定位部与所述样品区配合,所述下压组件、所述压手柄组件都固定于所述底板上。
6、底定位组件通过底板可以稳固地固定在工位分度板上,保证本实用新型的位置稳定。底定位部可更换,能适应各种型号款式的样品杯体。底定位部与样品区配合,实现对样品杯体的精确定位,避免样品杯体在加热或压合过程中发生偏移或变形。下压组件和压手柄组件都固定在底板上,可以保证它们与底定位部的相对位置不变,提高焊接的一致性和质量。
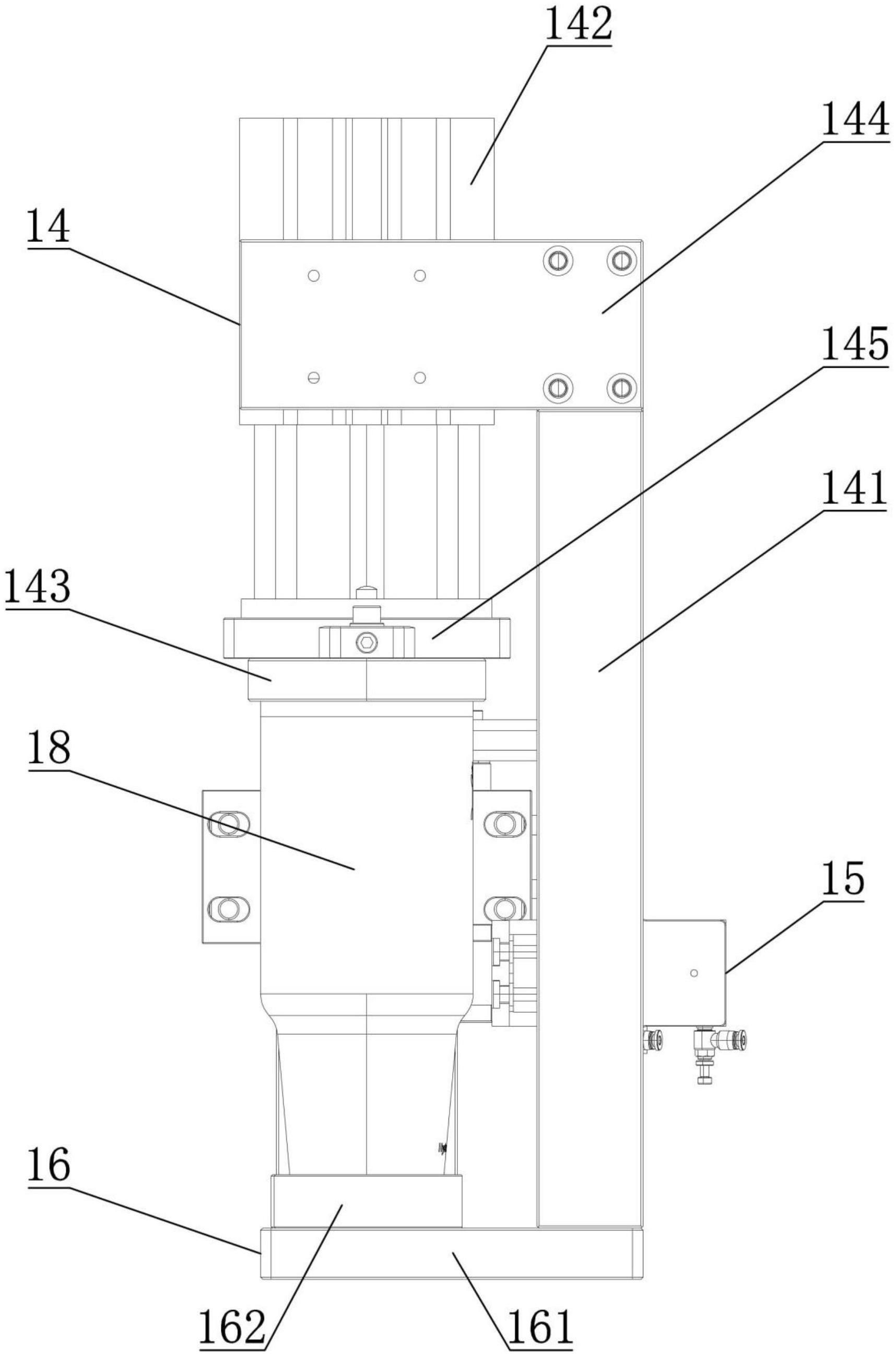
7、作为优选,上述所述的一种保温杯配件焊接工装,所述下压组件包括固定立柱、下压气缸、口部定位部,所述固定立柱固定于所述底定位组件上,所述下压气缸固定于所述固定立柱上,所述口部定位部连接于所述下压气缸的底部并与所述样品区配合。
8、上述设计可以实现对保温杯配件的口部进行精确的定位,保证焊接质量和效果。口部定位部可更换,能适应各种型号款式的样品杯体。上述设计还可以根据不同的样品杯体,调节下压气缸的行程和压力,适应不同的焊接需求。上述设计还可以减少操作者的劳动强度和误操作,提高生产效率和安全性。此外,固定立柱固定于底定位组件的底板上。
9、作为优选,上述所述的一种保温杯配件焊接工装,所述下压组件还包括下压气缸固定板,所述下压气缸固定板固定于所述固定立柱的上部,所述下压气缸固定于所述下压气缸固定板上。
10、上述设计可以增加下压气缸的稳定性和可靠性,防止下压气缸在工作过程中发生松动或偏移。上述设计还可以方便地调整下压气缸的高度和位置,以适应不同尺寸和形状的样品杯体的焊接需求。上述设计还可以减少下压气缸的安装空间和重量,提高焊接工装的结构紧凑性和轻便性。
11、作为优选,上述所述的一种保温杯配件焊接工装,所述下压组件还包括口部定位连接板,所述口部定位部与所述下压气缸通过所述口部定位连接板连接。
12、上述设计可以使口部定位部与下压气缸之间的连接更加稳固,防止松动或脱落。上述设计还可以使口部定位部与样品区之间的配合更加精确,提高焊接质量和效率。上述设计还可以使口部定位部的位置更加灵活,适应不同形状和尺寸的样品杯体的焊接需求。
13、作为优选,上述所述的一种保温杯配件焊接工装,所述侧限位组件包括侧限位气缸、侧限位块,所述侧限位气缸固定于所述下压组件上,所述侧限位块与所述侧限位气缸连接并与所述样品区配合。
14、上述设计可以有效地控制样品区的样品杯体位置,防止样品杯体在高频加热过程中发生偏移或变形,提高焊接的精度和质量。上述设计还可以方便地调节侧限位块的位置,适应不同尺寸和形状的样品杯体,提高焊接的灵活性和适应性。上述设计还可以简化操作流程,减少人为干预,提高焊接的效率和安全性。此外,侧限位气缸固定于下压组件的固定立柱上。
15、作为优选,上述所述的一种保温杯配件焊接工装,所述侧限位组件还包括侧限位气缸固定板,所述侧限位气缸固定板固定于所述下压组件上,所述侧限位气缸固定于所述侧限位气缸固定板上。
16、上述设计使得侧限位气缸能够稳固地安装在下压组件的固定立柱上,防止因为振动或冲击而松动或脱落,提高了焊接工装的可靠性和安全性。上述设计还使得侧限位气缸能够与下压组件的固定立柱保持一定的距离和角度,方便了侧限位块与样品区样品杯体的配合,提高了焊接工装的精度和效率。上述设计还使得侧限位气缸能够方便地拆卸和更换,降低了焊接工装的维修成本和时间。
17、作为优选,上述所述的一种保温杯配件焊接工装,所述压手柄组件包括压手柄气缸、手柄定位模,所述压手柄气缸固定于所述底定位组件上,所述手柄定位模与所述压手柄气缸连接,所述手柄定位模上形成手柄区,所述手柄区与所述样品区配合。
18、压手柄气缸固定于底定位组件的底板上。手柄区内设置有样品配件手柄。上述设计可以实现样品配件手柄与样品杯身的精确对位和牢固连接,提高焊接质量和效率。上述设计还可以根据不同形状和尺寸的样品配件手柄进行调节和适配,增加适用范围和灵活性。上述设计还可以通过压手柄气缸的控制,实现手柄定位模的自动压紧,减少人工操作和误差,节省时间和成本。此外,样品杯身上设置有对应样品配件手柄的五金件,五金件受外部高频加热机加热后,样品配件手柄压装上去。
19、作为优选,上述所述的一种保温杯配件焊接工装,所述压手柄组件还包括压手柄气缸固定块,所述压手柄气缸固定块固定于所述底定位组件上,所述压手柄气缸固定于所述压手柄气缸固定块上。
20、压手柄气缸固定块固定于底定位组件的底板上。上述设计增加了压手柄气缸的稳定性,防止了压手柄气缸在工作过程中的晃动或脱落,提高了焊接的精度和质量。上述设计还简化了压手柄组件的结构,减少了零部件的数量和成本,方便了压手柄组件的安装和维护。上述设计还优化了压手柄组件的布局,节省了空间,使得本实用新型更加紧凑和美观。
21、作为优选,上述所述的一种保温杯配件焊接工装,所述压手柄组件还包括手柄定位模转接板、转接板气缸固定板,所述手柄定位模固定于所述手柄定位模转接板上,所述手柄定位模转接板与转接板气缸固定板连接,所述转接板气缸固定板与所述压手柄气缸连接。
22、上述设计可以使手柄定位模与压手柄气缸之间的连接更加稳固,防止因为焊接过程中的振动或压力而导致手柄定位模松动或脱落。上述设计还可以使手柄定位模的位置更加灵活,可以根据不同的样品配件手柄的形状和尺寸进行调整,提高焊接的适应性和精度。上述设计还可以使手柄定位模与压手柄气缸之间的传动更加平稳,减少因为焊接过程中的冲击或摩擦而导致的磨损或损坏。
23、作为优选,上述所述的一种保温杯配件焊接工装,所述压手柄组件还包括吹气管组件,所述吹气管组件与所述压手柄气缸连接并与所述手柄区配合。
24、吹气管组件固定于转接板气缸固定板上。吹气管组件用于向手柄区吹出冷却气流,加快手柄区的冷却速度,防止焊接后的变形和开裂,提高产品的强度和耐用性。
- 还没有人留言评论。精彩留言会获得点赞!