一种拉伸和切断模具的制作方法
本技术涉及冲压模具,特别是涉及一种拉伸和切断模具。
背景技术:
1、电视后盖内侧的金属背板作为内部支撑件,其上具有多个构造体,例如用于与零配件相接的装配孔1,用于放置电路板的容纳槽2,以及用于与电视后盖的边缘凸缘3。部分构造体的厚度要求较背板的其余区域薄,因此在生产此类金属背板时需要进行拉伸工艺。此类产品通常客户采用片状生产,模具只做拉伸成型即可,在拉伸成型后,还需转移到其余工位进行其余构造体的加工,并且在后续出厂时,还需使用额外的切边模具进行切边工艺,所需生产人员多,生产效率低。因此,需要改进。
技术实现思路
1、基于此,本实用新型提供一种拉伸和切断模具。
2、为了实现本实用新型的目的,本实用新型采用如下技术方案:
3、一种拉伸和切断模具,包括:
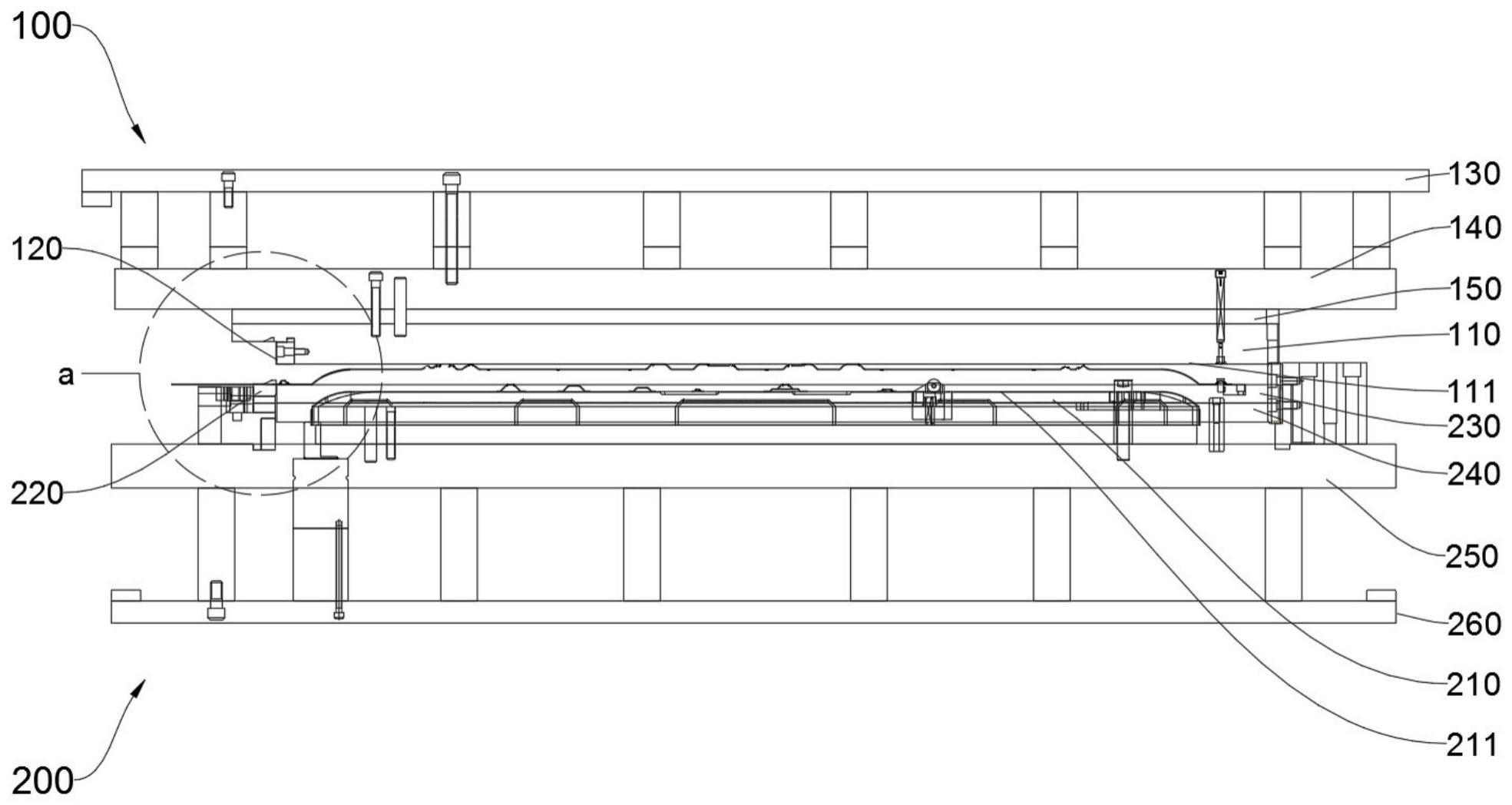
4、相对开合的上模组件及下模组件;
5、所述上模组件包括拉伸母模,所述拉伸母模的下端面具有向内凹陷的第一成型面,所述拉伸母模邻近模具进料口的一侧嵌入拆卸连接有切边刀口块;所述切边刀口块远离所述拉伸母模的一侧设有冲头凹槽;所述冲头凹槽沿所述拉伸母模的下端面向内凹陷;
6、所述下模组件包括拉伸公模及切边冲头;所述拉伸公模对应设置于所述拉伸母模的下方,其上端面设有具有向外突出的第二成型面;所述切边冲头对应设置于所述冲头凹槽的下方,其侧壁与所述切边刀口块侧壁之间形成裁断区域。
7、上述拉伸和切断模具,通过设有拉伸母模及拉伸公模,并于拉伸母模及拉伸公模邻近进料口的位置对应设有切边刀口块及切边冲头,上料方式由单板上料变为卷料上料,在进行拉伸成型的同时能够对卷料进行切断,不需像以往一样人工转运及设置多套模具,适用于连续生产,提高生产效率
8、进一步地,所述上模组件还包括从上到下依次设置的上模座、上连接板、及上模板;所述拉伸母模设置于所述上模板的下端。
9、进一步地,所述拉伸母模邻近模具进料口的一侧设有装配缺口;所述装配缺口与所述拉伸母模之间的夹角处设有向上凹陷的装配滑槽;所述切边刀口块的上端面设有与所述装配滑槽相契合的装配滑块。通过在拉伸母模邻近模具进料口的一侧设有装配缺口;装配缺口与拉伸母模之间的夹角处设有向上凹陷的装配滑槽;切边刀口块的上端面设有与装配滑槽相契合的装配滑块,在安装时,通过装配滑块与装配滑槽的相互配合,切边刀口块可滑动嵌入至拉伸母模,确保位置精准,便于装配。
10、进一步地,所述下模组件还包括从上到下依次设置的下托板、下模板、下连接板及下模座;所述拉伸公模设置于所述下托板中。
11、进一步地,所述切边冲头包括安装座及刀头;所述安装座嵌入设置于所述下模板中,且位于所述下托板远离所述拉伸公模的一侧;所述刀头设置于所述安装座的上端,其远离所述下托板的一侧设有配合斜面。通过设有配合斜面,以提高切边冲头与上模座之间在合模时的配合兼容度,避免发生合模干涉。
技术特征:
1.一种拉伸和切断模具,其特征在于,包括:
2.根据权利要求1所述的一种拉伸和切断模具,其特征在于,所述上模组件还包括从上到下依次设置的上模座、上连接板、及上模板;所述拉伸母模设置于所述上模板的下端。
3.根据权利要求1所述的一种拉伸和切断模具,其特征在于,所述拉伸母模邻近模具进料口的一侧设有装配缺口;所述装配缺口与所述拉伸母模之间的夹角处设有向上凹陷的装配滑槽;所述切边刀口块的上端面设有与所述装配滑槽相契合的装配滑块。
4.根据权利要求1所述的一种拉伸和切断模具,其特征在于,所述下模组件还包括从上到下依次设置的下托板、下模板、下连接板及下模座;所述拉伸公模设置于所述下托板中。
5.根据权利要求4所述的一种拉伸和切断模具,其特征在于,所述切边冲头包括安装座及刀头;所述安装座嵌入设置于所述下模板中,且位于所述下托板远离所述拉伸公模的一侧;所述刀头设置于所述安装座的上端,其远离所述下托板的一侧设有配合斜面。
技术总结
本技术涉及一种拉伸和切断模具,包括相对开合的上模组件及下模组件;上模组件包括拉伸母模,拉伸母模的下端面具有向内凹陷的第一成型面,拉伸母模邻近模具进料口的一侧嵌入拆卸连接有切边刀口块;切边刀口块远离拉伸母模的一侧设有冲头凹槽;冲头凹槽沿拉伸母模的下端面向内凹陷;下模组件包括拉伸公模及切边冲头;拉伸公模对应设置于拉伸母模的下方,其上端面设有具有向外突出的第二成型面;切边冲头对应设置于冲头凹槽的下方,其侧壁与切边刀口块侧壁之间形成裁断区域。上述拉伸和切断模具通过将上料方式由单板上料变为卷料上料,在进行拉伸成型的同时能够对卷料进行切断,不需像以往人工转运及购置多套模具,实现连续生产,提高生产效率。
技术研发人员:杨秋贵
受保护的技术使用者:东莞市宇林模具有限公司
技术研发日:20230605
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!