一种排气管筒体与尾盖圈焊装置的制作方法
本技术涉及圈焊设备,尤其涉及一种排气管筒体与尾盖圈焊装置。
背景技术:
1、摩托车的排气管一般为双层结构,其外管的一端设有尾盖,为了更好的消音效果,内管一般为多段式结构,靠近尾盖的内管最后需要与尾盖进行焊接密封连接,而尾盖一般具有一定的曲面构造,传统的焊接一般为人工焊接,首先将排气管内管筒体与尾盖拼接到依次,然后人工定位后进行点焊,最终再进行围焊,人工依靠肉眼或经验进行定位存在定位精度差,人工焊接存在焊接效率低,劳动强度大的问题,因此导致产品质量难以满足要求。
技术实现思路
1、针对上述现有技术的不足,本实用新型所要解决的技术问题是:提供一种排气管筒体与尾盖圈焊装置,解决了现有技术定位精度差,焊接效率低,质量难以保证的问题。
2、为了解决上述技术问题,本实用新型采用了如下的技术方案:
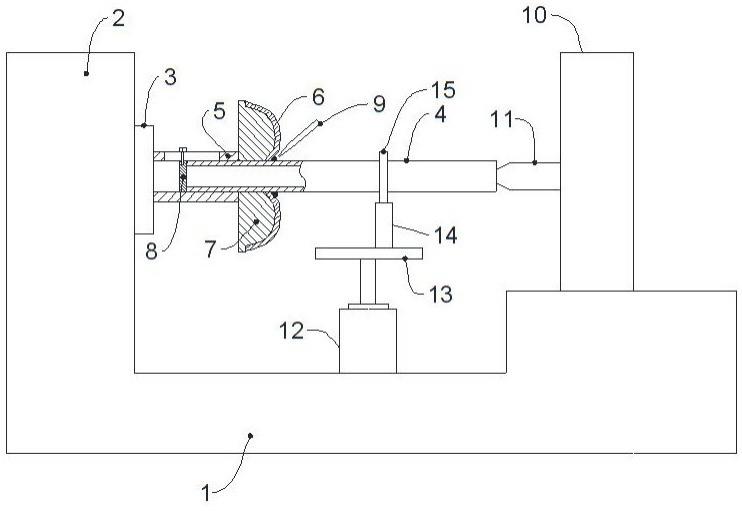
3、一种排气管筒体与尾盖圈焊装置,包括机座,在机座上设有第一支架,在第一支架上水平设有可转动的旋转卡盘,在所述旋转卡盘上可拆卸卡接有用于定位排气管筒体的定位管,并在定位管背离旋转卡盘的一端设有用于定位尾盖的定位座,在所述定位座背离定位管的一端成型有与尾盖形状相匹配的定位曲面,使尾盖能够贴合并扣设在定位座的定位曲面上;在所述定位座上开设有与定位管正对的定位孔,在所述定位管的内壁上设有定位结构,所述排气管筒体能够贯穿尾盖并穿过所述定位孔后插入所述定位管,且其里端与所述定位结构相抵;
4、在机座上还设有焊枪驱动机构,在焊枪驱动机构上安装有焊枪,所述焊枪在焊枪驱动机构的带动下能够靠近或远离排气管筒体与尾盖的结合处。
5、作为优化,所述定位管靠近旋转卡盘的一端为封闭端,该封闭端形成所述定位结构,所述排气管筒体伸入定位管后与该封端端接触形成定位。
6、作为优化,所述定位结构包括同轴并滑动配合安装在定位管中的定位板,还包括在定位管管壁上沿其轴向开设的滑孔,还包括锁紧螺栓,所述锁紧螺栓一端穿过滑孔后与定位板固定连接,另一端设有锁紧螺母。
7、作为优化,在所述机座上还设有与第一支架相对的第二支架,在所述第二支架上设有定位柱,所述定位柱背离第二支架的一端为尖端且能够抵在排气管筒体的端部,其中,所述定位柱可沿水平滑动的安装在第二支架上,或所述第二支架可沿靠近或远离第一支架的方向滑动配合安装在机座上。
8、作为优化,在所述机座上还设有支撑架,所述支撑架能够与排气管筒体的下侧相抵。
9、作为优化,所述支撑架包括竖向安装在机座上的气缸,所述气缸的活塞杆上端安装有支撑板,在支撑板上安装有立柱,在立柱的上端设有呈u形的托架,所述排气管筒体能够置于托架的u型槽内,且与u型槽的槽底相抵。
10、作为优化,所述定位曲面横断面的轮廓线呈w形。
11、本申请与现有技术相比具有以下有益效果:
12、本实用新型通过定位管对排气管筒体进行定位,并通过定位座上成型的定位曲面对尾盖进行定位,在尾盖扣合在定位座上且排气管筒体插入定位管内时,在定位结构和定位座的限制作用下,排气管筒体与尾盖的结合处刚好为需要围焊的位置,通过旋转卡盘的转动,焊枪对结合处进行自动围焊,加工效率高,定位精度好,焊接质量更稳定。
技术特征:
1.一种排气管筒体与尾盖圈焊装置,包括机座,在机座上设有第一支架,在第一支架上水平设有可转动的旋转卡盘,其特征在于,在所述旋转卡盘上可拆卸卡接有用于定位排气管筒体的定位管,并在定位管背离旋转卡盘的一端设有用于定位尾盖的定位座,在所述定位座背离定位管的一端成型有与尾盖形状相匹配的定位曲面,使尾盖能够贴合并扣设在定位座的定位曲面上;在所述定位座上开设有与定位管正对的定位孔,在所述定位管的内壁上设有定位结构,所述排气管筒体能够贯穿尾盖并穿过所述定位孔后插入所述定位管,且其里端与所述定位结构相抵;
2.根据权利要求1所述的一种排气管筒体与尾盖圈焊装置,其特征在于,所述定位管靠近旋转卡盘的一端为封闭端,该封闭端形成所述定位结构,所述排气管筒体伸入定位管后与该封闭端接触形成定位。
3.根据权利要求1所述的一种排气管筒体与尾盖圈焊装置,其特征在于,所述定位结构包括同轴并滑动配合安装在定位管中的定位板,还包括在定位管管壁上沿其轴向开设的滑孔,还包括锁紧螺栓,所述锁紧螺栓一端穿过滑孔后与定位板固定连接,另一端设有锁紧螺母。
4.根据权利要求1所述的一种排气管筒体与尾盖圈焊装置,其特征在于,在所述机座上还设有与第一支架相对的第二支架,在所述第二支架上设有定位柱,所述定位柱背离第二支架的一端为锥形端且能够抵在排气管筒体的端部,其中,所述定位柱滑动的安装在第二支架上并能沿其轴向移动,或所述第二支架能够沿靠近或远离第一支架的方向滑动配合安装在机座上。
5.根据权利要求1所述的一种排气管筒体与尾盖圈焊装置,其特征在于,在所述机座上还设有支撑架,所述支撑架能够与排气管筒体的下侧相抵。
6.根据权利要求5所述的一种排气管筒体与尾盖圈焊装置,其特征在于,所述支撑架包括竖向安装在机座上的气缸,所述气缸的活塞杆上端安装有支撑板,在支撑板上安装有立柱,在立柱的上端设有呈u形的托架,所述排气管筒体能够置于托架的u型槽内,且与u型槽的槽底相抵。
7.根据权利要求1所述的一种排气管筒体与尾盖圈焊装置,其特征在于,所述定位曲面横断面的轮廓线呈w形。
技术总结
本技术公开了一种排气管筒体与尾盖圈焊装置,包括机座,在机座上设有第一支架,在第一支架上水平设有可转动的旋转卡盘,在所述旋转卡盘上可拆卸卡接有用于定位排气管筒体的定位管,并在定位管背离旋转卡盘的一端设有用于定位尾盖的定位座,本技术通过定位管对排气管筒体进行定位,并通过定位座上成型的定位曲面对尾盖进行定位,在尾盖扣合在定位座上且排气管筒体插入定位管内时,在定位结构和定位座的限制作用下,排气管筒体与尾盖的结合处刚好为需要围焊的位置,通过旋转卡盘的转动,焊枪对结合处进行自动围焊,加工效率高,定位精度好,焊接质量更稳定。
技术研发人员:刘志远,冯炳荣,傅小多
受保护的技术使用者:重庆世茂机械制造有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!