用于焊接铁路货车用冷弯型尖角焊管焊缝的高频焊线圈的制作方法
本技术涉及一种冷弯型高频焊管设备,特别涉及一种用于焊接铁路货车用的冷弯型尖角焊管焊缝的高频焊线圈。
背景技术:
1、 冷弯型高频焊接制管, 是将钢带送入冷弯成型机, 经冷弯变形成方形管坯(或圆形管坯),方形管坯再通过高频感应线圈, 高频感应线圈内的磁场所产生感应电流通过管坯边缘, 管坯边缘由于自身电阻产生的电阻热而被加热, 加热的管坯的两边缘被挤压辊挤压形成焊缝,这种高频焊接没有添加金属, 实际上是一种锻焊;现有的冷弯型钢方形焊管的焊缝,一般设置在管坯顶端面中央位置上,现有高频焊感应线圈外形与方形焊管截面基本相同,在线圈顶部中间设有开口,开口上部设有平行四边行导电区,在导电区上部设有接入电流的连接区,感应电流通过连接区、导电区后进入感应区,对感应区内传送的方形管坯进行感应加热;这种感应线圈最强磁场设置在管坯顶部中央位置,适合于对焊缝在方形管坯顶部中间位置的焊接;但对于冷弯型钢的铁路货车用冷弯型尖角焊管,其横截面为矩形,也是钢板通过冷弯成型的,但其焊缝接口设置在矩形的一个顶角上,另外三个角为弧形r角,若对该产品仍采用传统的顶部中央设有开口的高频感应线圈,就会使处于最强磁场的中部与焊口在矩形的一个顶角边部发生错位,要将处于矩形的一个顶角上焊口加热到熔融状态,就需要更大的感应加热功率,造成加热电能的浪费。
技术实现思路
1、本实用新型提供了一种用于焊接铁路货车用冷弯型尖角焊管焊缝的高频焊线圈,解决了现有的高频焊线圈的最强磁场与焊口在矩形的一个顶角边部的尖角焊管焊缝发生错位的技术问题。
2、本实用新型是通过以下技术方案解决以上技术问题的:
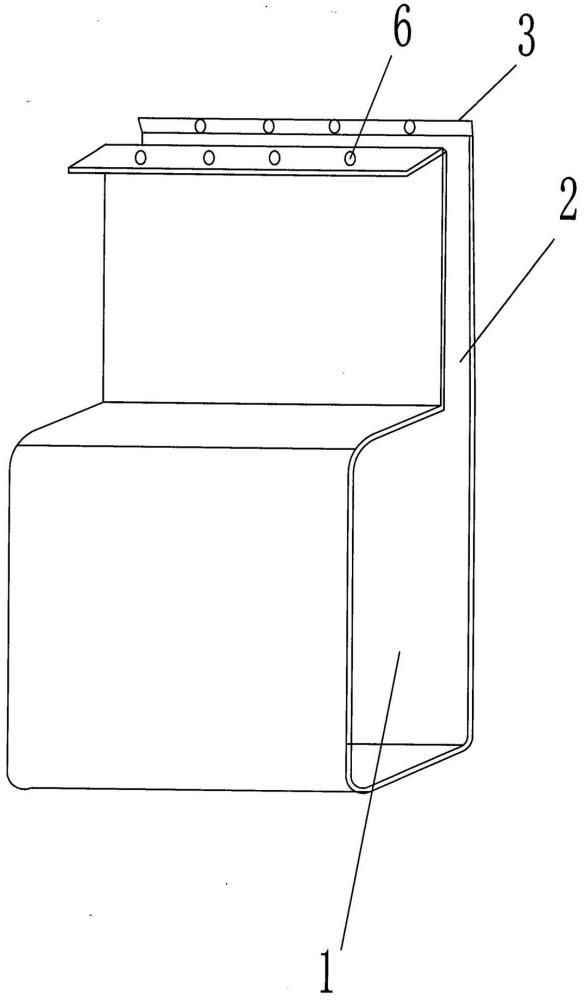
3、一种用于焊接铁路货车用冷弯型尖角焊管焊缝的高频焊线圈,高频焊感应线圈的横断面呈倒置的旗形形状,高频焊感应线圈的感应区的横断面为旗面,高频焊感应线圈的连接导电区的横断面为旗杆,在旗杆的顶端设置有接入感应电流的连接区;在高频焊感应线圈内设置有冷弯后的方形尖角管坯,方形尖角管坯的预焊接的两边缘处设置在旗面上端与旗杆的连接处。
4、旗面为直角梯形形状,且左侧边与顶边之间的夹角为100度,旗杆形状的导电区为一个平行四边形;在连接区的两接电板上均设置有四个接线柱连接孔,在接线柱连接孔上设置有接电柱。
5、本实用新型设置直角梯形感应区,与尖角焊管焊接前的横截面相符,间隙均匀,使高频感应线圈的最强磁场与待焊管坯的两焊接边重合,保证冷弯型钢尖角焊管管坯的焊接处的最大程度地被加热,节省了加热电源能量,提高了焊接质量。
技术特征:
1.一种用于焊接铁路货车用冷弯型尖角焊管焊缝的高频焊线圈,其特征在于,高频焊感应线圈的横断面呈倒置的旗形形状,高频焊感应线圈的感应区的横断面为旗面(1),高频焊感应线圈的连接导电区的横断面为旗杆(2),在旗杆(2)的顶端设置有接入感应电流的连接区(3);在高频焊感应线圈内设置有冷弯后的方形尖角管坯(4),方形尖角管坯(4)的预焊接的两边缘处(5)设置在旗面(1)上端与旗杆(2)的连接处。
2.根据权利要求1所述的一种用于焊接铁路货车用冷弯型尖角焊管焊缝的高频焊线圈,其特征在于,旗面(1)为直角梯形形状,且左侧边与顶边之间的夹角为100度,旗杆形状的导电区为一个平行四边形;在连接区(3)的两接电板上均设置有四个接线柱连接孔(6),在接线柱连接孔(6)上设置有接电柱。
技术总结
本技术公开了一种用于焊接铁路货车用冷弯型尖角焊管焊缝的高频焊线圈,解决了现有的高频焊线圈的最强磁场与焊口在矩形的一个顶角边部的尖角焊管焊缝发生错位的问题;高频焊感应线圈的横断面呈倒置的旗形形状,高频焊感应线圈的感应区的横断面为旗面(1),高频焊感应线圈的连接导电区的横断面为旗杆(2),在旗杆(2)的顶端设置有接入感应电流的连接区(3);在高频焊感应线圈内设置有冷弯后的方形尖角管坯(4),方形尖角管坯(4)的预焊接的两边缘处(5)设置在旗面(1)上端与旗杆(2)的连接处;节省了加热电源能量,提高了焊接质量。
技术研发人员:王金辉,刘相国,吴健,牛赟,高旺,陈亚栋,柳喆,刘刚,李红波,杨涛,张彦居,郝鹏飞,郝强,郝文海,李衍强,吴健军,王洋,张伟,张强
受保护的技术使用者:山西鼎荣冷弯型钢有限公司
技术研发日:20230725
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!