一种锡环预制成型装置的制作方法
本技术涉及锡环成型,尤其涉及一种锡环预制成型装置。
背景技术:
1、焊料是用于填加到焊缝、堆焊层和钎缝中的金属合金材料的总称,其中锡是比较常见的焊料,在进行焊接的过程中,为了保证焊接的稳定性,需要将焊锡均匀分布于焊点的周围;如在焊接smt贴片时,若无法将焊锡均匀分布于焊点周围,一方面会影响焊接的稳定性,另一方面也容易出虚焊现象。
2、为了解决上述问题,现有技术中一般采用锡环来进行焊接,即先将锡丝制成环状,再将锡环植入smt贴片的焊点外围进行焊接,使用锡环不仅提高了焊接的稳定性,同时也避免出现虚焊的情况。
3、目前的锡环制作基本上采用人工制作,其效率低,同时也无法保证制作的锡环品质的一致性。
技术实现思路
1、本实用新型提出一种锡环预制成型装置,解决了现有技术中采用人工制作锡环存在效率低且无法保证锡环品质一致性等问题。
2、本实用新型的技术方案是这样实现的:
3、一种锡环预制成型装置,包括送丝机构、绕环机构和切丝机构;
4、所述送丝机构用于输送锡丝;
5、所述绕环机构包括安装在直线位移平台上的第一旋转组件,所述第一旋转组件的输出端连接有导环轴;所述导环轴上安装有夹持组件,所述夹持组件用于将锡丝末端夹紧固定在导环轴上;通过第一旋转组件与直线位移平台配合驱动导环轴边旋转边沿轴向位移,使锡丝呈螺旋状绕在导环轴上;
6、所述切丝机构用于切断锡丝与锡环的连接以及各相邻锡环之间的连接,得到若干单个的锡环。
7、本实用新型通过夹持组件将送丝机构输出的锡丝末端夹紧固定在在导环轴上,再通过第一旋转组件驱动导环轴沿轴向旋转,同时通过直线位移平台驱动第一旋转组件沿轴向位移,使锡丝随着导环轴同时做旋转和直线运动,从而使锡丝呈螺旋状绕在导环轴上,再通过切丝机构将螺旋状的锡环切断得到若干单个的锡环,可一次制作多个锡环,极大地提高了锡环的制作效率。
8、作为本实用新型优选的方案,所述送丝机构包括锡丝卷盘、导向轮、导向筒、第二旋转组件、主动轮和从动轮,所述主动轮和从动轮相对设置;所述锡丝卷盘输出的锡丝绕过导向轮后,从导向筒穿过,再从主动轮与从动轮之间的缝隙穿出;所述第二旋转组件组件与主动轮连接,用于驱动主动轮转动,配合从动轮输送锡丝;所述主动轮与从动轮之间的缝隙间距与锡丝的外径相配,主动轮配合从动轮夹紧锡丝,对锡丝进行持续输送。
9、作为本实用新型优选的方案,所述切丝机构包括切丝气缸和切刀,所述切丝气缸与切刀连接,用于驱动切刀运动来切断锡丝;通过切丝气缸驱动切刀靠近导环轴抵住锡丝,通过切刀与导环轴的配合将锡丝切断,从而得到锡环。
10、作为本实用新型优选的方案,所述直线位移平台包括驱动组件和滑台,所述第一旋转组件安装在滑台上,所述滑台上安装有用于对导环轴进行约束的导向座,所述驱动组件用于驱动滑台沿导环轴的轴向运动;通过在滑台上安装导向座,可以减少导环轴在运动过程中出现的横向抖动,提高装置运行的稳定性。
11、作为本实用新型优选的方案,所述导环轴上安装有压环组件,用于将螺旋状的锡环压制成圆形的锡环;所述压环组件包括伸缩组件和环形压头,所述环形压头套设在导环轴上;所述伸缩组件的伸缩杆末端与环形压头连接,用于驱动环形压头沿导环轴的轴向运动,从而将螺旋状的锡环压制成圆形的锡环。
12、作为本实用新型优选的方案,所述锡环预制成型装置还包括锡环出料机构,所述锡环出料机构包括第三旋转组件和接料块,所述第三旋转组件用于驱动接料块在竖直平面内旋转;所述接料块与导环轴相对设置,接料块正对导环轴末端的端面设有圆形槽,所述圆形槽的内径与锡环的外径相配;通过第三旋转组件驱动接料块在竖直平面内旋转,并在接料块的端面设置圆形槽用于容纳锡环,方便将制得的锡环输送至下一个工位,提高了物料转运效率。
13、作为本实用新型优选的方案,所述圆形槽的深度与锡环的厚度相配,圆形槽内刚好只够容纳一个锡环,方便对压制后的末端圆形锡环进行切割,切断后直接通过第三旋转组件驱动接料块旋转即可将该单个锡环输送至下一工位,切割一个锡环就输送一个锡环。
14、作为本实用新型优选的方案,所述圆形槽的底面设有贯穿接料块的通孔,所述通孔的内径与导环轴的外径相配,通过在圆形槽的底面设置贯穿的通孔,方便导环轴与接料块之间的配合,避免产生机械干涉。
15、作为本实用新型优选的方案,所述接料块的侧面设有“l”形限位块,用于限制接料块在0~90°范围内旋转,通过在接料块的侧面设置限位块,使得接料块的最大旋转角度为90°,方便接料块与导环轴或下个工位对接。
16、有益效果
17、与现有技术相比较,本实用新型的有益效果在于:本实用新型通过夹持组件将送丝机构输出的锡丝末端夹紧固定在在导环轴上,再通过第一旋转组件驱动导环轴沿轴向旋转,同时通过直线位移平台驱动第一旋转组件沿轴向位移,使锡丝随着导环轴同时做旋转和直线运动,从而使锡丝呈螺旋状绕在导环轴上,再通过切丝机构将螺旋状的锡环切断得到若干单个的锡环,可一次制作多个锡环,极大地提高了锡环的制作效率。
技术特征:
1.一种锡环预制成型装置,其特征在于,包括送丝机构、绕环机构和切丝机构(5);
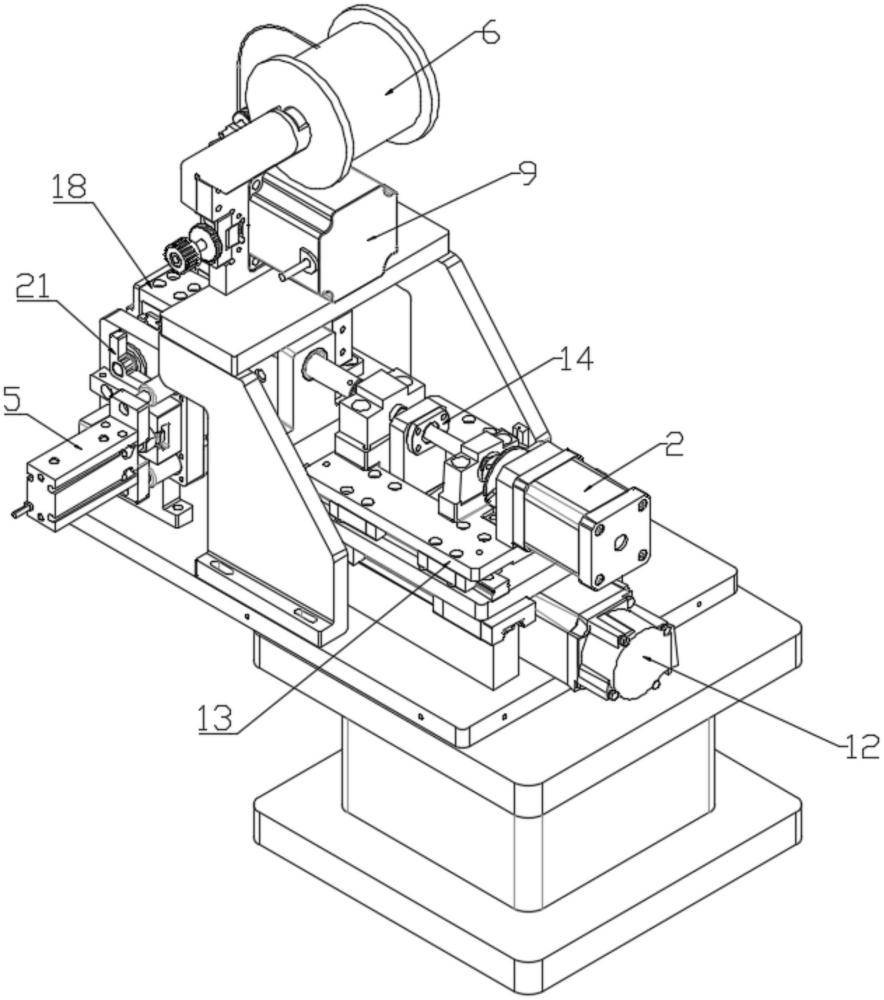
2.如权利要求1所述的一种锡环预制成型装置,其特征在于,所述送丝机构包括锡丝卷盘(6)、导向轮(7)、导向筒(8)、第二旋转组件(9)、主动轮(10)和从动轮(11),所述主动轮(10)和从动轮(11)相对设置;所述锡丝卷盘(6)输出的锡丝(1)绕过导向轮(7)后,从导向筒(8)穿过,再从主动轮(10)与从动轮(11)之间的缝隙穿出;所述第二旋转组件(9)组件与主动轮(10)连接,用于驱动主动轮(10)转动,配合从动轮(11)输送锡丝(1)。
3.如权利要求1所述的一种锡环预制成型装置,其特征在于,所述切丝机构(5)包括切丝气缸和切刀,所述切丝气缸与切刀连接,用于驱动切刀运动来切断锡丝(1)。
4.如权利要求1所述的一种锡环预制成型装置,其特征在于,所述直线位移平台包括驱动组件(12)和滑台(13),所述第一旋转组件(2)安装在滑台(13)上,所述滑台(13)上安装有用于对导环轴(3)进行约束的导向座(14),所述驱动组件(12)用于驱动滑台(13)沿导环轴(3)的轴向运动。
5.如权利要求1所述的一种锡环预制成型装置,其特征在于,所述导环轴(3)上安装有压环组件,用于将螺旋状的锡环压制成圆形的锡环(22)。
6.如权利要求5所述的一种锡环预制成型装置,其特征在于,所述压环组件包括伸缩组件(15)和环形压头(16),所述环形压头(16)套设在导环轴(3)上;所述伸缩组件(15)的伸缩杆末端与环形压头(16)连接,用于驱动环形压头(16)沿导环轴(3)的轴向运动。
7.如权利要求1所述的一种锡环预制成型装置,其特征在于,所述锡环预制成型装置还包括锡环出料机构,所述锡环出料机构包括第三旋转组件(17)和接料块(18),所述第三旋转组件(17)用于驱动接料块(18)在竖直平面内旋转;所述接料块(18)与导环轴(3)相对设置,接料块(18)正对导环轴(3)末端的端面设有圆形槽(19),所述圆形槽(19)的内径与锡环(22)的外径相配。
8.如权利要求7所述的一种锡环预制成型装置,其特征在于,所述圆形槽(19)的深度与锡环(22)的厚度相配。
9.如权利要求7所述的一种锡环预制成型装置,其特征在于,所述圆形槽(19)的底面设有贯穿接料块(18)的通孔(20),所述通孔(20)的内径与导环轴(3)的外径相配。
10.如权利要求7所述的一种锡环预制成型装置,其特征在于,所述接料块(18)的侧面设有“l”形限位块(21),用于限制接料块(18)在0~90°范围内旋转。
技术总结
本技术提出了一种锡环预制成型装置,包括送丝机构、绕环机构和切丝机构;所述送丝机构用于输送锡丝;所述绕环机构包括安装在直线位移平台上的第一旋转组件,所述第一旋转组件的输出端连接有导环轴;所述导环轴上安装有夹持组件,所述夹持组件用于将锡丝末端夹紧固定在导环轴上。本技术通过夹持组件将送丝机构输出的锡丝末端夹紧固定在在导环轴上,再通过第一旋转组件驱动导环轴沿轴向旋转,同时通过直线位移平台驱动第一旋转组件沿轴向位移,使锡丝随着导环轴同时做旋转和直线运动,从而使锡丝呈螺旋状绕在导环轴上,再通过切丝机构将螺旋状的锡环切断得到若干单个的锡环,可一次制作多个锡环,极大地提高了锡环的制作效率。
技术研发人员:洪习何
受保护的技术使用者:武汉博联特科技有限公司
技术研发日:20230726
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!