一种微细电火花车铣复合加工PCD刀具的装置
本申请涉及电火花加工领域,特别是一种微细电火花车铣复合加工pcd刀具的装置。
背景技术:
1、近年来随着3c数码领域的发展,各类数码产品的抛光需求在不断提高,包括玻璃,陶瓷和金属制成的屏幕,机身,外壳等产品,面对这些硬脆和难加工材料,pcd(polycrystalline diamond,聚晶金刚石)制成的刀具是一个很好的选择。pcd刀具硬度高,导热性和耐磨性好,抗压强度高,在高速切削和磨削加工中可以轻松获得很高的加工精度和加工效率。
2、目前的pcd刀具加工都有低效率和高成本的问题,特别是一体化pcd微型刀具的制造,为了实现更复杂多变的几何形状以获得更好的刀具性能,往往需要复合多种加工方法,包括激光、超声、电加工和焊接等等。例如一些利用电火花切割和激光加工复合的方法,通过电火花加工外圆,激光加工刀刃,使加工效率提高;还有一些利用真空焊接和电火花线切割复合,通过焊接获得多刃pcd刀具后再利用线切割制造排屑槽,比传统磨削加工的成本更低;更复杂的还可以复合三种甚至以上的加工方法,譬如cn112719825a公开了一种微细铣磨复合pcd立铣刀的制备方法,先利用高频感应加热焊接pcd棒料,然后经过激光车铣减径,最终通过精密磨削获得刀刃和退刀槽。但是在进行这些复合加工的过程中,为了保证刀具质量,往往需要牺牲部分加工效率来保证良品率,或者一些复合加工方法本身缺乏灵活性,在加工过程中需要分多次加工。
3、现阶段已有多种加工pcd刀具的复合加工方法,但是这些方法大多成本较高,部分低成本技术又缺乏灵活性,本身加工不了过于复杂的刀具几何形状,并且在需要保证刀具的精度时会降低加工效率。
技术实现思路
1、鉴于所述问题,提出了本申请以便提供克服所述问题或者至少部分地解决所述问题的一种微细电火花车铣复合加工pcd刀具的装置,包括:
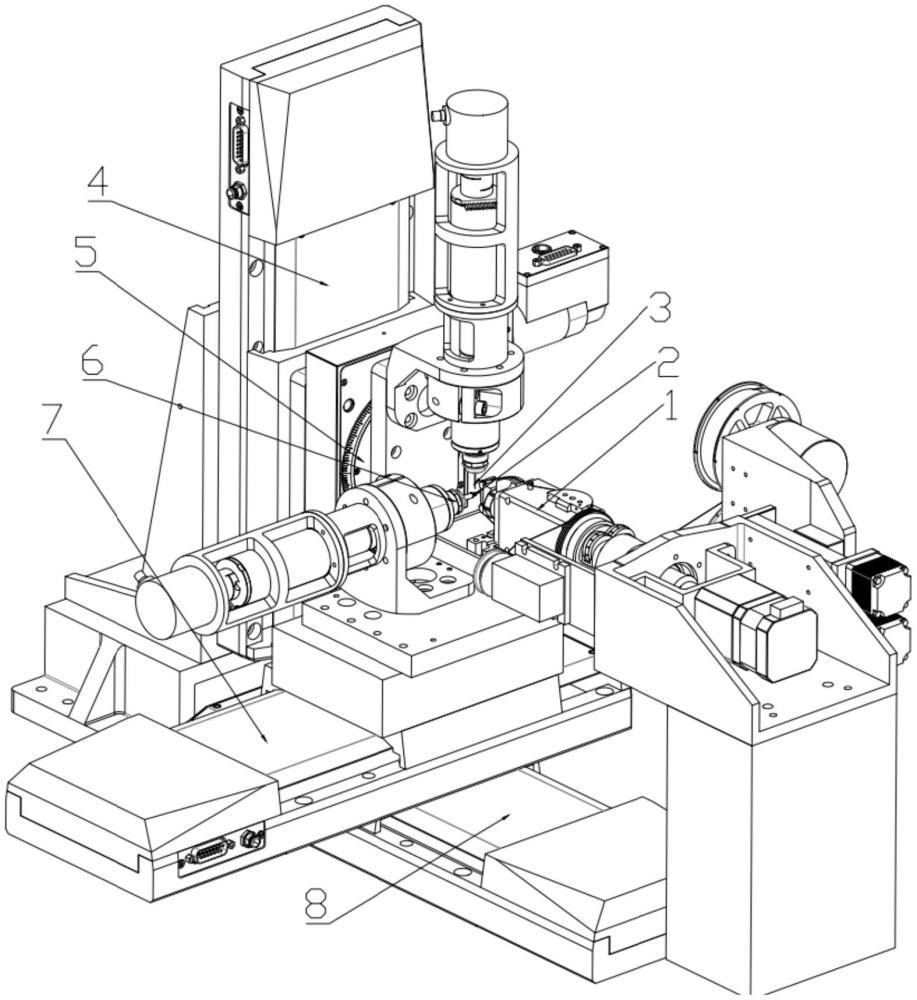
2、一种微细电火花车铣复合加工pcd刀具的装置,包括五轴微细电火花铣削装置,所述五轴微细电火花铣削装置包括微细电火花铣削电极、第一旋转轴、第二旋转轴、x轴滑轨、y轴滑轨和z轴滑轨;
3、所述x轴滑轨和所述z轴滑轨垂直设置,所述y轴滑轨设于所述x轴滑轨,所述第二旋转轴设于所述y轴滑轨,待加工棒料安装于所述第二旋转轴,所述第一旋转轴设于所述z轴滑轨,所述微细电火花铣削电极设于所述第一旋转轴。
4、优选地,还包括电火花旋转线切割装置,所述电火花旋转线切割装置设于所述x轴滑轨的方向。
5、优选地,所述电火花旋转线切割装置、所述微细电火花铣削电极和所述待加工棒料相互垂直。
6、优选地,所述电火花旋转线切割装置设有丝头加工部,所述丝头加工部可正负360°旋转。
7、优选地,所述丝头加工部设有切割线。
8、优选地,所述x轴滑轨设有x轴电机,所述x轴电机的输出端带动所述y轴滑轨在所述x轴滑轨上移动。
9、优选地,所述y轴滑轨设有y轴电机,所述y轴电机的输出端带动所述第二旋转轴在所述y轴滑轨上移动。
10、优选地,所述z轴滑轨设有z轴电机,所述z轴电机的输出端带动所述第一旋转轴在所述z轴滑轨上移动。
11、本申请具有以下优点:
12、在本申请的实施例中,相对于现有技术“加工不了过于复杂的刀具几何形状,保证刀具的精度时会降低加工效率”的问题,本申请提供了电火花线切割和微细电火花铣削复合的解决方案,具体为:包括五轴微细电火花铣削装置,所述五轴微细电火花铣削装置包括微细电火花铣削电极、第一旋转轴、第二旋转轴、x轴滑轨、y轴滑轨和z轴滑轨;所述x轴滑轨和所述z轴滑轨垂直设置,所述y轴滑轨设于所述x轴滑轨,所述第二旋转轴设于所述y轴滑轨,待加工棒料安装于所述第二旋转轴,所述第一旋转轴设于所述z轴滑轨,所述微细电火花铣削电极设于所述第一旋转轴。本申请可以加工通过普通车铣复合加工的工件,而且可以适用于加工直径低于1mm的微型pcd刀具,根据微细电火花铣削电极的大小,可以加工宽度低于10微米的排屑槽。
技术特征:
1.一种微细电火花车铣复合加工pcd刀具的装置,其特征在于,包括五轴微细电火花铣削装置,所述五轴微细电火花铣削装置包括微细电火花铣削电极、第一旋转轴、第二旋转轴、x轴滑轨、y轴滑轨和z轴滑轨;
2.根据权利要求1所述的微细电火花车铣复合加工pcd刀具的装置,其特征在于,还包括电火花旋转线切割装置,所述电火花旋转线切割装置设于所述x轴滑轨的方向。
3.根据权利要求2所述的微细电火花车铣复合加工pcd刀具的装置,其特征在于,所述电火花旋转线切割装置、所述微细电火花铣削电极和所述待加工棒料相互垂直。
4.根据权利要求2所述的微细电火花车铣复合加工pcd刀具的装置,其特征在于,所述电火花旋转线切割装置设有丝头加工部,所述丝头加工部可正负360°旋转。
5.根据权利要求4所述的微细电火花车铣复合加工pcd刀具的装置,其特征在于,所述丝头加工部设有切割线。
6.根据权利要求1所述的微细电火花车铣复合加工pcd刀具的装置,其特征在于,所述x轴滑轨设有x轴电机,所述x轴电机的输出端带动所述y轴滑轨在所述x轴滑轨上移动。
7.根据权利要求1所述的微细电火花车铣复合加工pcd刀具的装置,其特征在于,所述y轴滑轨设有y轴电机,所述y轴电机的输出端带动所述第二旋转轴在所述y轴滑轨上移动。
8.根据权利要求1所述的微细电火花车铣复合加工pcd刀具的装置,其特征在于,所述z轴滑轨设有z轴电机,所述z轴电机的输出端带动所述第一旋转轴在所述z轴滑轨上移动。
技术总结
本申请提供了一种微细电火花车铣复合加工PCD刀具的装置,包括五轴微细电火花铣削装置,所述五轴微细电火花铣削装置包括微细电火花铣削电极、第一旋转轴、第二旋转轴、X轴滑轨、Y轴滑轨和Z轴滑轨;所述X轴滑轨和所述Z轴滑轨垂直设置,所述Y轴滑轨设于所述X轴滑轨,所述第二旋转轴设于所述Y轴滑轨,待加工棒料安装于所述第二旋转轴,所述第一旋转轴设于所述Z轴滑轨,所述微细电火花铣削电极设于所述第一旋转轴。本申请可以加工通过普通车铣复合加工的工件,而且可以适用于加工直径低于1mm的微型PCD刀具,根据微细电火花铣削电极的大小,可以加工宽度低于10微米的排屑槽。
技术研发人员:郭程,王泽鑫,庄伟圳,李康森,徐斌
受保护的技术使用者:深圳大学
技术研发日:20230811
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!