回转体工件加工的自动送料装夹机构的制作方法
本技术涉及回转体工件加工设备,尤其涉及一种回转体工件加工的自动送料装夹机构。
背景技术:
1、回转体工件如化油器上盖需要进行铣角、钻孔、攻牙、割内槽等加工工序,对于回转体工件的铣角加工时,需要将回转体工件装夹至机床主轴上,利用机床主轴带动回转体工件高速转动,从而通过铣刀对回转体工件的铣角部位进行铣角加工。
2、现有技术中,需要人工将需要加工的回转体工件装夹至机床主轴上,存在工作效率低的问题,且人工装夹容易造成误操作,使操作人员具有受伤的风险。
3、因此,亟需提供一种回转体工件加工的自动送料装夹机构,能够实现回转体工件在机床主轴夹座上高效、自动地装夹,避免人工误操作而受伤。
技术实现思路
1、本实用新型所要解决的技术问题是:亟需提供一种回转体工件加工的自动送料装夹机构,能够实现回转体工件在机床主轴夹座上高效、自动地装夹,避免人工误操作而受伤。
2、为了解决上述技术问题,本实用新型采用的技术方案为:
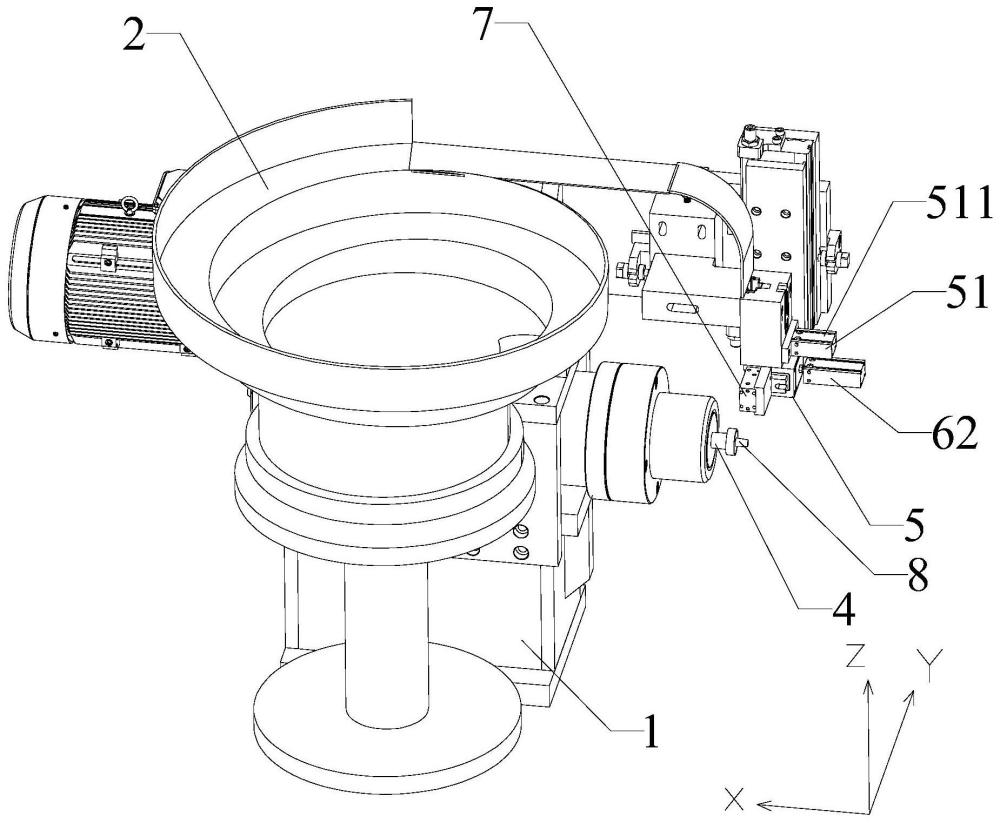
3、一种回转体工件加工的自动送料装夹机构,包括:
4、机架;
5、振动盘,所述振动盘连接于机架;
6、叠料槽,所述叠料槽沿z向设置于机架,所述叠料槽的上端连接于振动盘的出料端;
7、主轴夹座,所述主轴夹座的夹持部位于所述叠料槽的下方的x向;
8、z向移动座,所述移动座可沿z向移动地连接于机架,所述z向移动座位于叠料槽的下方;
9、x向移动座,所述x向移动座可沿x向移动地连接于z向移动座,所述x向移动座设有用于定位回转体工件的弧形定位槽;
10、第一状态下,所述弧形定位槽的上部与叠料槽的下端连接;
11、第二状态下,所述弧形定位槽移动至与主轴夹座同轴心的位置。
12、进一步,上述回转体工件加工的自动送料装夹机构中,所述叠料槽的下部设有压紧机构,所述压紧机构用于将叠料槽内位于最下部的回转体工件压紧在叠料槽内。
13、进一步,上述回转体工件加工的自动送料装夹机构中,所述压紧机构包括沿x向设置的第一气缸,所述第一气缸的活塞杆连接有压紧块,所述压紧块延伸至叠料槽的下部。
14、进一步,上述回转体工件加工的自动送料装夹机构中,所述z向移动座连接有沿x向设置的第二气缸,所述第二气缸的活塞杆连接于所述x向移动座。
15、进一步,上述回转体工件加工的自动送料装夹机构中,所述x向移动座连接有沿y向设置的第三气缸,所述第三气缸的活塞杆连接有定位块,所述定位块延伸至所述弧形定位槽内。
16、本实用新型的有益效果在于:本实用新型涉及的回转体工件加工的自动送料装夹机构中,通过在设置振动盘、叠料槽、z向移动座和x向移动座等结构,使回转体工件能够实现自动、高效地依次在主轴夹座上定位装夹,避免人工误操作而受伤。
技术特征:
1.回转体工件加工的自动送料装夹机构,其特征在于,包括:
2.根据权利要求1所述的回转体工件加工的自动送料装夹机构,其特征在于,所述叠料槽的下部设有压紧机构,所述压紧机构用于将叠料槽内位于最下部的回转体工件压紧在叠料槽内。
3.根据权利要求2所述的回转体工件加工的自动送料装夹机构,其特征在于,所述压紧机构包括沿x向设置的第一气缸,所述第一气缸的活塞杆连接有压紧块,所述压紧块延伸至叠料槽的下部。
4.根据权利要求1所述的回转体工件加工的自动送料装夹机构,其特征在于,所述z向移动座连接有沿x向设置的第二气缸,所述第二气缸的活塞杆连接于所述x向移动座。
5.根据权利要求1所述的回转体工件加工的自动送料装夹机构,其特征在于,所述x向移动座连接有沿y向设置的第三气缸,所述第三气缸的活塞杆连接有定位块,所述定位块延伸至所述弧形定位槽内。
技术总结
本技术涉及回转体工件加工设备技术领域,尤其涉及一种回转体工件加工的自动送料装夹机构;包括:机架;振动盘,所述振动盘连接于机架;叠料槽,所述叠料槽沿Z向设置于机架,所述叠料槽的上端连接于振动盘的出料端;主轴夹座,所述主轴夹座的夹持部位于所述叠料槽的下方的X向;Z向移动座,所述移动座可沿Z向移动地连接于机架,所述Z向移动座位于叠料槽的下方;X向移动座,所述X向移动座可沿X向移动地连接于Z向移动座,所述X向移动座设有用于定位回转体工件的弧形定位槽;通过以上结构的相互配合,使回转体工件能够实现自动、高效地依次在主轴夹座上定位装夹,避免人工误操作而受伤。
技术研发人员:何学明
受保护的技术使用者:福鼎市卡夫卡机械部件有限公司
技术研发日:20230828
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!