一种避空定位的夹具结构的制作方法
本技术属于定位夹具制造,涉及一种避空定位的夹具结构。
背景技术:
1、机械制造过程中常用夹具迅速、方便和安全地安装固定加工对象使之占有正确的位置,以接受施工或检测的装置。
2、现有技术方案公开了一种定位销自动避空的盖板夹具、系统以及方法,该定位销自动避空的盖板夹具包括夹具支撑座,包括第一安装板;支撑缸,设于所述第一安装板;盖板夹具,设于所述第一安装板;多个定位销,所述定位销包括定位销本体与定位销安装座,所述定位销本体通过所述定位销安装座可伸缩地嵌设在所述第一安装板上;避空驱动部,驱动连接所述定位销;其中,所述定位销安装座沿其长度方向开设有定位销安装空间;所述定位销本体包括安装端与定位端,所述安装端位于所述定位销安装空间,所述定位销本体通过所述安装端固定连接所述避空驱动部,以带动所述定位端伸出或缩回所述定位销安装空间。
3、现有技术方案还公开了一种重力避空定位机构,包括夹具主体、夹具工位过渡机构、基座、周向定位杆,夹具主体设置在基座的顶部,夹具主体与夹具工位过渡机构连接,夹具主体的上料工位、压装工位分别安装有周向定位杆,周向定位杆与夹具主体滑动连接,基座设置有避让孔,且避让孔设置在位于压装工位处的周向定位杆底部下方,位于压装工位处的周向定位杆下端落入避让孔内。
4、现有技术方案还公开了一种定位机构,包括夹具体、夹板和驱动件;夹具体内设有安装槽,夹具体一端的底部设置有夹持避空位,夹持避空位使夹具体底部形成夹持定位部,夹板枢接在安装槽内,夹板的一端延伸到夹持定位部的底端,且设置有夹槽;驱动件设于夹具体的一端,用于驱动夹板与夹持定位部夹持定位圆轴;夹具体的夹持端设置有贯通顶部和底部的第一避空孔,第一避空孔延伸到夹具体的端部;夹板的夹持端的底部设置有贯通至顶部的第二避空孔。
5、但是,现有技术还存在工件需要反复装夹,工序较多,结构繁杂,且避空不方便的等问题,无法保证工件的重合度、平面度和同心度,因此,亟需设计开发一种避空定位于一体的夹具结构,克服现有技术缺陷,以满足实际应用需求。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种避空定位的夹具结构,在本实用新型中,通过对底板和盖板的具体组合设置,具备工件避空、定位和装夹于一体的功能,实现快速定位工件的同时,还可以保证工件各面的加工尺寸,提高了工件的重合度、平面度和同心度,保证了工件质量,且有效减少加工时间,适合广泛推广应用。
2、为达此目的,本实用新型采用以下技术方案:
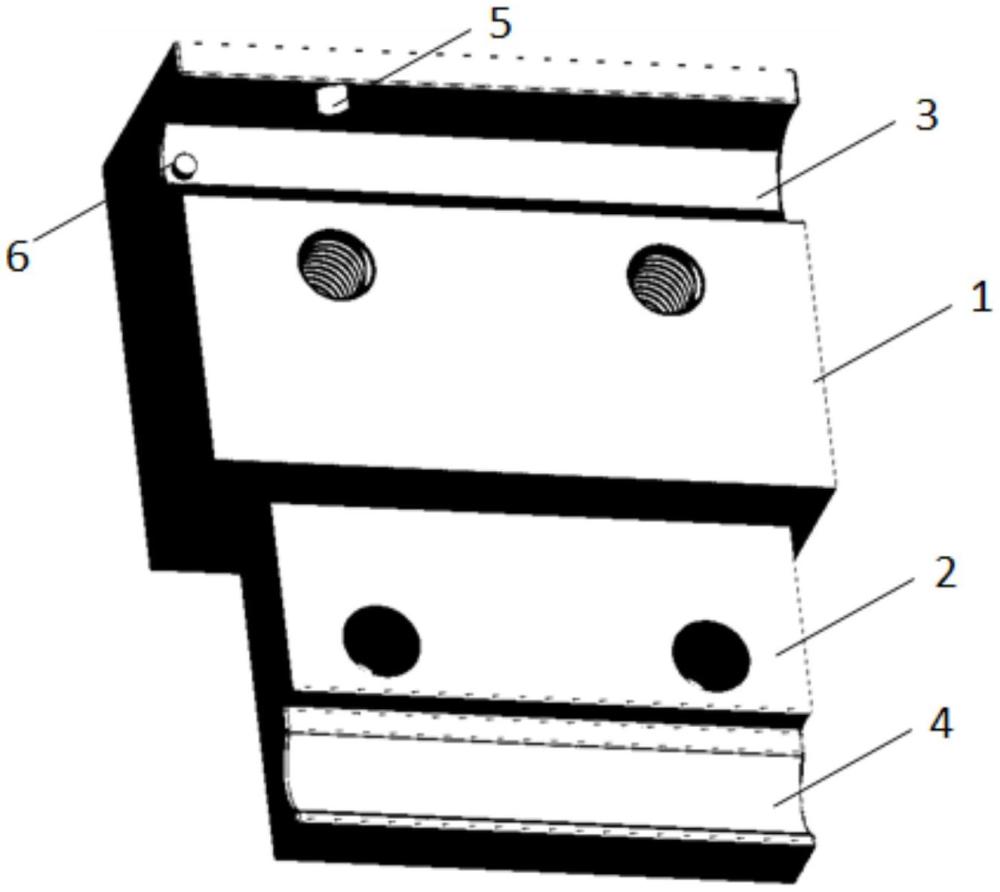
3、本实用新型提供了一种避空定位的夹具结构,所述夹具结构包括底板和盖板,所述底板可拆卸连接所述盖板,所述底板的一侧设置有第一弧形通槽,所述盖板的一侧设置有第二弧形通槽,所述第一弧形通槽对接所述第二弧形通槽用于放置产品;所述第一弧形通槽的一端设置有限位件,且所述第一弧形通槽上靠近所述限位件的一侧开设有避空孔。
4、在本实用新型中,通过对底板和盖板的具体组合设置,具备工件避空、定位和装夹于一体的功能,实现快速定位工件的同时,还可以保证工件各面的加工尺寸,提高了工件的重合度、平面度和同心度,保证了工件质量,且有效减少加工时间,适合广泛推广应用。
5、需要说明的是,本实用新型中对底板和盖板的具体材质不做特殊限定,本领域技术人员可以根据实际情况做出适应性调整。其中,底板和盖板的材质可以为不锈钢。
6、需要说明的是,一般地,工件的3轴加工需要5步完成,不好装夹,特殊的压板好装夹工件时,平面度和同心度又不好保证,就算后两者都能达到,但费时费力,加工风险大,工件异常率高,而且有些产品多角度加工,角度又较大,避空不方便总要分为5次工序,才能保证加工完;本实用新型中的夹具结构通过把避空、定位、装夹等功能组合在一起,保证产品加工率和合格率,且有效节约时间,可以不用5次工序,一次到位加工,提高了400%的加工效率,且成品率达到99.99%以上。
7、作为本实用新型一种优选的技术方案,所述底板螺栓连接所述盖板。
8、需要说明的是,本实用新型中底板通过螺栓连接盖板,一方面可以适应不同尺寸工件的灵活操作,另一方面,也可以避免因夹具工件,造成工件的损坏。
9、作为本实用新型一种优选的技术方案,所述底板设置有所述第一弧形通槽一侧的表面积大于所述盖板设置有第二弧形通槽一侧的表面积。
10、本实用新型中底板设置有第一弧形通槽一侧的表面积大于盖板设置有第二弧形通槽一侧的表面积,是因为在此尺寸下使得产品更好的紧贴夹具,固定产品更加的牢固。
11、作为本实用新型一种优选的技术方案,所述第一弧形通槽的深度小于所述第二弧形通槽的深度。
12、优选地,所述第一弧形通槽的深度为4~5mm,例如可以是4mm、4.1mm、4.2mm、4.3mm、4.4mm、4.5mm、4.6mm、4.7mm、4.8mm、4.9mm、5mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
13、优选地,所述第二弧形通槽的弧度为6~7mm,例如可以是6mm、6.2mm、6.4mm、6.6mm、6.8mm、7mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
14、本实用新型中第一弧形通槽的深度小于第二弧形通槽的深度,可以使得压紧产品的力度可以自由控制。
15、作为本实用新型一种优选的技术方案,所述第一弧形通槽的开槽长度为84~85mm,例如可以是84mm、84.1mm、84.2mm、84.3mm、84.4mm、84.5mm、84.6mm、84.7mm、84.8mm、84.9mm、85mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
16、本实用新型中第一弧形通槽的开槽长度为84~85mm,是因为在此范围内可以使得产品牢牢地固定在夹具中,且机床加工时有一定的安全距离;若不在此范围,产品装夹面积过小会导致产品固定不牢固,产品装夹面积过大会导致机床撞机最后产生产品异常。
17、作为本实用新型一种优选的技术方案,所述第二弧形通槽的开槽长度为70~71mm,例如可以是70mm、70.1mm、70.2mm、70.3mm、70.4mm、70.5mm、70.6mm、70.7mm、70.8mm、70.9mm、71mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
18、本实用新型中第二弧形通槽的开槽长度为70~71mm,是因为在此范围内可以使得产品牢牢地固定在夹具中,且机床加工时有一定的安全距离;若不在此范围,产品装夹面积过小会导致产品固定不牢固,产品装夹面积过大会导致机床撞机最后产生产品异常。
19、作为本实用新型一种优选的技术方案,所述限位件固定连接第一弧形通槽,且所述限位件为定位柱,所述定位柱用于顶住产品的一端进行限位。
20、需要说明的是,本实用新型中对定位柱的具体材质不做特殊限定,本领域技术人员可以根据实际情况做出适应性调整。其中,定位柱的材质可以为不锈钢。
21、作为本实用新型一种优选的技术方案,所述定位柱的高度为10~12mm,例如可以是10mm、10.5mm、10.4mm、10.6mm、10.8mm、11mm、11.2mm、11.4mm、11.6mm、11.8mm、12mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
22、本实用新型中定位柱的高度为10~12mm,是因为在此范围内可以使得产品固定及限位更大化;若不在此范围,会导致定位柱过短会导致产品无法定位及每次装夹花费大量的时间去手动定位,定位柱过长时会导致位置干涉。
23、作为本实用新型一种优选的技术方案,所述避空孔的中心和所述第一弧形通槽的开口边缘的距离为10~12mm,例如可以是10mm、10.5mm、10.4mm、10.6mm、10.8mm、11mm、11.2mm、11.4mm、11.6mm、11.8mm、12mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
24、本实用新型中避空孔的中心和第一弧形通槽的开口边缘的距离为10~12mm,是因为在此范围内可以使得刀具更好的加工到产品及保证精度;若不在此范围,会导致刀具干涉最后撞到夹具直至挤压到产品异常报废。
25、作为本实用新型一种优选的技术方案,所述避空孔的直径为7~8mm,例如可以是7mm、7.1mm、7.2mm、7.3mm、7.4mm、7.5mm、7.6mm、7.7mm、7.8mm、7.9mm、8mm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
26、本实用新型中避空孔的直径为7~8mm,是因为在此范围内可以使得刀具更好的加工到产品及保证精度;若不在此范围,会导致刀具干涉最后撞到夹具直至挤压到产品异常报废。
27、与现有技术相比,本实用新型的有益效果为:
28、在本实用新型中,通过对底板和盖板的具体组合设置,具备工件避空、定位和装夹于一体的功能,实现快速定位工件的同时,还可以保证工件各面的加工尺寸,提高了工件的重合度、平面度和同心度,保证了工件质量,且有效减少加工时间,适合广泛推广应用。
- 还没有人留言评论。精彩留言会获得点赞!