锚固件的制造装置的制作方法
本技术属于桥梁施工,尤其涉及一种锚固件的制造装置。
背景技术:
1、随着社会发展水平的不断提高,城市桥梁建设越来越多,在桥梁的相邻梁体之间需要安装桥梁伸缩装置,桥梁伸缩装置与梁体之间通常采用锚固件进行连接,但是目前锚固件的组装仍采用人工组装,不仅增加了加工工期,劳动强度大,且组装效率低。
技术实现思路
1、本技术实施例提供一种锚固件的制造装置,至少能够解决锚固件制造效率低的问题。
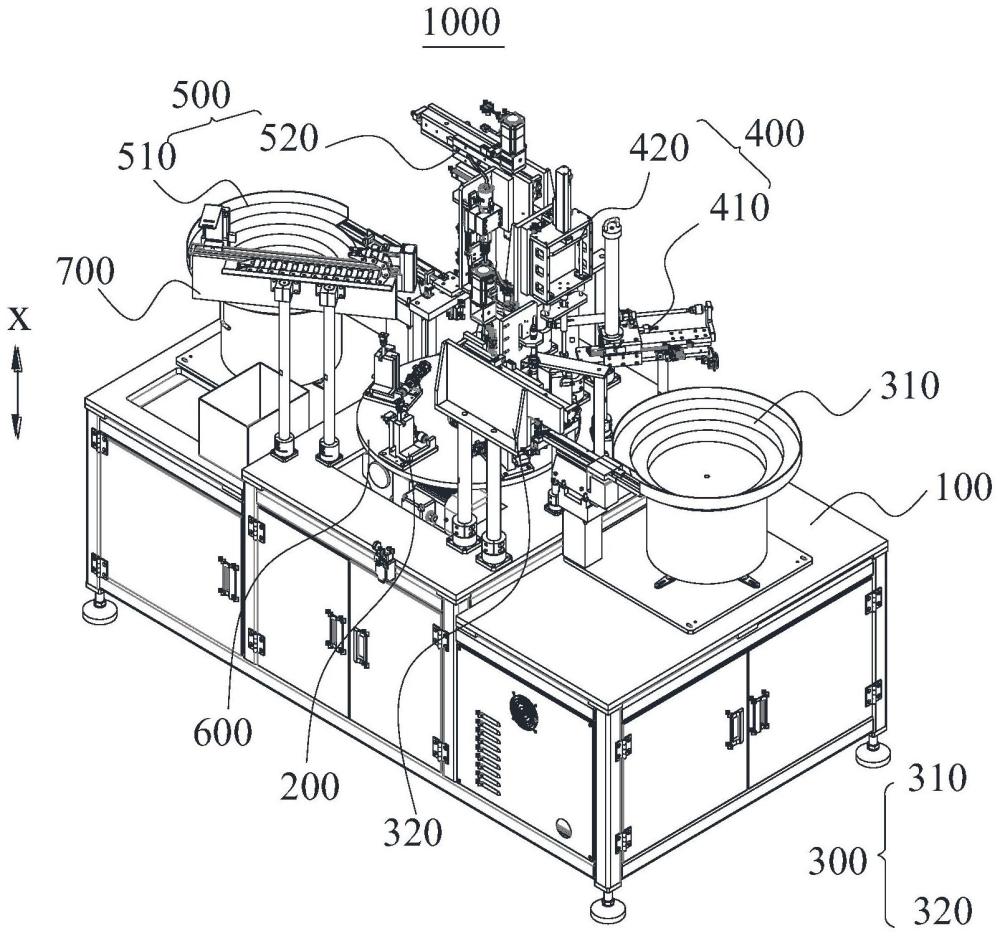
2、本技术的实施例提供了一种锚固件的制造装置,锚固件包括锚固筋、第一螺母、垫片和第二螺母,制造装置包括基座、夹持机构、第一组装机构、第二组装机构和第三组装机构;夹持机构活动的设置于基座,夹持机构用于夹持锚固筋;第一组装机构设置于基座,第一组装机构用于提供第一螺母,并将第一螺母与夹持机构夹持的锚固筋组装;第二组装机构设置于基座且位于第一组装机构的下游,第二组装机构用于提供垫片,并将垫片组装于第一组装机构组装出的具有第一螺母的锚固筋;第三组装机构设置于基座且位于第二组装机构的下游,第三组装机构用于提供第二螺母,并将第二螺母组装于第二组装机构组装出的具有垫片的锚固筋,以形成锚固件。
3、在一些可选的实施例中,夹持机构具有第一位置、第二位置和第三位置;其中,在处于第一位置的情况下,夹持机构夹持的锚固筋与第一组装机构提供的第一螺母沿第一方向相对设置;在处于第二位置的情况下,夹持机构夹持的锚固筋与第二组装机构提供的垫片沿第一方向相对设置;在处于第三位置的情况下,夹持机构夹持的锚固筋与第三组装机构提供的第二螺母沿第一方向相对设置。
4、在一些可选的实施例中,第一组装机构包括第一上料机构和第一安装机构;第一上料机构设置于基座,用于提供第一螺母;第一安装机构设置于基座,用于带动第一螺母运动至第一位置,并将第一螺母与夹持机构夹持的锚固筋连接。
5、在一些可选的实施例中,第一上料机构包括第一振动盘、第一治具、第一检测件和第一驱动件;第一振动盘可转动的设置于基座,用于提供第一螺母;第一治具活动设置于基座,且位于第一振动盘的输出端,第一治具用于接收第一振动盘提供的第一螺母;第一检测件用于检测第一治具上的第一螺母;第一驱动件用于驱动第一治具沿第一方向移动。
6、在一些可选的实施例中,第一安装机构包括第一支撑架、第一安装组件、第二驱动件和第三驱动件;第一支撑架设置于基座;第一安装组件活动设置于第一支撑架,第一安装组件用于带动第一螺母移动并将第一螺母与锚固筋连接;第二驱动件用于驱动第一安装组件沿第一方向移动;第三驱动件用于驱动第一安装组件沿第二方向移动,第二方向垂直于第一方向。
7、在一些可选的实施例中,第一安装组件包括第一支撑板、第一锁紧件、第一电批和第四驱动件;第一支撑板活动设置于第一支撑架;第一锁紧件活动设置于第一支撑板,用于与第一螺母匹配连接;第一电批活动设置于第一支撑板,且与第一锁紧件连接,用于带动第一锁紧件转动;第四驱动件用于驱动第一锁紧件和第一电批相对于第一支撑板沿第一方向移动。
8、在一些可选的实施例中,第二组装机构包括分料机构和导向机构;分料机构设置于基座,用于支撑垫片并带动垫片运动至第二位置;导向机构设置于基座,导向机构包括第一支架、导向杆和第五驱动件,导向杆活动连接于第一支架,第五驱动件设置于第一支架且用于驱动导向杆沿第一方向运动,其中,在处于第二位置的情况下,导向杆沿第一方向运动,以穿设垫片的通孔并与锚固筋连接,分料机构避让垫片,以使垫片沿导向杆运动至预设位置,在处于预设位置的情况下,锚固筋与垫片连接。
9、在一些可选的实施例中,导向机构还包括挤压组件,活动连接于第一支架,其中,在垫片由第二位置向预设位置运动的过程中,挤压组件至少部分沿第一方向运动,以挤压垫片运动至预设位置。
10、在一些可选的实施例中,挤压组件包括框架、压杆和第六驱动件;框架活动设置于第一支架,且与导向杆和第五驱动件连接;压杆活动连接于框架,且套设于导向杆,压杆的径向尺寸大于通孔的孔径;第六驱动件设置于框架,第六驱动件用于驱动压杆相对于导向杆沿第一方向运动。
11、在一些可选的实施例中,挤压组件还包括至少两个导杆和连接板,导杆活动设置于框架且与第六驱动件连接,连接板设置于导杆靠近压杆的一端,导杆与第六驱动件和连接板连接,连接板具有第一通槽,第一通槽位于两个导杆之间,导向杆穿设第一通槽并与框架连接,压杆套设于导向杆并与连接板连接,第二驱动件通过导杆和连接板带动压杆沿第一方向运动。
12、在一些可选的实施例中,分料机构包括第二支架、移动件和第七驱动件;第二支架具有用于容纳多个垫片的容纳腔;移动件至少部分设置于容纳腔,且相对于第二支架沿第三方向移动,第三方向垂直于第一方向;第七驱动件用于通过移动件带动垫片沿第三方向移动,其中,在移动件带动垫片沿第三方向运动至第二位置的情况下,移动件至少部分伸出于容纳腔,且伸出于容纳腔的移动件支撑一个垫片。
13、在一些可选的实施例中,分料机构还包括真空接头,真空接头设置于移动件;移动件沿第三方向的一端设有端口,移动件具有第一凹槽和第二通槽,第二通槽设置于第一凹槽的槽底,槽底用于与垫片卡接配合,槽底设有真空孔,真空孔与真空接头连通,压杆可穿设第一凹槽和第二通槽,第一凹槽和第二通槽与端口连通;第二支架设有限位部,限位部位于容纳腔内,其中,在移动件沿第三方向运动的过程中,通过第一凹槽以限制移动件带动一个垫片沿第三方向运动。
14、在一些可选的实施例中,分料机构还包括上料组件,设置于第二支架,上料组件包括安装柱和限位件,安装柱连接于第二支架,安装柱用于穿设通孔,且垫片可沿安装柱运动至容纳腔内,限位件可拆的连接于安装柱,限位件用于限制垫片运动。
15、在一些可选的实施例中,夹持机构包括基板、第一夹持件、第二夹持件和第八驱动件;基板可转动设置于基座;第一夹持件设置于基板;第二夹持件活动设置于基板,第一夹持件和第二夹持件沿第四方向布设,第一夹持件和第二夹持件配合用于夹持锚固筋,第四方向垂直于第一方向;第八驱动件用于驱动第二夹持件沿第四方向运动。
16、在一些可选的实施例中,夹持机构还包括传感器,设置于第一夹持件,传感器用于感应锚固筋。
17、在一些可选的实施例中,夹持机构还包括紧固件,设置于第一夹持件,紧固件用于将锚固筋固定于第一夹持件。
18、在一些可选的实施例中,制造装置还包括转盘,转盘转动设置于基座,第一组装机构、第二组装机构和第三组装机构分别设置于转盘的周侧;制造装置包括多个夹持机构,多个夹持机构沿转盘的周向间隔设置于转盘,夹持机构可随转盘转动。
19、在一些可选的实施例中,制造装置还包括下料机构,设置于基座且位于第三组装机构的下游,下料机构包括第二支撑架、抓取组件、第九驱动件和第十驱动件;第二支撑架设置于基座;抓取组件活动设置于第二支撑架,用于抓取或者释放锚固件;第九驱动件用于驱动抓取组件沿第一方向移动;第十驱动件用于驱动抓取组件沿第五方向移动,第五方向垂直于第一方向。
20、在本技术实施例提供的锚固件的制造装置,制造装置包括基座、夹持机构、第一组装机构、第二组装机构和第三组装机构,通过第一组装机构、第二组装机构和第三组装机构依次将第一螺母、垫片和第二螺母组装至锚固筋上并安装到位,提高了锚固件的组装精度,而且,一个组装机构可实现组装一个部件,降低出现多装或者漏装等缺陷,从而提高了锚固件的组装效率。此外,锚固件的制造装置可实现自动上料和自动组装,不仅降低了的锚固件装配难度,还具有操控简单、方便、高效等优势。
- 还没有人留言评论。精彩留言会获得点赞!