一种汽车轮毂修复焊接装置的制作方法
本发明属于轮毂焊接修复,具体是指一种汽车轮毂修复焊接装置。
背景技术:
1、目前汽车轮毂大多为铝合金铸造,轮毂在车辆使用过程中非常容易受损,一般如果损伤比较严重,例如出现了断裂等已经影响轮毂的结构强度的地方,用户会选择直接更换,但是对于一些轻微损伤,如磕碰、剐蹭导致的外观损伤以及轻微裂纹导致的气密性不足,是可以通过焊接的方式进行修复的
2、目前的修复方式多为人工修复,虽然机器人也能焊接,但是机器焊接时很难模拟人工焊接时的焊条摆动(修复是补焊,不能采用激光焊接),并且根据缝隙大小、缺口宽度等一系列因素不同,摆动的幅度也不尽相同,在人工焊接时这些都可以视情况手动控制,但是机器焊接时则需要使其具备能够调节的能力。
3、根据焊缝的宽度确定摆动幅度,同时在行进速度不变的情况下,供料速度要与摆动幅度正相关,因此供料速度需要能够根据摆动幅度的变化进行相应的变化。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供了一种汽车轮毂修复焊接装置,本发明提出了一种能够在调节摆动幅度的同时,自动自适应地改变供料速度的解决方案,在供料轮转动速度不变的前提下,通过改变等效半径的方式,能够对供料速度进行相应调整。
2、本发明采取的技术方案如下:本发明提出了一种汽车轮毂修复焊接装置,包括摆动幅度调节机构、自适应变速式供料机构、主体焊接机构和皮带传统机构,所述摆动幅度调节机构设于主体焊接机构上,所述自适应变速式供料机构设于主体焊接机构的下方,所述皮带传统机构设于摆动幅度调节机构和自适应变速式供料机构上。
3、摆动幅度调节机构能够通过调节曲柄弧形滑块机构的偏心距离的方式,等效调节滑块往复滑动的幅度,从而起到调节焊接过程中焊丝摆动的技术目的。
4、进一步地,所述摆动幅度调节机构包括摆动控制套环、曲柄驱动组件和偏心幅度调节组件,所述摆动控制套环套设于主体焊接机构上,所述摆动控制套环的一侧设有摆动柱,所述曲柄驱动组件设于主体焊接机构上,所述偏心幅度调节组件卡合设于曲柄驱动组件中。
5、摆动控制套环固定在旋转机构的固定部上,通过联动连杆的推动能够使得焊接基础板和旋转机构的固定部之间发生相对旋转,而旋转机构的固定部是相对于机械手固定的,因此在联动连杆的传动下自适应变速式供料机构会在双轴电机旋转的同时往复摆动,从而实现模拟手工焊接时往复摆动的技术效果。
6、作为优选地,所述曲柄驱动组件包括双轴电机、主动锥齿轮、等效曲柄和联动连杆,所述双轴电机设于主体焊接机构上,所述主动锥齿轮和等效曲柄分别卡合设于双轴电机的两端的输出轴上,所述等效曲柄上设有曲柄方槽。
7、作为本发明的进一步优选,所述偏心幅度调节组件包括固定腔体、调节腔体和调节螺杆,所述固定腔体卡合设于曲柄方槽中,所述调节腔体卡合滑动设于固定腔体中,所述调节腔体上设有中空圆轴,联动连杆的两端分别与中空圆轴和摆动柱铰接;所述调节螺杆转动设于固定腔体中,所述调节腔体和调节螺杆螺纹传动连接。
8、通过对调节螺杆的旋转调节,能够改变固定腔体和调节腔体相互重合的长度,从而控制固定腔体和环形空腔之间的液体流动交换,从而实现在增大摆动柱的摆动幅度的同时,自动增大锥形变径轮的等效半径、从而提高供料速度的技术目的。
9、进一步地,所述自适应变速式供料机构包括固定轴组件、滑动轴组件和变径组件,所述固定轴组件设于主体焊接机构上,所述滑动轴组件滑动设于固定轴组件中,所述变径组件设于滑动轴组件上。
10、作为优选地,所述固定轴组件包括吊装机架、固定轴底座、供料从动轮轴和整形轮轴,所述吊装机架固接于主体焊接机构的下方,所述固定轴底座固接于吊装机架上,所述固定轴底座上对称设有固定套筒和变径滑槽,所述供料从动轮轴和整形轮轴均转动设于固定套筒中,其中供料从动轮轴设有一组并且与滑动轴组件对应分别,所述整形轮轴设有两组。
11、固定的供料从动轮轴能够和锥形变径轮一起挤压丝状耗材,通过滚动接触的方式驱动丝状耗材从收卷状态展开并进行物料供给,而两组整形轮轴也夹持着丝状耗材并且对丝状耗材进行挤压整形,使其变得相对平直,由于供料从动轮轴和整形轮轴之间的距离较近,短距离内耗材的刚度足够,保证耗材不会在供料从动轮轴和整形轮轴之间折弯。
12、作为本发明的进一步优选,所述滑动轴组件包括变径滑块、滑动轴本体、供料挤压弹簧和滑动套筒,所述变径滑块卡合滑动设于变径滑槽中,所述供料挤压弹簧设于变径滑槽的内壁与变径滑块之间,所述滑动轴本体转动设于变径滑块中,所述滑动套筒卡合滑动设于滑动轴本体上并且跟随着滑动轴本体一起旋转。
13、变径滑块在供料挤压弹簧的弹力作用下始终具有朝向供料从动轮轴靠近的趋势,因此在锥形变径轮的等效直径变化的时候,既能够保证锥形变径轮和丝状耗材接触,又能保持二者之间的挤压力。
14、作为本发明的进一步优选,所述变径组件包括锥形变径轮、环形空腔、挤压盘和分流管道,所述锥形变径轮固接于滑动套筒上,所述锥形变径轮的锥面由交叉分布的凸杆部和槽口部组成,所述环形空腔固接于变径滑块上,所述挤压盘设于滑动套筒上,所述挤压盘转动设于环形空腔中,所述分流管道设于环形空腔上,所述分流管道和中空圆轴之间通过管道连接。
15、通过环形空腔中的液体量变化,能够通过挤压盘调节两组锥形变径轮相互交叉的幅度,从而改变锥形变径轮的等效半径,锥形变径轮的等效半径随着摆动柱的摆动幅度的增大而增大,在摆动幅度小、摆动速度慢、需要耗材少时减小耗材的供应速度,在摆动幅度大、摆动速度块、需要耗材多时增加耗材的供应速度。
16、进一步地,所述主体焊接机构包括机械手和焊接基础板,所述机械手上设有旋转机构,所述焊接基础板设于旋转机构的旋转部上,所述摆动控制套环卡合设于旋转机构的固定部,所述双轴电机设于焊接基础板上,所述吊装机架设于焊接基础板的下方,所述焊接基础板上设有弧形滑槽,所述双轴电机卡合滑动设于弧形滑槽中,所述焊接基础板上还设有叉架和侧面滑槽。
17、火焰喷头能够对丝状耗材的末端进行高温熔化,使其附着在需要补焊的位置,通过张紧轴则能够始终保持同步带的张紧状态和传动效果。
18、作为优选地,所述主体焊接机构还包括耗材卷筒、火焰喷头和张紧轴,所述耗材卷筒转动设于叉架中,所述耗材卷筒上缠绕有丝状耗材,所述丝状耗材设于锥形变径轮和供料从动轮轴之间,所述丝状耗材设于整形轮轴之间,所述火焰喷头设于焊接基础板上,所述张紧轴包括张紧滑块和张紧弹簧,所述张紧滑块卡合滑动设于侧面滑槽中,所述张紧弹簧设于侧面滑槽的内壁与张紧滑块之间。
19、进一步地,所述皮带传统机构包括从动轮组件和皮带轮组件,所述从动轮组件包括从动轮支架和从动锥齿轮,所述从动轮支架固接于焊接基础板上,所述从动锥齿轮转动设于从动轮支架上,所述从动锥齿轮和主动锥齿轮啮合连接。
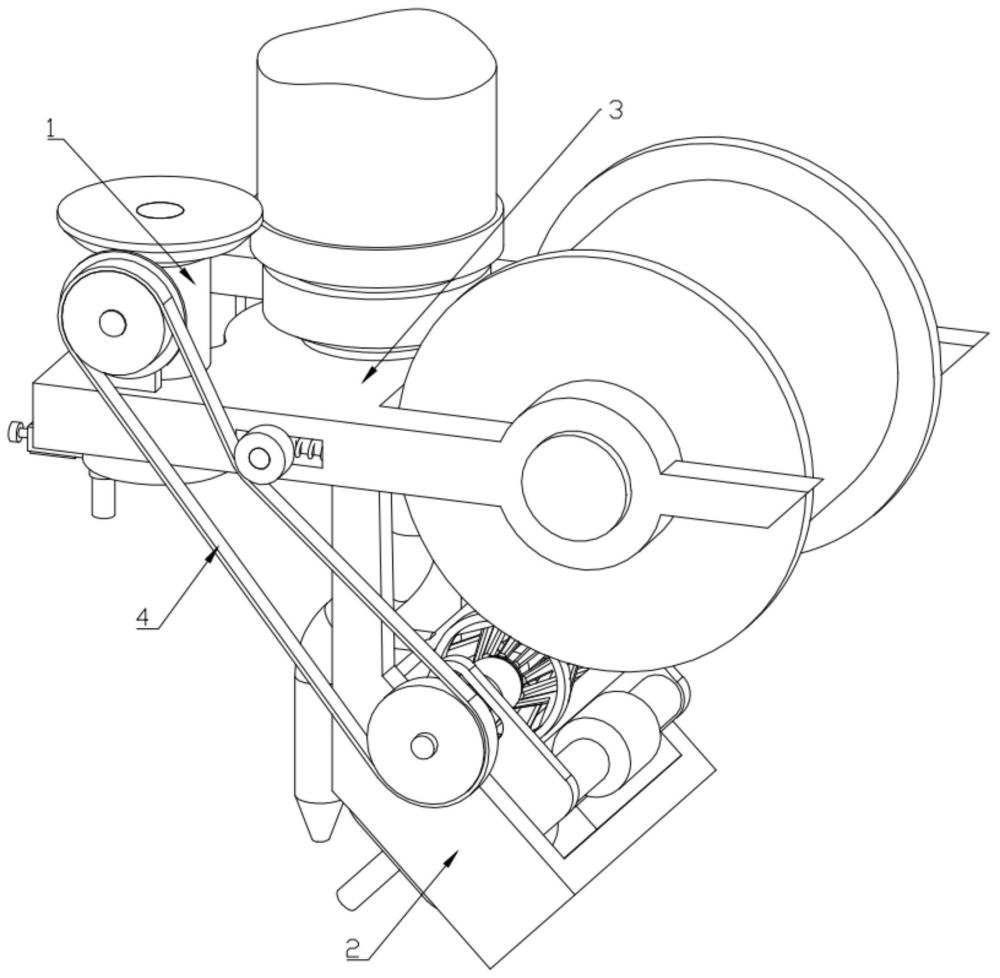
20、作为优选地,所述皮带轮组件包括同步轮、同步带和张紧轮,所述同步轮转动设于从动轮支架上,所述同步轮和从动锥齿轮固接,所述张紧轮卡合设于滑动轴本体上,所述张紧轮转动设于张紧滑块上,所述同步轮和同步带啮合传动,所述张紧轮和同步带滚动接触。
21、采用上述结构本发明取得的有益效果如下:
22、(1)交叉布置的两组锥形变径轮,能够通过自身的凸杆部和槽口部自动形成防滑的纹路,从而保证锥形变径轮和丝状耗材之间相对滚动而不会滑动。
23、(2)摆动幅度调节机构能够通过调节曲柄弧形滑块机构的偏心距离的方式,等效调节滑块往复滑动的幅度,从而起到调节焊接过程中焊丝摆动的技术目的。
24、(3)摆动控制套环固定在旋转机构的固定部上,通过联动连杆的推动能够使得焊接基础板和旋转机构的固定部之间发生相对旋转,而旋转机构的固定部是相对于机械手固定的,因此在联动连杆的传动下自适应变速式供料机构会在双轴电机旋转的同时往复摆动,从而实现模拟手工焊接时往复摆动的技术效果。
25、(4)通过对调节螺杆的旋转调节,能够改变固定腔体和调节腔体相互重合的长度,从而控制固定腔体和环形空腔之间的液体流动交换,从而实现在增大摆动柱的摆动幅度的同时,自动增大锥形变径轮的等效半径、从而提高供料速度的技术目的。
26、(5)固定的供料从动轮轴能够和锥形变径轮一起挤压丝状耗材,通过滚动接触的方式驱动丝状耗材从收卷状态展开并进行物料供给,而两组整形轮轴也夹持着丝状耗材并且对丝状耗材进行挤压整形,使其变得相对平直,由于供料从动轮轴和整形轮轴之间的距离较近,短距离内耗材的刚度足够,保证耗材不会在供料从动轮轴和整形轮轴之间折弯。
27、(6)变径滑块在供料挤压弹簧的弹力作用下始终具有朝向供料从动轮轴靠近的趋势,因此在锥形变径轮的等效直径变化的时候,既能够保证锥形变径轮和丝状耗材接触,又能保持二者之间的挤压力。
28、(7)通过环形空腔中的液体量变化,能够通过挤压盘调节两组锥形变径轮相互交叉的幅度,从而改变锥形变径轮的等效半径,锥形变径轮的等效半径随着摆动柱的摆动幅度的增大而增大,在摆动幅度小、摆动速度慢、需要耗材少时减小耗材的供应速度,在摆动幅度大、摆动速度块、需要耗材多时增加耗材的供应速度。
29、(8)火焰喷头能够对丝状耗材的末端进行高温熔化,使其附着在需要补焊的位置,通过张紧轴则能够始终保持同步带的张紧状态和传动效果。
- 还没有人留言评论。精彩留言会获得点赞!