一种新能源汽车输入轴加工方法及系统与流程
本发明涉及硬拉加工,具体而言,涉及一种新能源汽车输入轴加工方法及系统。
背景技术:
1、在新能源汽车的制造过程中,由于新能源汽车对噪声要求特别严格,对齿轴的精度要求越来越高,对输入轴内花键相对轴承位的同轴度要求也随之增加。传统机加工艺无法满足要求,硬拉工艺是一种精密的冷加工技术,主要用于金属材料的成形和加工。它广泛应用于制造各种高精度和复杂形状的零件,硬拉工艺的主要特点是通过冷加工方法来改变金属材料的形状和尺寸,同时提高材料的强度和表面质量。但是当前硬拉加工工艺中通常依赖工人经验,实际加工产品易受人为因素影响,易造成产品质量不一,并且当前技术中缺乏反馈调节机制,无法在加工时实时调整加工参数,一定程度影响了加工精度。
2、因此,有必要设计一种新能源汽车输入轴加工方法及系统用以解决当前技术中存在的问题。
技术实现思路
1、鉴于此,本发明提出了一种新能源汽车输入轴加工方法及系统,旨在解决传统技术加工汽车轴齿类精度无法满足需求,硬拉加工工艺受人为因素影响较大、缺乏反馈调节机制,造成产品质量一致性较差,质量较低的问题。
2、一个方面,本发明提出了一种新能源汽车输入轴加工方法,包括:
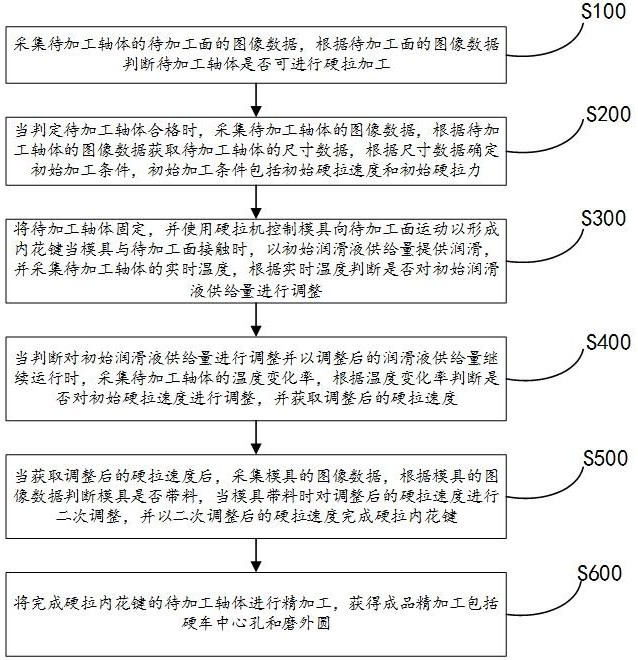
3、采集待加工轴体的待加工面的图像数据,根据所述待加工面的图像数据判断所述待加工轴体是否可进行硬拉加工;
4、当判定所述待加工轴体可进行硬拉加工时,采集所述待加工轴体的图像数据,根据所述待加工轴体的图像数据获取所述待加工轴体的尺寸数据,根据所述尺寸数据确定初始加工条件,所述初始加工条件包括初始硬拉速度和初始硬拉力;
5、将所述待加工轴体固定,并使用硬拉机控制模具向所述待加工面运动以形成内花键;当所述模具与所述待加工面接触时,以初始润滑液供给量提供润滑,并采集所述待加工轴体的实时温度,根据所述实时温度判断是否对所述初始润滑液供给量进行调整;
6、当判断对所述初始润滑液供给量进行调整并以调整后的润滑液供给量继续运行时,采集所述待加工轴体的温度变化率,根据所述温度变化率判断是否对所述初始硬拉速度进行调整,并获取调整后的硬拉速度;
7、当获取所述调整后的硬拉速度后,采集所述模具的图像数据,根据所述模具的图像数据判断所述模具是否带料,当所述模具带料时对所述调整后的硬拉速度进行二次调整,并以二次调整后的硬拉速度完成硬拉内花键;
8、将完成硬拉内花键的待加工轴体进行精加工,获得成品;所述精加工包括硬车中心孔和磨外圆。
9、进一步的,根据所述待加工面的图像数据判断所述待加工轴体是否可进行硬拉加工时,包括:
10、根据所述待加工面的图像数据判断所述待加工轴体是否存在划痕或裂纹;
11、当所述待加工面存在划痕或裂纹时,判定所述待加工轴体不可进行硬拉加工;
12、当所述待加工面不存在划痕或裂纹时,判定所述待加工轴体可进行硬拉加工。
13、进一步的,根据所述尺寸数据确定初始加工条件时,包括:
14、将所述尺寸数据v分别与预先设定的第一预设尺寸数据v1和第二预设尺寸数据v2进行比对,v1<v2,根据比对结果确定所述初始加工条件;
15、当v≤v1时,确定所述初始硬拉速度为第一预设硬拉速度s1,确定所述初始硬拉力为第三预设硬拉力n3;
16、当v1<v≤v2时,确定所述初始硬拉速度为第二预设硬拉速度s2,确定所述初始硬拉力为第二预设硬拉力n2;
17、当v2<v时,确定所述初始硬拉速度为第三预设硬拉速度s3,确定所述初始硬拉力为第一预设硬拉力n1;
18、其中,s1>s2>s3,n1>n2>n3。
19、进一步的,在确定所述初始硬拉速度为第i预设硬拉速度si,所述初始硬拉力为第i预设硬拉力ni后,i=1,2,3,根据所述实时温度判断是否对所述初始润滑液供给量进行调整时,包括:
20、将所述实时温度t与预先设定的温度阈值tmax进行比对,根据比对结果判断是否对所述初始润滑液供给量进行调整;
21、当t>tmax时,判定所述待加工轴体温度过高,并获取所述实时温度t与温度阈值tmax的温度差值δt,δt=t-tmax,根据所述温度差值δt对所述初始润滑液供给量g0进行调整,以调整后的润滑液供给量继续运行;
22、当t≤tmax时,判定所述待加工轴体温度不高,不对所述初始润滑液供给量g0进行调整。
23、进一步的,根据所述温度差值δt对所述初始润滑液供给量g0进行调整,以调整后的润滑液供给量继续运行时,包括:
24、预先设定第一预设调整系数a1、第二预设调整系数a2和第三预设调整系数a3,且1<a1<a2<a3;将所述温度差值δt分别与预先设定的第一预设温度差值δt1和第二预设温度差值δt2进行比对,0<δt1<δt2,根据比对结果选取调整系数对所述初始润滑液供给量g0进行调整,以调整后的润滑液供给量继续运行;
25、当δt≤δt1时,选取所述第一预设调整系数a1对所述初始润滑液供给量g0进行调整,获取调整后的润滑液供给量g0*a1;
26、当δt1<δt≤δt2时,选取所述第二预设调整系数a2对所述初始润滑液供给量g0进行调整,获取调整后的润滑液供给量g0*a2;
27、当δt2<δt时,选取所述第三预设调整系数a3对所述初始润滑液供给量g0进行调整,获取调整后的润滑液供给量g0*a3。
28、进一步的,根据所述温度变化率判断是否对所述初始硬拉速度进行调整,并获取调整后的硬拉速度时,包括:
29、根据所述温度变化率w判断是否对所述初始硬拉速度si进行调整;
30、当w>0时,判定对所述初始硬拉速度si进行调整,获取所述调整后的硬拉速度st;
31、当w≤0时,判定不对所述初始硬拉速度si进行调整,并将所述初始硬拉速度si作为所述调整后的硬拉速度st,st=si;
32、其中,所述温度变化率w通过下式计算获得;
33、;
34、式中,表示t时刻所述待加工轴体的实时温度,表示t-1时刻所述待加工轴体的实时温度,t表示时间间隔。
35、进一步的,当判定对所述初始硬拉速度si进行调整,获取所述调整后的硬拉速度st时,包括:
36、预先设定第一预设速度调整系数b1、第二预设速度调整系数b2和第三预设速度调整系数b3,且0<b1<b2<b3<1;将所述温度变化率w分别与预先设定的第一预设温度变化率w1和第二预设温度变化率w2进行比对,w1<w2,根据比对结果选取速度调整系数对所述初始硬拉速度si进行调整,获取所述调整后的硬拉速度st;
37、当w≤w1时,选取所述第三预设速度调整系数b3对所述初始硬拉速度si进行调整,获取所述调整后的硬拉速度st,st=si*b3;
38、当w1<w≤w2时,选取所述第二预设速度调整系数b2对所述初始硬拉速度si进行调整,获取所述调整后的硬拉速度st,st=si*b2;
39、当w2<w时,选取所述第一预设速度调整系数b1对所述初始硬拉速度si进行调整,获取所述调整后的硬拉速度st,st=si*b1。
40、进一步的,根据所述模具的图像数据判断所述模具是否带料,当所述模具带料时对所述调整后的硬拉速度进行二次调整,并以二次调整后的硬拉速度完成硬拉内花键时,包括:
41、根据所述模具的图像数据判断所述模具进行硬拉加工时是否带料;
42、当所述模具带料时,根据所述模具的图像数据获取带料量,并根据所述带料量对所述调整后的硬拉速度st进行二次调整,获取二次调整后的硬拉速度sr;
43、当所述模具不带料时,将所述调整后的硬拉速度st作为所述二次调整后的硬拉速度sr,sr=st。
44、进一步的,根据所述带料量对所述调整后的硬拉速度st进行二次调整,获取二次调整后的硬拉速度sr时,包括:
45、将所述带料量l分别与预先设定的第一预设带料量l1和第二预设带料量l2进行比对,l1<l2,根据比对结果对所述调整后的硬拉速度st进行二次调整,获取二次调整后的硬拉速度sr;
46、当l≤l1时,选取所述第三预设速度调整系数b3对所述调整后的硬拉速度st进行二次调整,获取二次调整后的硬拉速度sr,sr=st*b3;
47、当l1<l≤l2时,选取所述第二预设速度调整系数b2对所述调整后的硬拉速度st进行二次调整,获取二次调整后的硬拉速度sr,sr=st*b2;
48、当l2<l时,选取所述第一预设速度调整系数b1对所述调整后的硬拉速度st进行二次调整,获取二次调整后的硬拉速度sr,sr=st*b1。
49、与现有技术相比,本发明的有益效果在于:通过采集并分析待加工轴体的图像数据,在加工前准确判断轴体是否适合进行硬拉加工,从而确保加工对象的适宜性。利用图像数据获取的尺寸信息来设定初始加工条件,有助于优化加工过程,提高效率和精度。在加工过程中实时采集待加工轴体的温度,并据此调整润滑液供给量,有效的控制了加工过程中的温度,减少材料变形和损伤的风险。温度变化率监测和基于此的硬拉速度调整,使得加工过程更加精准和可控,提高了内花键的成形质量。通过监测模具的图像数据来判断模具是否带料,并相应调整硬拉速度,降低了模具磨损和产品缺陷的可能性。基于硬拉加工的内花键为基准,保证了输入轴的加工精度,然后再进行精加工提高了内花键相对轴承位的同轴度,解决了当前工艺无法满足精度要求的难题。
50、另一方面,本技术还提供了一种新能源汽车输入轴加工系统,包括:
51、采集单元,被配置为采集待加工轴体的待加工面的图像数据,根据所述待加工面的图像数据判断所述待加工轴体是否可进行硬拉加工;
52、处理单元,被配置为当判定所述待加工轴体可进行硬拉加工时,采集所述待加工轴体的图像数据,根据所述待加工轴体的图像数据获取所述待加工轴体的尺寸数据,根据所述尺寸数据确定初始加工条件,所述初始加工条件包括初始硬拉速度和初始硬拉力;
53、判断单元,被配置为将所述待加工轴体固定,并使用硬拉机控制模具向所述待加工面运动以形成内花键;当所述模具与所述待加工面接触时,以初始润滑液供给量提供润滑,并采集所述待加工轴体的实时温度,根据所述实时温度判断是否对所述初始润滑液供给量进行调整;
54、所述判断单元还被配置为当判断对所述初始润滑液供给量进行调整并以调整后的润滑液供给量继续运行时,采集所述待加工轴体的温度变化率,根据所述温度变化率判断是否对所述初始硬拉速度进行调整,并获取调整后的硬拉速度;
55、所述判断单元还被配置为当获取所述调整后的硬拉速度后,采集所述模具的图像数据,根据所述模具的图像数据判断所述模具是否带料,当所述模具带料时对所述调整后的硬拉速度进行二次调整,并以二次调整后的硬拉速度完成硬拉内花键;
56、精加工单元,被配置为将完成硬拉内花键的待加工轴体进行精加工,获得成品;所述精加工包括硬车中心孔和磨外圆。
57、可以理解的是,上述新能源汽车输入轴加工系统及方法具备相同的有益效果,在此不再赘述。
- 还没有人留言评论。精彩留言会获得点赞!