一种镍基高温合金材料类发动机散热孔的二维振动加工新方法及装置
本发明属于复杂微小结构加工,具体是一种应用于镍基高温合金材料类发动机散热孔的二维振动加工新方法及装置,在这种新方法中涉及一种考虑并控制散热孔加工中工具接触半径及振动幅值的二维振动加工作用域形状控制方法。
背景技术:
1、镍基高温合金材料类散热孔,因为其耐高温、抗氧化、抗热疲劳等特殊的材料特性,广泛应用于诸如航空航天、汽车制造、医疗器械以及电子设备等众多工业领域。其中,发动机中的涡轮叶片异形冷却孔的形状和大小,影响着其关键的散热性能。与传统涡轮叶片相比,其内部冷却结构更为紧凑。通常,对于冷却孔的公差要求在±0.01到0.05毫米之间,而表面粗糙度预期在ra0.4到1.6微米之间,这些孔可以是圆形、椭圆形、扇形或倾斜形状,孔的数量可以从几个到数百个不等,这些参数显著影响冷却气流的连贯性、扰动和混合效果,从而影响热散热和空气动力性能。
2、因镍基高温合金材料具有的特殊性能,其加工通常需要特殊的工艺和技术。二维振动加工作为一种高效的微结构功能工件加工方法,在不同材料的加工领域都有应用。但目前的研究主要侧重于通过二维振动改善加工效果和优化工艺参数,而其加工尺度在过程中难以得到地系统控制。对于不同尺寸的散热孔加工应用场景,难以做到高效、准确的精密加工。
3、因此,本发明提供了一种镍基高温合金材料类发动机散热孔的二维振动加工新方法及装置,比传统方法更高效、更精确,以解决上述背景技术中提出的问题。
技术实现思路
1、为实现上述目的,本发明提供如下技术方案:镍基高温合金材料类发动机散热孔的二维振动加工新方法及装置,本发明的目的是通过以下技术方案实现的,结合附图:
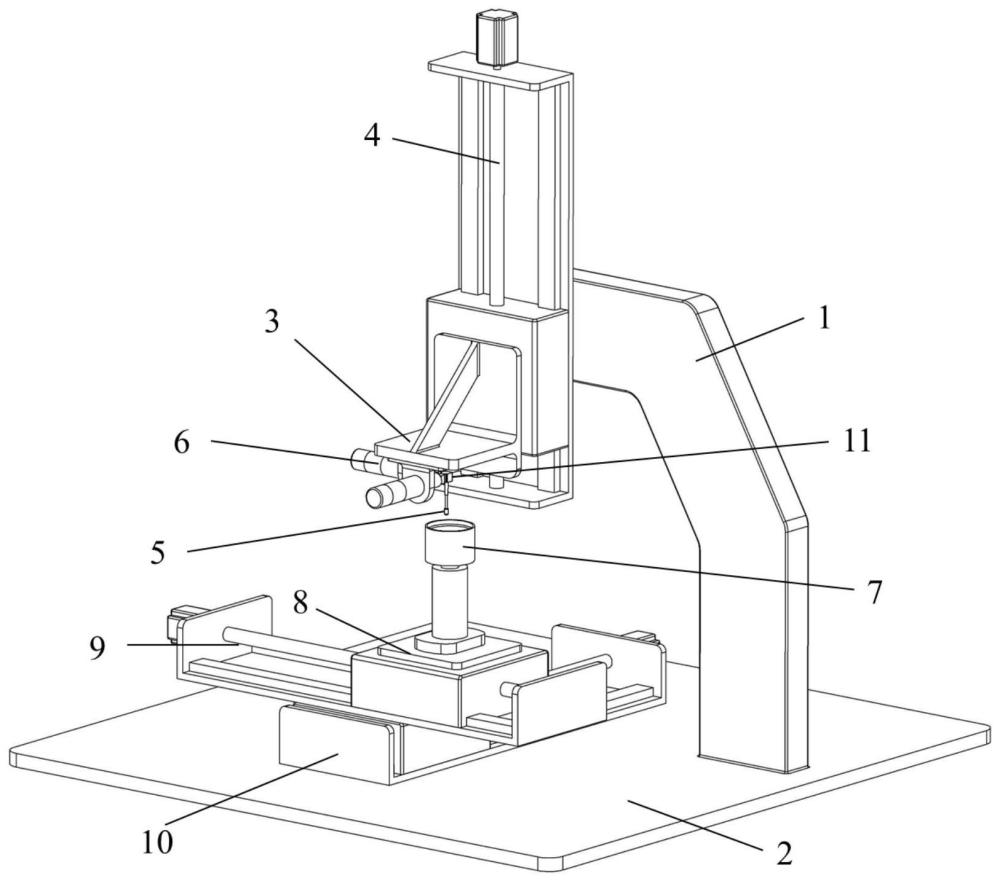
2、装置主体(1)通过螺钉安装在底座(2)上,所研制的二维振动加工装置(3)安装在三轴数控机床的z轴滑座(4)上,加工工具头(5)的回转中心与z轴重合,超声波发生器(图中未示出)智能调节双路同步调节激励信号,并通过频率追踪两轴郎之万振子(6)的谐振频率,使得二维驱动加工新装置的输出端(加工工具)(5)获得闭合的李萨如(lissajous)运动。
3、进一步地,被加工工件通过夹具(7)安装在所述三轴数控机床的工作台(8)上,工作台随x轴滑座(9)和y轴滑座(10)的联动实现工件进给,加工工具(5)通过z轴滑座的滑动,获得向下位移与工件表面接触,与振子(6)配合,进行加工。
4、更进一步地,超声发生波发生器集合了超声信号产生与功率放大功能,能够智能调节输出信号,控制换能器(即振子)(6)的输出频率与振幅由超声波发生器产生并放大,互相垂直的超声振子(6)通过柔性铰链(11)联接在一起,合成李萨如(lissajous)振动,输出给加工工具(5)。
5、一种镍基高温合金材料类发动机散热孔的二维振动加工新方法,其特征在于可通过控制振动幅值与接触半径的比值,来确定加工范围,包括以下步骤:
6、步骤1、通过测量及已知的所需工件表面状态及尺寸,筛选出符合加工要求的被加工工件。将工件固定在工件夹具上,工件夹具随着机床x轴和机床y轴运动,调整x、y位置,使工具到达确定的加工范围之内。二维振动加工工具提供加工主运动,通过机床z轴进给,工具头与工件接触;
7、步骤2、智能数控超声发生器激励x向超声振子和y向超声振子同一平面内相互垂直的纵向振动,发生器为双路输出,发出超声信号频率为fx、fy,也分别为工具接收到的x向和y向振动频率,相位差为θ,x向超声振子和y向超声振子分别在x向和y向的纵向振动在工具杆处耦合二维振动,形成加工切平面内瞬时随机运动轨迹,运动公式为:
8、
9、其中,ax、ay表示x向和y向的振动幅值,fx、fy表示x向和y向的振动频率,π为圆周率常数,θ表示两个方向的振动相位差,t是时间变量。
10、为了获得更好的去除效果,工具应形成闭合的运动轨迹,并且由运动轨迹形成的交叉网格应尽可能均匀。通过调整两个方向上的振动频率,可以获得准随机的李萨如(lissajous)闭合运动轨迹,图3示出了不同振动频率比下的李萨如轨迹图像,它呈现网格状分布。与圆形或椭圆形的工具运动轨迹相比,类随机的李萨如运动轨迹可以更均匀、更充分地覆盖待加工的区域;
11、步骤3、如前所述,工具与工件之间的接触区域是一个圆形域,最大研抛作用域对应于这个圆形域可以覆盖的最大范围。换句话说,它代表了一个以接触半径"a"为半径的圆所能到达的最大距离。为了在平面的矩形坐标系内实现接触圆的运动轨迹,使用正弦和余弦函数的叠加来确定不同时间点上接触圆的位置,从而得到所需的工具轨迹。接触圆始终以半径a进行圆周运动,圆心为(0,0),然后可以表示如下:
12、
13、步骤4、在x向和y向的移动过程中,协调工具的位置,运动公式为:
14、
15、其中,xij表示工具在时间点i和圆周运动角度j处的坐标位置;xi和yi表示工具在时间点i的x轴和y轴方向上的坐标位置;xtoolj和ytoolj表示工具在圆周运动角度j处在平面直角坐标系中的圆周运动轨迹上的x坐标和y坐标;
16、步骤5、为确定二维振动产生的具体加工尺寸和形状,将异形孔的尺寸参数细化定义为最大长度l、直线长度l、圆弧半径r和圆弧度γ。基于步骤1~4,确定上述四种参数的公式为:
17、
18、其中,a代表振动幅值(为简便计算,这里设定x向和y向振动幅值相等),a为接触半径;
19、步骤6、确定散热孔的形状及尺寸后,通过超声波发生器(图中未示出)调节输出信号,再利用振动测试设备(图中为示出)测量加工工具的输出振幅与频率,即可控制所需的加工参数。加工过程中产生的位移由工件夹具、直线光轴传递给力传感器,力传感器的形变转换成电压信号,由信号放大器放大、经数据采集卡采集并显示,实现去除力监测,并得到工具工件接触时的接触参数;通过调整两个方向上的振动幅值,改变振动幅值与接触半径的比值,从而获得不同形状尺度的加工作用域。
20、这种方法可以确定工具在各种参数下所能覆盖的最大范围,从而控制参数达到加工精细化。
技术特征:
1.一种镍基高温合金材料类发动机散热孔的二维振动加工新装置,其特征在于,装置主体(1)通过螺钉安装在底座(2)上,所研制的二维振动加工装置(3)安装在三轴数控机床的z轴滑座(4)上,加工工具头(5)的回转中心与z轴重合,超声波发生器智能调节双路同步调节激励信号,并通过频率追踪两轴郎之万振子(6)的谐振频率,使得二维驱动加工新装置的输出端(加工工具)(5)获得闭合的lissajous运动。
2.根据权利要求1所述的一种镍基高温合金材料类发动机散热孔的二维振动加工新装置,其特征在于,被加工工件通过夹具(7)安装在所述三轴数控机床的工作台(8)上,工作台随x轴滑座(9)和y轴滑座(10)的联动实现工件进给,加工工具(5)通过z轴滑座的滑动,获得向下位移与工件表面接触,与振子(6)配合,进行加工。
3.根据权利要求1所述的一种镍基高温合金材料类发动机散热孔的二维振动加工新装置,其特征在于,超声发生波发生器集合了超声信号产生与功率放大功能,能够智能调节输出信号,控制换能器(即振子)(6)的输出频率与振幅由超声波发生器产生并放大,互相垂直的超声振子(6)通过柔性铰链(11)联接在一起,合成lissajous振动,输出给加工工具(5)。
4.根据权利要求3所述的一种镍基高温合金材料类发动机散热孔的二维振动加工新方法,其特征在于可通过控制振动幅值与接触半径的比值,来确定加工范围,包括以下步骤:
5.根据权利要求4所述的一种镍基高温合金材料类发动机散热孔的二维振动加工新方法,其特征在于,加工过程中产生的位移由工件夹具、直线光轴传递给力传感器,力传感器的形变转换成电压信号,由信号放大器放大、经数据采集卡采集并显示,实现去除力监测,并得到工具工件接触时的接触参数;通过调整两个方向上的振动幅值,改变振动幅值与接触半径的比值,从而获得不同形状尺度的加工作用域。
技术总结
本发明提供了一种应用于镍基高温合金材料类发动机散热孔的二维振动加工新方法及装置,属于复杂微小结构加工技术领域。带有两轴郎之万振子的二维加工装置安装在机床的z轴滑座上,工件由夹具固定在工作台上,工作台可由x轴滑台、y轴滑台带动移动,通过测试设备确定接触参数。基于该装置,提供了一种确定加工范围及尺度的新方法,根据加工需求,调节振动幅值与接触半径的比值,可获得工具加工过程中的运动轨迹范围,这种方法可以确定工具在各种参数下所能覆盖的最大范围,对于镍基高温合金材料类发动机散热孔的应用场景,控制参数可达到加工精细化,从而做到高效、准确的精密加工。
技术研发人员:宋盾兰,邱令伟,郝兆朋,林洁琼,杜红广,王文泽
受保护的技术使用者:长春工业大学
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!