一种金属零件等离子3D打印成型的方法与流程
本发明属于金属零件制造,尤其涉及金属零件增材制造即3d打印成型的方法。
背景技术:
1、金属零件3d打印成型可以实现传统制造方法无法实现的复杂且近成型的目的,在小批量生产尤其是个性化定制方面更是独具优势。目前工业应用较为成熟的金属零件3d打印成型的方法有铺粉激光选区熔化、同步送粉或送丝激光及等离子熔融堆积、焊丝堆焊等,其中等离子熔融堆积成型比焊丝堆焊质量好、比激光3d打印效率高成本低,尤其丝材比粉末成本更低,从而具备了很大的发展潜力,在制造业中获得了越来越广泛的应用。
2、但是等离子熔融堆积薄壁零件时,每一道堆积条带的中间突起,如同一条山脊,在山脊之上再次熔融堆积会向两侧流淌,不仅造成材料浪费,薄壁零件的两个侧面也会粗糙不平,影响外观质量。如果是打印厚壁零件,需要紧靠第一条带平行熔融第二道,由于第一条带的山脊影响,等离子转移弧会产生尖端放电效应,使等离子弧无规则地偏移原有规迹,导致第二条带局部熔融不足,再在其上熔融堆积时就产生内部空洞等缺陷,严重影响零件强度。以往解决该问题的方式是采用微弧等离子和细丝熔融,但是这样一来,等离子3d打印的效率优势就会荡然无存。因此解决此类问题就成为等离子3d打印成败的重要因素之一。
技术实现思路
1、为了解决等离子3d打印熔融堆积时侧面流淌及平行条带不规则造成内部缺陷问题,同时又不降低其生产效率,本发明提供一种金属零件等离子3d打印成型的方法。
2、为了实现上述目的,本发明采取的技术方案是:
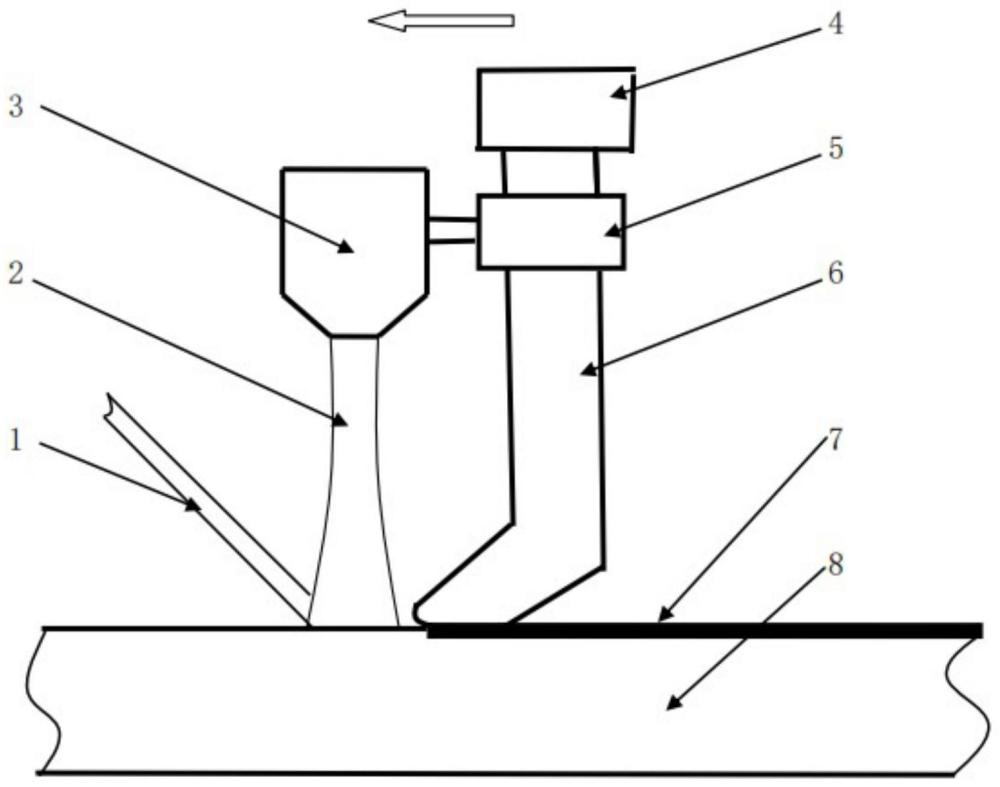
3、一种金属零件等离子3d打印成型的方法,其特征在于,它是以转移弧等离子束流作为热源,以金属丝材作为打印材料,在等离子弧运行方向的正后方设置一块压板,压板的材质应耐高温且与金属材料不发生反应;打印时压板与等离子弧同步运行,随着等离子弧的向前移动,压板的底部对半凝固状态的熔融材料施加一定压力,将熔融条带中部的凸起部位压平或略呈凹陷状,实现整形。这样在打印薄壁零件时,其上的熔融材料就不会向两侧流淌,打印厚壁零件平行熔融时,也不会发生尖端放电现象,保证了零件表面平整美观及内部材料的致密性。
4、进一步;所述的压板为耐火陶瓷板。
5、进一步:在耐火陶瓷压板自重无法满足整形所需压力时,在耐火陶瓷压板顶部设有配重块。
6、进一步:所述的压板通过滑套固定在等离子弧上,压板在滑套内能自由上下滑动。
7、进一步:所述的压板底面为平面状或者圆弧状;当为圆弧状时,得到的是内凹圆弧形的槽形条带。
8、进一步:压板设在等离子弧运行方向的正后方5-10mm位置。
9、本发明的积极效果是:在等离子弧上加装一个可上下滑动的耐火陶瓷压板,装置简单实用可靠,对等离子熔融堆积的打印条带整形作用效果显著,不会发生打印过程金属液体向两个外侧流淌现象,即减少了材料浪费,也保证了外观整洁,打印厚壁零件时提高了打印零件内部的致密性,充分发挥了等离子3d打印的优质高效低成本优势。
技术特征:
1.一种金属零件等离子3d打印成型的方法,其特征在于,它是以转移弧等离子束流作为热源,以金属丝材作为打印材料,在等离子弧运行方向的正后方设置一块压板,压板的材质应耐高温且与金属材料不发生反应;打印时压板与等离子弧同步运行,随着等离子弧的向前移动,压板的底部对半凝固状态的熔融材料施加压力,将熔融条带中部的凸起部位压平或略呈凹陷状,实现整形。
2.如权利要求1所述的金属零件等离子3d打印成型的方法,其特征在于,所述的压板为耐火陶瓷板。
3.如权利要求2所述的金属零件等离子3d打印成型的方法,其特征在于,在耐火陶瓷压板顶部设有配重块。
4.如权利要求1所述的金属零件等离子3d打印成型的方法,其特征在于,所述的压板通过滑套固定在等离子弧上,压板在滑套内能自由上下滑动。
5.如权利要求1所述的金属零件等离子3d打印成型的方法,其特征在于,所述的压板底面为平面状或者圆弧状;当为圆弧状时,得到的是内凹圆弧形的槽形条带。
6.如权利要求1所述的金属零件等离子3d打印成型的方法,其特征在于,压板设在等离子弧运行方向的正后方5-10mm位置。
技术总结
本发明公开了一种金属零件等离子3D打印成型的方法,它是以转移弧等离子束流作为热源,以金属丝材作为打印材料,在等离子弧运行方向的正后方设置一块压板,压板的材质应耐高温且与金属材料不发生反应;打印时压板与等离子弧同步运行,随着等离子弧的向前移动,压板的底部对半凝固状态的熔融材料施加一定压力,将熔融条带中部的凸起部位压平或略呈凹陷状,实现整形。这样在打印薄壁零件时,其上的熔融材料就不会向两侧流淌,打印厚壁零件平行熔融时,也不会发生尖端放电现象,保证了零件表面平整美观及内部材料的致密性。
技术研发人员:王通,田成海,姬强,李惠琪,刘宁
受保护的技术使用者:青岛西姆耐磨材料科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!