一种用于加工机床主轴的自动化夹具及其使用方法与流程
本发明涉及自动化夹具装备领域,具体为一种用于加工机床主轴的自动化夹具及其使用方法。
背景技术:
1、由于现代科学技术不断创新的蓬勃发展,全行各业逐渐多地引入机械化自动化,机械加工工艺成为一门蓬勃发展持续时间突破百年的工艺技术,发展至此,同时也发现有利用机器自动实现机械切削加工的装置,机械设备是车间中最常用的机械加工装置,而传统机械设备都是必须员工实行手动操纵,即便是现在主流的数字控制机械设备,也是一类带有程序控制系统的智能化机械设备,主要是利用数据信息载体提供数控装置。经计算处理后由数控装置发射各类调节指令,调节电机的动态,按图样规定的外形和规格执行有关特种加工,列入各类零部件的切割工序,车削机械加工、铣床机械加工、钻削机械加工、铣刀机械加工、打磨机械加工等,但在现有技术中,数控系统在生产时很多时候也处于半自动化,通常还必须人力执行装夹,当工件生产结束后,人员对工件执行拆卸、换装,通常为了保证生产效果一部数控系统都必须一名员工守着,执行手工装配和拆卸,不能自觉执行工件的位置、夹紧、换装,导致了剩余劳动力耗费较大,成本增加。
技术实现思路
1、为了克服上述现有技术存在的缺陷,本发明的目的在于提供一种用于加工机床主轴的自动化夹具及其使用方法,以解决现有机床主轴加工无法实现一次装夹完成多个工序的技术问题。
2、本发明是通过以下技术方案来实现:
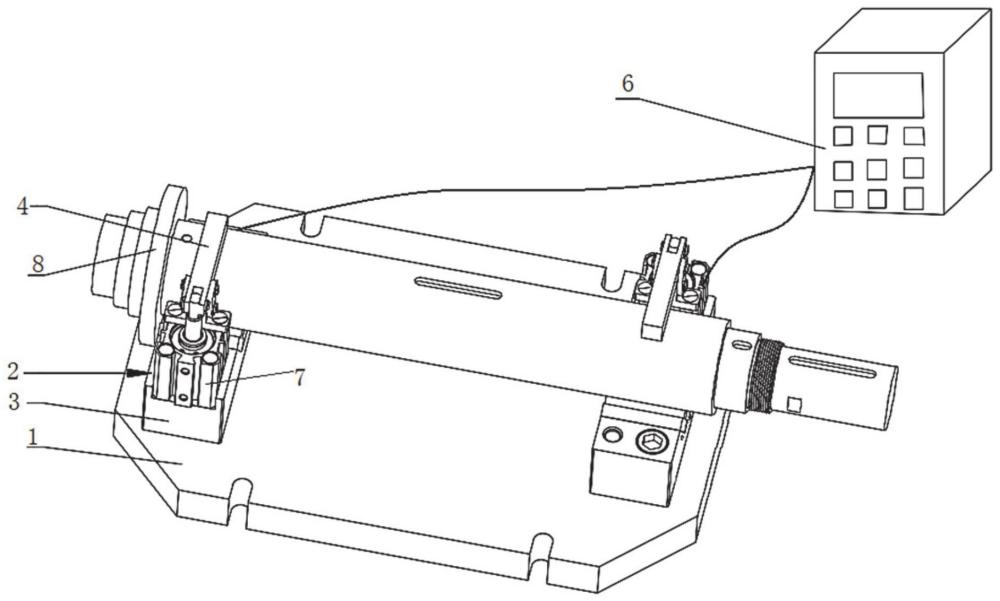
3、一种用于加工机床主轴的自动化夹具,包括装夹组件和控制柜,所述装夹组件包括夹具底座和两组装夹机构,两组装夹机构分别并排设置在夹具底座上,两组装夹机构分别夹持在机床主轴的两端轴体上,两组装夹机构上分别设有定位装置和夹紧装置,其中一组装夹机构的上设有第一定位传感器,所述控制柜分别与两组装夹机构的定位装置、夹紧装置以及第一定位传感器连接,用于控制两组装夹机构对机床主轴进行自动化检测和夹持。
4、优选的,两组装夹机构的结构相同,所述装夹机构包括装夹底座,所述装夹底座装配在夹具底座上,所述装夹底座上设有液压缸装配槽和工件装配槽,所述夹紧装置包括压板和液压缸,所述液压缸装配在液压缸装配槽内,所述控制柜与液压缸控制连接;所述压板设置在液压缸的升降轴端,并通过控制柜控制液压缸带动压板进行升降运动,所述工件装配槽位于压板的正下方,所述定位装置包括两组定位垫块,两组定位垫块分别装配在工件装配槽两侧,所述机床主轴的端部轴体放置在工件装配槽内,且机床主轴的端部轴体两侧分别对应压设在两组定位垫块上,所述压板通过控制柜控制液压缸压设在机床主轴的端部轴体上。
5、进一步的,第一定位传感器设置在其中一组装夹机构的装夹底座的外侧壁上,所述机床主轴的对应侧端部设有衬套,所述衬套与第一定位传感器接触,用于对机床主轴的横向定位检测,所述第一定位传感器与控制柜线路连接。
6、进一步的,工件装配槽的结构呈v型槽,两组定位垫块分别固定在v型槽的两侧斜边处。
7、更进一步的,定位垫块包括安装板和垫块,所述垫块设置在安装板上,且垫块与机床主轴的轴体平行设置,所述垫块上设有第二定位传感器,用于对机床主轴纵向定位检测,所述安装板装配在v型槽的斜边处。
8、进一步的,压板一端与液压缸的升降轴端通过铰接连接设置。
9、优选的,夹具底座的两侧分别开设有安装孔,两组装夹机构分别通过螺栓贯穿安装孔固定在夹具底座上。
10、优选的,两组装夹机构在夹具底座上的位置为同向或反向设置。
11、优选的,控制柜内设有控制器,所述控制器的输入端连接信号输入模块,控制器的输出端连接信号输出模块的输入端,信号输入模块的输入端连接第一定位传感器和定位装置,信号输出模块的输出端连接开关信号模块和人机交互模块的输入端,开关信号模块的输出端连接夹紧装置,人机交互模块用于显示定位检测信息。
12、一种用于加工机床主轴的自动化夹具的使用方法,基于上述所述的一种用于加工机床主轴的自动化夹具,包括如下过程:
13、将机床主轴放置在两组装夹机构上,其中机床主轴的两端轴体分别放置在两组装夹机构中的装夹底座的工件装配槽内,通过其中一组装夹底座外侧壁的第一定位传感器对机床主轴对应端的衬套接触,从而实现对机床主轴的横向定位,通过机床主轴的轴体与装夹机构的定位装置接触,从而对机床主轴的纵向定位,第一定位传感器和定位装置将检测数据传递至控制柜内,并通过控制柜控制夹紧装置压紧在机床主轴的轴体上。
14、与现有技术相比,本发明具有以下有益的技术效果:
15、本发明提供了一种用于加工机床主轴的自动化夹具,通过控制柜对装夹组件进行自动化工序操作,提高了对机床主轴的自动化夹紧工作,两组装夹组件分布在夹具底座上,且两组装夹机构上分别设有定位装置和夹紧装置,其中一组装夹机构的上设有第一定位传感器,控制柜分别与两组装夹机构的定位装置、夹紧装置以及第一定位传感器连接,采用接触式传感器技术,有效的改善了对机床主轴的准确定位,同时通过控制柜控制夹紧装置对机床主轴进行夹紧工作,实现一次装夹完成多个工序,提高了工作效率。
16、进一步的,装夹机构包括装夹底座,装夹底座装配在夹具底座上,装夹底座上设有液压缸装配槽和工件装配槽,夹紧装置包括压板和液压缸,液压缸装配在液压缸装配槽内,控制柜与液压缸控制连接;压板设置在液压缸的升降轴端,并通过控制柜控制液压缸带动压板进行升降运动,使得压板能够将机床主轴压紧在工件装配槽内,工件装配槽位于压板的正下方,定位装置包括两组定位垫块,两组定位垫块分别装配在工件装配槽两侧,机床主轴的端部轴体放置在工件装配槽内,且机床主轴的端部轴体两侧分别对应压设在两组定位垫块上,所述压板通过控制柜控制液压缸压设在机床主轴的端部轴体上,提高了对机床主轴装配的稳定性,压板可以在一定的夹紧力下将其牢固地固定,从而大大提高了对机床主轴的加工精度。
17、进一步的,第一定位传感器设置在其中一组装夹机构的装夹底座的外侧壁上,机床主轴的对应侧端部设有衬套,所述衬套与第一定位传感器接触,用于对机床主轴的横向定位检测,第一定位传感器与控制柜线路连接,通过第一定位传感器能够准确对机床主轴的横向进行定位,提高了横向定位精度。
18、进一步的,工件装配槽的结构呈v型槽,两组定位垫块分别固定在v型槽的两侧斜边处,使得机床主轴的轴体两侧能够放置在v型槽的两侧斜边处的定位垫块上,提高了对机床主轴装配的稳定性。
19、进一步的,定位垫块包括安装板和垫块,垫块设置在安装板上,且垫块与机床主轴的轴体平行设置,垫块上设有第二定位传感器,用于对机床主轴纵向定位检测,通过第二定位传感器能够准确对机床主轴的纵向进行定位,提高了纵向定位精度。
20、进一步的,控制器得的输入与定位传感器相结合,以及将开关信号模以及人机交互模组相结合,可以有效地完成机床主轴的智能化位置定位与装夹,从而大大提升了系统的运行效率。
21、本发明还提供了一种用于加工机床主轴的自动化夹具的使用方法,该夹具可以利用接触式传感器技术准确定位机床主轴,从而大幅提升机床主轴定位的精度,并且能够更有效地完成机床主轴的自动化定位和装夹任务。
- 还没有人留言评论。精彩留言会获得点赞!