气钉枪枪体加工组合生产线的制作方法
本发明涉及气钉枪枪体加工组合生产线,属于气钉枪加工设备领域。
背景技术:
1、气钉枪主要由枪体、气缸、平衡阀、开关组件、撞针组件、缓冲垫、枪嘴、枪槽等部件组成。其中枪体通常采用金属材料制成,在枪体制造成型后,还需要对枪体内的枪口内孔、导气孔、扳机孔等进行打磨抛光,对各个位置的装配平面进行加工,对螺纹底孔、各个螺丝安装孔进行攻丝,以及对枪体进行清洗(即需要对枪体进行铣平面、镗内孔、攻丝、冲洗等)。已有方式通常是每加工一个部位,就由工人将枪体放到对应的加工设备中,待该部位加工完成后,再由工人将枪体取出,并放到下一个对应的加工设备中,操作十分麻烦,导致生产效率十分低,且工人劳动强度大,需要大量工人进行操作,人工工资高,导致制造成本提高。
技术实现思路
1、本发明的目的是为了克服已有技术存在的缺点,提供一种全自动加工,无需工人操作,生产效率高,操作方便,降低制造成本的气钉枪枪体加工组合生产线。
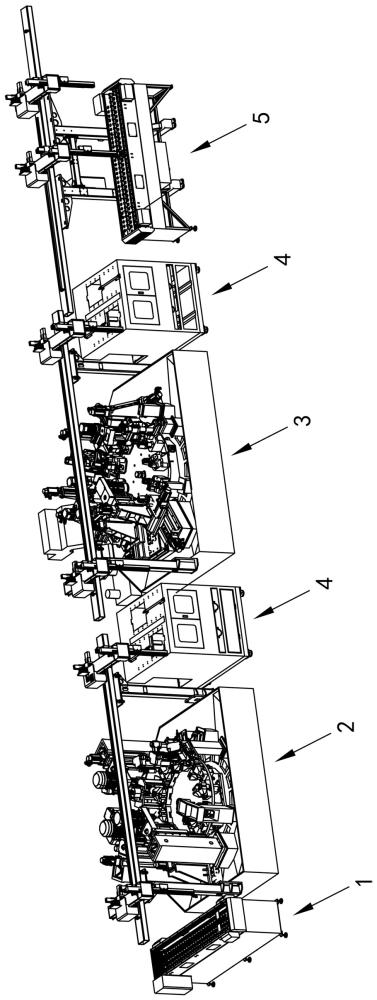
2、本发明气钉枪枪体加工组合生产线的技术方案是:包括上料输送带、第一次组合加工机构、第二次组合加工机构、高压清洗机构、出料输送带,所述的第一次组合加工机构包括第一机架,在第一机架的两侧设置第一支架,第一支架上设置第一滑轨,第一滑轨上设置两组第一滑座,各组第一滑座上分别设置第一机械手,在第一机架的中心设置第一转动座,第一转动座上设置第一转盘,第一转盘经动力带动旋转,第一转盘上呈环形设置十二组第一工装夹具,所述的第一机架上呈环形依次设置有十一个安装架,在第一个安装架上设置第一上料检测传感器和第一单钻头,第二个安装架上设置第一镗刀,第三个安装架上设置第一铣刀,第四个安装架上设置第二镗刀,第五个安装架上设置第一群钻头,第六个安装架上设置第二群钻头,第七个安装架上设置第三群钻头,第八个安装架上设置第三镗刀,第九个安装架上设置第二单钻头,第十个安装架上设置第三单钻头,第十一个安装架上设置第四单钻头,所述的第二次组合加工机构包括第二机架,在第二机架的两侧设置第二支架,第二支架上设置第二滑轨,第二滑轨上设置两组第二滑座,各组第二滑座上分别设置第二机械手,在第二机架的中心设置第二转动座,第二转动座上设置第二转盘,第二转盘经动力带动旋转,第二转盘上呈环形设置十二组第二工装夹具,所述的第二机架上呈环形依次设置有十个固定架,在第一个固定架上设置第二上料检测传感器,第二个固定架上设置第二铣刀,第三个固定架上设置第三铣刀,第四个固定架上设置第四铣刀,第五个固定架上设置第五单钻头,第六个固定架上设置第六单钻头,第七个固定架上设置第四群钻头,第八个固定架上设置第七单钻头,第九个固定架上设置第八单钻头,第十个固定架上设置第九单钻头,所述的高压清洗机构为两组,在第一次组合加工机构与第二次组合加工机构之间设置一组高压清洗机构,在第二次组合加工机构与出料输送带5之间设置一组高压清洗机构,所述的高压清洗机构包括清洗箱体,清洗箱体的上部开有进出料口,清洗箱体的前侧设置箱门,在清洗箱体中设置转动座,转动座经旋转气缸带动旋转,在转动座上设置清洗座,清洗座上设置四面清洗管、内孔清洗管和前后移动气缸,前后移动气缸的活塞杆连接前后移座,前后移座上设置底孔清洗管,在清洗箱体位于转动座的下方设置接料盘,接料盘中制有过滤孔,在接料盘的下方设置接液盘,接液盘的一侧设置高压水泵。
3、进一步地,所述的出料输送带的一侧设置第三支架,第三支架上设置第三滑轨,第三滑轨上设置两组第三滑座,各组第三滑座上分别设置第三机械手。
4、本发明气钉枪枪体加工组合生产线的有益效果是:一、将各种钻头、镗刀、铣刀呈环形分布安装在第一机架的安装架上,组成第一次组合加工机构,对枪体正面的各个孔位、槽口、表面等进行铣平面、镗内孔、攻丝等,再将各种钻头、镗刀、铣刀呈环形分布安装在第二机架的固定架上,组成第二次组合加工机构对枪体背面的各个孔位、槽口、表面等进行铣平面、镗内孔、攻丝等,呈流水线均匀分布,自动对枪体进行加工,操作更加方便,提高了生产效率,无需工人操作,降低了制造成本;二、双工位的清洗座结合转动座,可对枪体一边高压冲洗,一边旋转,旋转到位后,空置的清洗座可再放入一个待清洗的枪体,而已经完成清洗的枪体,则由机械手夹出,从而能有效的提高清洗效率;三、接料盘可回收冲洗出的碎屑,过滤孔可过滤切削液,接液盘可回收切削液,通过高压水泵重复循环使用,降低制造成本。
技术特征:
1.气钉枪枪体加工组合生产线,其特征在于:包括上料输送带(1)、第一次组合加工机构(2)、第二次组合加工机构(3)、高压清洗机构(4)、出料输送带(5),所述的第一次组合加工机构(2)包括第一机架(21),在第一机架(21)的两侧设置第一支架(22),第一支架(22)上设置第一滑轨(23),第一滑轨(23)上设置两组第一滑座(24),各组第一滑座(24)上分别设置第一机械手(25),在第一机架(21)的中心设置第一转动座(26),第一转动座(26)上设置第一转盘(27),第一转盘(27)经动力带动旋转,第一转盘(27)上呈环形设置十二组第一工装夹具(28),所述的第一机架(21)上呈环形依次设置有十一个安装架(29),在第一个安装架(29)上设置第一上料检测传感器(30)和第一单钻头(31),第二个安装架(29)上设置第一镗刀(32),第三个安装架(29)上设置第一铣刀(33),第四个安装架(29)上设置第二镗刀(34),第五个安装架(29)上设置第一群钻头(35),第六个安装架(29)上设置第二群钻头(36),第七个安装架(29)上设置第三群钻头(37),第八个安装架(29)上设置第三镗刀(38),第九个安装架(29)上设置第二单钻头(39),第十个安装架(29)上设置第三单钻头(40),第十一个安装架(29)上设置第四单钻头(41),所述的第二次组合加工机构(3)包括第二机架(51),在第二机架(51)的两侧设置第二支架(52),第二支架(52)上设置第二滑轨(53),第二滑轨(53)上设置两组第二滑座(54),各组第二滑座(54)上分别设置第二机械手(55),在第二机架(51)的中心设置第二转动座(56),第二转动座(56)上设置第二转盘(57),第二转盘(57)经动力带动旋转,第二转盘(57)上呈环形设置十二组第二工装夹具(58),所述的第二机架(51)上呈环形依次设置有十个固定架(59),在第一个固定架(59)上设置第二上料检测传感器(60),第二个固定架(59)上设置第二铣刀(61),第三个固定架(59)上设置第三铣刀(62),第四个固定架(59)上设置第四铣刀(63),第五个固定架(59)上设置第五单钻头(64),第六个固定架(59)上设置第六单钻头(65),第七个固定架(59)上设置第四群钻头(66),第八个固定架(59)上设置第七单钻头(67),第九个固定架(59)上设置第八单钻头(68),第十个固定架(59)上设置第九单钻头(69),所述的高压清洗机构(4)为两组,在第一次组合加工机构(2)与第二次组合加工机构(3)之间设置一组高压清洗机构(4),在第二次组合加工机构(3)与出料输送带(5)之间设置一组高压清洗机构(4),所述的高压清洗机构(4)包括清洗箱体(71),清洗箱体(71)的上部开有进出料口(72),清洗箱体(71)的前侧设置箱门(73),在清洗箱体(71)中设置转动座(74),转动座(74)经旋转气缸(75)带动旋转,在转动座(74)上设置清洗座(76),清洗座(76)上设置四面清洗管(77)、内孔清洗管(78)和前后移动气缸(79),前后移动气缸(79)的活塞杆连接前后移座(80),前后移座(80)上设置底孔清洗管(81),在清洗箱体(71)位于转动座(74)的下方设置接料盘(82),接料盘(82)中制有过滤孔(83),在接料盘(82)的下方设置接液盘(84),接液盘(84)的一侧设置高压水泵(85)。
2.如权利要求1所述的气钉枪枪体加工组合生产线,其特征在于:所述的出料输送带(5)的一侧设置第三支架(91),第三支架(91)上设置第三滑轨(92),第三滑轨(92)上设置两组第三滑座(93),各组第三滑座(93)上分别设置第三机械手(94)。
技术总结
气钉枪枪体加工组合生产线,包括上料输送带、第一次组合加工机构、第二次组合加工机构、高压清洗机构、出料输送带。将各种钻头、镗刀、铣刀呈环形分布安装在第一机架的安装架上,组成第一次组合加工机构,对枪体正面的各个孔位、槽口、表面等进行铣平面、镗内孔、攻丝等,再将各种钻头、镗刀、铣刀呈环形分布安装在第二机架的固定架上,组成第二次组合加工机构对枪体背面的各个孔位、槽口、表面等进行铣平面、镗内孔、攻丝等,呈流水线均匀分布,自动对枪体进行加工,操作更加方便,提高了生产效率,无需工人操作,降低了制造成本。
技术研发人员:应云富,应益,朱晓华,祝海军
受保护的技术使用者:江西速成科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!