一种复杂结构薄壁零件的机械加工方法与流程
本发明涉及机械加工,具体是一种复杂结构薄壁零件的机械加工方法。
背景技术:
1、复杂结构的薄壁零件一直是机加行业的难点,在机械加工过程中,有装夹定位困难、装夹变形、加工变形、应力变形等各种各样的难以控制问题,目前常用的加工方式是针对零件结果做仿形夹具以固定和支撑零件。
2、现有的仿形夹具加工方法,是以零件半精加工、精加工时候的模型形状作为工装夹具的形状,在零件半精加工、精加工时将零件固定在工装上进行机械加工。通常一个零件的半精加工、精加工需要配套做至少4副工装,工装的设计和加工亦需要大量的时间,工装的成本较高;而针对稍大一点的零件,其工装的大小和重量也会相应增大,也增加了操作者的劳动量和操作难度;而对于不同零件则需要做不同的工装夹具配套,使用仿形工装夹具加工的方法不具有通用性。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提出一种复杂结构薄壁零件的机械加工方法,以解决上述存在的问题。
2、本发明的目的是通过以下技术方案来实现的:一种复杂结构薄壁零件的机械加工方法,包括以下步骤:
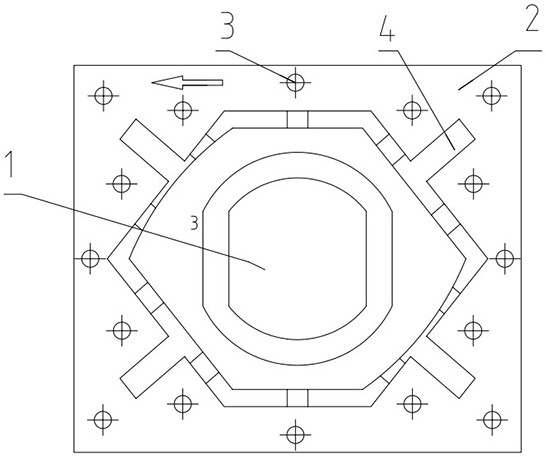
3、s1、在零件周围设计工艺围框;
4、s2、在工艺围框上开设应力释放缺口或应力释放孔;
5、s3、将零件和工艺围框装夹,并对零件、工艺围框、应力释放缺口和应力释放孔进行粗加工;
6、s4、先对零件升温至200~220℃,保温2~3小时后降温,再对零件进行振动时效处理;
7、s5、将零件和工艺围框装夹在工作台上,在零件和工作台之间填充膨胀填充剂后进行半精铣加工;
8、s6、去除膨胀填充剂;
9、s7、先对零件升温至200~220℃,保温2~3小时后降温,再对零件进行深冷处理;
10、s8、将零件和工艺围框装夹在工作台上,在零件和工作台之间填充膨胀填充剂,精铣工艺围框和零件,其中,切削深度控制在壁厚5~8%内,进给率为0.05~0.1mm/r;
11、s9、去除膨胀填充剂后去除工艺围框。
12、振动时效处理为使用激振器分析出7个组谐波频率,选取5组做振动时效处理,其中至少两组的最大加速度为30~70 m/s²。
13、在步骤s3中,使用虎钳对零件和工艺围框进行装夹。
14、在步骤s5和步骤s8中,使用压板将零件和工艺围框装夹在工作台上。
15、在步骤s5和步骤s8中,加工前需重新加工工艺围框使其与零件两端基准面统一。
16、应力释放缺口设置在工艺围框每条边的中间位置,应力释放孔设置在围框两条边相交的尖角位置。
17、所述深冷处理为,将零件降温至-196~-180℃后,保温20~60min,随后升温至-5~5℃。
18、使用液氮将零件降温至-196~-180℃。
19、本发明的有益效果是:
20、(1) 对于结构复杂的薄壁零件,使用本方法可以节省专用仿形夹具的设计和制作时间,节省工装夹具的制作成本,同时可以提高零件装夹定位的操作便利性,减少操作者的劳动强度,提高生产效率。
21、(2) 半精加工时使用膨胀填充剂代替专用仿形工装支撑固定零件,膨胀填充剂具有一定的膨胀性,可使零件与工装台之间的空间时填充紧密,其发泡膨胀时自行往有空洞的地方膨发,多余的发泡剂可随填充入口自行溢出,不会导致零件被膨发力挤压变形,膨胀填充剂具有一定的粘性,在支撑零件的同时,还可使零件与工作台之间有一定的粘合力,减少震动变形。
22、(3) 精加工时使用混合了加强剂的膨胀填充剂,加强剂为一种固体粉末,与发泡剂不产生化学反应,可以增加膨胀的物理强度,减小粘性,增加膨胀填充剂的支撑性和易去除性,减小去除膨胀填充剂时对零件表面质量的影响。
23、(4) 本发明为一种不需要工装夹具即可加工复杂结构薄壁零件的方法,使用该方法,可省去工装夹具的设计和制作环节,节省成本;加工时不需要使用工装夹具,使零件加工操作变得简单,同时使零件加工不受零件形状限制,使零件装夹定位准确,减少装夹变形,并能减少机加变形;该方法具有通用性,零件形状、大小的改变依然适用于以此方法加工。
技术特征:
1.一种复杂结构薄壁零件的机械加工方法,其特征在于,包括以下步骤:
2. 根据权利要求1所述的一种复杂结构薄壁零件的机械加工方法,其特征在于:振动时效处理为使用激振器分析出7个组谐波频率,选取5组做振动时效处理,其中至少两组的最大加速度为30~70 m/s²。
3.根据权利要求1所述的一种复杂结构薄壁零件的机械加工方法,其特征在于:在步骤s3中,使用虎钳对零件和工艺围框进行装夹。
4.根据权利要求1所述的一种复杂结构薄壁零件的机械加工方法,其特征在于:在步骤s5和步骤s8中,使用压板将零件和工艺围框装夹在工作台上。
5.根据权利要求1所述的一种复杂结构薄壁零件的机械加工方法,其特征在于:在步骤s5和步骤s8中,加工前需重新加工工艺围框使其与零件两端基准面统一。
6.根据权利要求1所述的一种复杂结构薄壁零件的机械加工方法,其特征在于:应力释放缺口设置在工艺围框每条边的中间位置,应力释放孔设置在围框两条边相交的尖角位置。
7.根据权利要求1所述的一种复杂结构薄壁零件的机械加工方法,其特征在于:所述深冷处理为,将零件降温至-196~-180℃后,保温20~60min,随后升温至-5~5℃。
8.根据权利要求7所述的一种复杂结构薄壁零件的机械加工方法,其特征在于:使用液氮将零件降温至-196~-180℃。
技术总结
本发明公开了一种复杂结构薄壁零件的机械加工方法,设置工艺围框,在工艺围框上设置应力释放缺口和应力释放孔,依次进行粗加工‑低温去应力、振动时效处理‑半精加工‑低温去应力、深冷处理‑精加工。本发明的有益效果:本发明为一种不需要工装夹具即可加工复杂结构薄壁零件的方法,使用该方法,可省去工装夹具的设计和制作环节,节省成本;加工时不需要使用工装夹具,使零件加工操作变得简单,同时使零件加工不受零件形状限制,使零件装夹定位准确,减少装夹变形,并能减少机加变形;该方法具有通用性,零件形状、大小的改变依然适用于以此方法加工。
技术研发人员:牟宏昌,王鸿斐,涂怡然,罗勇
受保护的技术使用者:四川九洲电器集团有限责任公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!