一种供直轧使用的连铸坯的制作方法与流程
[0001]
本发明涉及冶金技术领域,尤其涉及一种供直轧使用的连铸坯的制作方法。
背景技术:
[0002]
转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包、结晶器、拉矫机等。目前棒材的生产工艺中就是从连铸机向轧机提供连铸方坯,根据铸坯温度和工艺流程不同,一般分为两种模式,1)连铸坯热装轧制工艺:指连铸坯温度尚未降到700℃以下,其金相组织尚未发生相变,此时将铸坯直接送入加热炉,从700-1000℃加热到轧制温度后轧制;2)冷装轧制:指的是传统的冷连铸坯装炉加热后轧制。这两种生产轧制模式的缺陷在于:高温铸坯冷却后再加热容易造成大量的能量损失,加热过程也耗费了大量的能量;轧钢加热炉的建设投资、日常维护、材料消耗、燃气消耗等也将耗费巨大的经济投入,且易发生连铸开浇事故,成本较高。
技术实现要素:
[0003]
针对现有连铸坯直接轧制时铸坯表面温度无法满足直轧要求、能耗大、成本高、易发生开浇事故的问题,本发明提供一种供直轧使用的连铸坯的制作方法。
[0004]
为达到上述发明目的,本发明实施例采用了如下的技术方案:
[0005]
一种供直轧使用的连铸坯的制作方法,其特征在于:将精炼后的钢水注入中间包,通过所述中间包将所述钢水转入结晶器中使所述钢水成形并凝固结晶,得到铸件,再将所述铸件通过拉矫机拉出,得到连铸坯;
[0006]
所述中间包中的温度为1520-1535℃、过热度为15-35℃;
[0007]
所述结晶器内冷却水流量为140-160m
3
/h;
[0008]
所述拉矫机的拉速为2.4-2.6m/min。
[0009]
相对于现有技术,本发明提供的连铸坯的制作方法可以实现连铸坯从连铸机中拉出后直接进入轧机中进行轧制,免去了加热、补热和后处理工序,实现了连铸坯的直送、直接轧制技术。本发明提供的连铸坯的制作方法通过同时控制中间包的温度为1520-1535℃、结晶器中冷却水的流量和拉矫机的拉速,除了可使连铸坯切断后经高速辊道直接送至轧机,连铸坯表面温度基本达到常规轧制时开轧温度,还使得连铸坯中心温度比表面温度高很多,在轧机中易于变形深透,并利于铸坯内部缺陷的压合和消除,促进铸坯内部质量的改善。其中,结晶器冷却水流量控制在140~160m
3
/h,利于稳定连铸坯坯壳厚度,保证特定拉速下结晶器内初生坯壳厚度达到8-12mm的要求,避免发生漏钢事故。
[0010]
本发明提供的连铸坯的制作方法可以实现连铸坯从连铸机中拉出后直接进入轧机中进行轧制,免去了加热、补热,节省了大量能耗,降低铸坯生产成本,同时减少了连铸开浇事故,极大提高了生产的安全性。
[0011]
优选的,在方坯连铸机中完成,所述方坯连铸机的断面尺寸为(160-170)mm
×
(160-170)mm,基弧半径为6-7m。
[0012]
优选的,所述中间包选用φ21mm上水口并匹配φ20mm下水口。采用上述规格的上水口和下水口,有效解决了钢水向中间包浇注至中后期时因液面高度降低、钢水静压力减小,使中间包不能满液面浇注的情况。
[0013]
优选的,所述结晶器的长度为800-1000mm。
[0014]
优选的,所述结晶器内冷却水的进出口温差为7-10℃。
[0015]
优选的,控制所述拉矫机中的所述铸件的温度为1050-1100℃。拉矫机中的所述铸件的温度为1050-1100℃,可以保证连铸坯切割后的铸坯头部温度控制在950℃以上,铸坯尾部温度1050℃以上,进一步满足直轧要求。
[0016]
优选的,在所述结晶器与所述拉矫机之间设置三段配水控制所述拉矫机中的所述铸件的温度。设置三段配水在特定拉速下提高铸件冷却强度的同时,还保证连铸坯表面横向及纵向能同时均匀降温。
[0017]
优选的,所述三段配水依次包括足辊水、一区水和二区水,所述足辊水流量为9.0-11m
3
/h,所述一区水流量为13.5-14.5m
3
/h;所述二区水流量为8.0-8.5m
3
/h。上述三段配水及特定的流量控制可进一步提高连铸坯表面横向及纵向能同时均匀降温,提高连铸坯的质量,进一步促进铸坯进入轧制过程后内部质量的改善。
[0018]
优选的,所述精炼后的钢水中的化学元素质量含量为:c:0.22-0.24%,si:0.43-0.47%,mn:1.35-1.37%,v:0.070-0.075%,p≤0.04%,s≤0.03%,cr:0.18-0.21%,余量的fe和必可避免的杂质。
具体实施方式
[0019]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0020]
实施例
[0021]
一种供直轧使用的连铸坯的制作方法;该方法包括以下步骤:
[0022]
s1:将精炼后的钢水(钢水中的化学元素质量含量为:c:0.23%,si:0.45%,mn:1.36%,v:0.073%,p:0.03%,s:0.023%,cr:0.20%,余量的fe和必可避免的杂质)加入规格为6机6流全弧(基弧半径为7m)型165mm
×
165mm小方坯连铸机的中间包,所述中间包的上水口规格为φ21mm下水口规格为φ20mm,控制中间包的温度为1520-1535℃,过热度为15-35℃;
[0023]
s2:通过中间包将钢水分配进入6个长度分别为900mm的结晶器中,并控制结晶器内的冷却水的流量为140-160m
3
/h,结晶器内冷却水的进出口温差为7-10℃;
[0024]
s3:钢水在结晶器中成形并凝固结晶,得到铸件,再通过拉矫机将铸件拉出,控制拉矫机的拉速为2.4-2.6m/min,同时,在结晶器与拉矫机之间设置三段配水,使拉矫机中铸件的温度为1050-1100℃,保证了切割后铸坯头部温度在950℃以上,铸坯尾部温度在1050℃以上。
[0025]
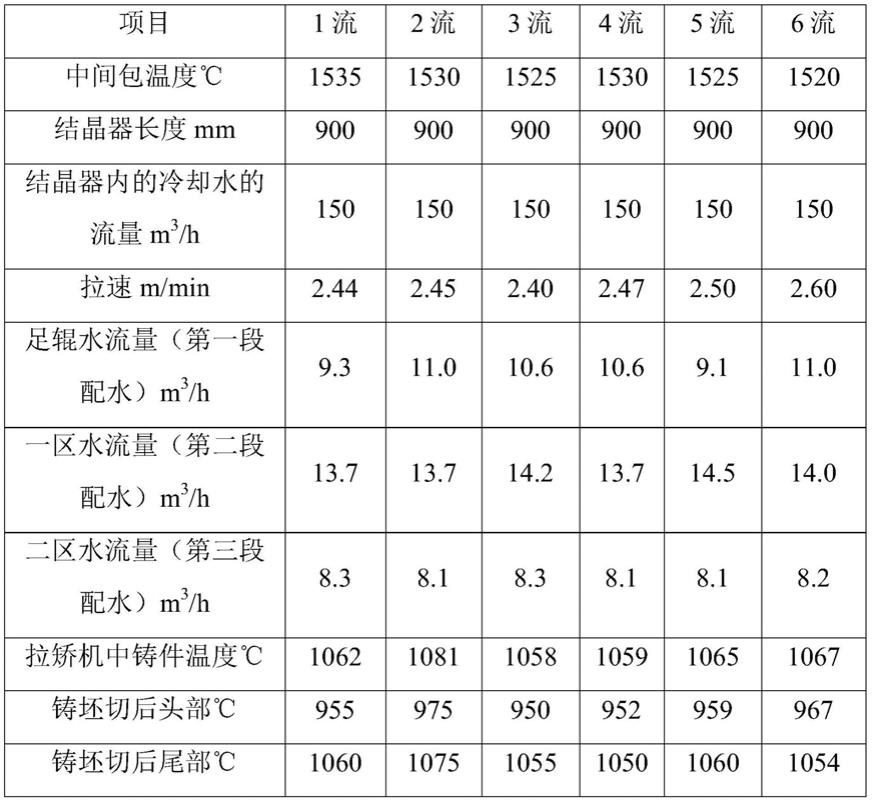
上述6机6流全弧型165mm
×
165mm小方坯连铸机中的每一流铸坯生产控制情况如表1所示。
[0026]
表1
[0027][0028]
上述1-6流制作得到的连铸坯切后可直接进入轧制机,完全满足轧制要求,不需要经过加热、补热或者后处理工序,避免了漏钢事故出现。
[0029]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1