一种中空结构无支撑CMT电弧成形方法与流程
一种中空结构无支撑cmt电弧成形方法
技术领域
1.本发明涉及3d打印技术领域,特别涉及一种中空结构无支撑cmt电弧成形方法。
背景技术:
2.cmt电弧增材技术是一种以电弧为热源的3d打印技术,通过丝材的添加,在程序的控制下,根据三维数字模型由线
‑
面
‑
体逐渐堆焊成形出金属零件。但是由于3d打印设备的单向制造特性,很多3d打印模型并不能直接打印,需要面向3d打印进行模型处理,如模型分割、模型支撑结构设计、模型切片等,尤其模型支撑结构设计。支撑结构是3d打印中必需考虑的问题,一方面对于悬垂或桥梁的模型结构,如不加支撑会因自身重力影响而坠落,最终导致模型无法打印成型;另一方面,添加支撑结构增加了材料成本,增加了后处理工作。因此,现有技术中一般的经验法则是:如果悬垂物与垂直方向倾斜的角度小于45
°
,那么可以不使用3d打印支撑结构打印该悬垂物;与垂直方向成45
°
以上角度的悬垂需要3d打印支撑结构。
技术实现要素:
3.本发明提供一种中空结构无支撑cmt电弧成形方法,解决现有技术中cmt电弧成形无法实现无支撑打印的技术问题。
4.为解决上述技术问题,本发明提供了一种中空结构无支撑cmt电弧成形方法,基于xyz三维坐标系执行打印操作;所述打印操作包括:
5.以a点在xy平面投影位置为起弧点,沿x轴方向向b点在xy平面的投影位置执行一层一道cmt电弧打印,完成一层打印后,焊枪沿z轴方向升高,沿x轴方向,进行多层一道的电弧堆焊,直至完成垂直壁ab 打印,其中,焊接速度的范围是0.2~0.3m/min,送丝速度的范围是 5~6m/min,焊接电流的范围是145~155a,焊接电压的范围是20~24v,单道焊缝宽度的范围是5.5~6.0mm,每层厚度的范围是3.5~4.0mm,道间停留时间的范围是25~30s;
6.在y轴方向上距离垂直壁ab一定距离处,以d点在xy平面投影位置为起弧点,沿x轴方向向c点在xy平面投影位置执行一层一道cmt 电弧打印,完成一层打印后,焊枪沿z轴方向升高,沿x轴方向,进行多层一道的电弧堆焊,直至完成垂直壁cd打印,其中,其中,焊接速度的范围是0.2~0.3m/min,送丝速度的范围是5~6m/min,焊接电流的范围是 145~155a,焊接电压的范围是20~24v,单道焊缝宽度的范围是5.5~6.0mm,每层厚度的范围是3.5~4.0mm,道间停留时间的范围是25~30s;
7.在垂直壁ab上,以垂直壁ab顶端a点作为起弧点,沿x轴方向进行一层一道打印,完成一层打印后,沿y轴方向继续推进增材建造打印,直至搭接上垂直壁cd,完成悬空金属结构打印,其中,焊枪倾斜角度范围是32
°
~34
°
,焊接速度的范围是0.1~0.2m/min,送丝速度范围是 1.5~2.0m/min,焊接电流范围是110~120a,焊接电压范围是15~18v,单道焊缝宽度范围是4.0~4.2mm,每层厚度的范围是1.5~2.0mm,道间停留时间保持60s~65s。
8.进一步地,所述打印操作采用的焊线的化学成分重量百分比为:c: 0.38~
0.45%,si:0.90~1.15%,mn:0.45~0.50%,cr:4.8~5.0%,mo: 1.20~1.40%,v:0.15~0.30%,p≤0.030%,s≤0.030%,余量为fe及不可避免杂质。
9.进一步地,所述沿y轴方向继续推进增材建造打印包括:
10.沿y轴方向平移1.5~2.0mm继续推进增材建造打印。
11.进一步地,所述垂直壁ab和所述垂直壁cd的壁厚的取值范围 5.5~6.0mm。
12.进一步地,所述悬空金属结构厚度范围是4.0~4.2mm。
13.进一步地,所述焊线化学成分重量百分比为:c:0.39%,si:0.91%, mn:0.47%,cr:4.8%,mo:1.34%,v:0.25%,p:0.015%,s≤0.0014%,余量为fe及不可避免杂质。
14.进一步地,所述焊线化学成分重量百分比为:c:0.42%,si:0.90%, mn:0.45%,cr:5.0%,mo:1.20%,v:0.25%,p:0.017%,s:0.002%,余量为fe及不可避免杂质。
15.本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
16.本申请实施例中提供的中空结构无支撑cmt电弧成形方法,通过逐层打印垂直壁、悬空金属结构;并具体通过焊枪倾斜角度,焊接速度,送丝速度,焊接电流,焊接电压,单道焊缝宽度,每层厚度,道间停留时间以及焊丝组分的限定实现悬空结构的无支撑打印,并且是全角度无支撑打印。
附图说明
17.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
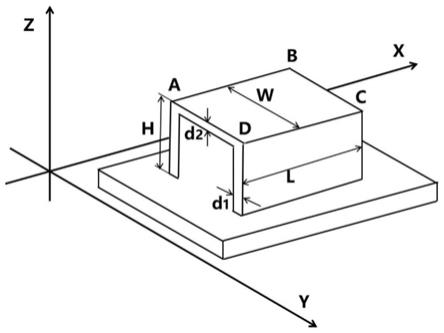
18.图1为本发明实施例提供的中空结构无支撑cmt电弧成形方法地示意图。
具体实施方式
19.本申请实施例通过提供一种中空结构无支撑cmt电弧成形方法,解决现有技术中cmt电弧成形无法实现无支撑打印的技术问题。
20.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细说明,应当理解本发明实施例以及实施例中的具体特征是对本申请技术方案的详细的说明,而不是对本申请技术方案的限定,在不冲突的情况下,本申请实施例以及实施例中的技术特征可以相互组合。
21.参见图1,一种中空结构无支撑cmt电弧成形方法,基于xyz三维坐标系执行打印操作;所述打印操作包括:
22.以a点在xy平面投影位置为起弧点,沿x轴方向向b点在xy平面的投影位置执行一层一道cmt电弧打印,完成一层打印后,焊枪沿z轴方向升高,沿x轴方向,进行多层一道的电弧堆焊,直至完成垂直壁ab 打印,其中,焊接速度的范围是0.2~0.3m/min,送丝速度的范围是 5~6m/min,焊接电流的范围是145~155a,焊接电压的范围是20~24v,单道焊缝宽度的范围是5.5~6.0mm,每层厚度的范围是3.5~4.0mm,道间停留时间的范围是25~30s。
23.在y轴方向上距离垂直壁ab一定距离处,以d点在xy平面投影位置为起弧点,沿x轴方向向c点在xy平面投影位置执行一层一道cmt 电弧打印,完成一层打印后,焊枪沿z轴方向升高,沿x轴方向,进行多层一道的电弧堆焊,直至完成垂直壁cd打印,其中,其中,焊接速
度的范围是0.2~0.3m/min,送丝速度的范围是5~6m/min,焊接电流的范围是 145~155a,焊接电压的范围是20~24v,单道焊缝宽度的范围是5.5~6.0mm,每层厚度的范围是3.5~4.0mm,道间停留时间的范围是25~30s。
24.在垂直壁ab上,以垂直壁ab顶端a点作为起弧点,沿x轴方向进行一层一道打印,完成一层打印后,沿y轴方向继续推进增材建造打印,直至搭接上垂直壁cd,完成悬空金属结构打印,其中,焊枪倾斜角度范围是32
°
~34
°
,焊接速度的范围是0.1~0.2m/min,送丝速度范围是1.5~2.0m/min,焊接电流范围是110~120a,焊接电压范围是15~18v,单道焊缝宽度范围是4.0~4.2mm,每层厚度的范围是1.5~2.0mm,道间停留时间保持60s~65s。
25.以任一垂直壁顶端外侧顶点为起点,如图中的a、b、c、d中任一一点均可作为起点。本发明中为说明方便,以a点为起点。沿x轴方向打印一层一道悬空金属结构。为了防止后续打印水平悬空薄壁前一道熔深被后一道熔深烧穿,需要综合考虑悬空薄壁的成形情况和薄壁厚度,开发特定工艺:
①
确定水平悬空薄壁壁厚d2:进行h13钢垂直壁打印时,使用的热输入比较高,但是在打印水平悬空薄壁时,需要使用较小的热输入打印水平悬空直臂,以防止液态金属坍塌;
②
确定焊枪倾斜角度:保证悬空直壁的能够水平成形,且焊道均匀、平整,保障增材质量。
26.道间停留时间保持60
‑
65s,以保证成形效果。
27.进一步地,所述打印操作采用的焊线的化学成分重量百分比为:c: 0.38~0.45%,si:0.90~1.15%,mn:0.45~0.50%,cr:4.8~5.0%,mo: 1.20~1.40%,v:0.15~0.30%,p≤0.030%,s≤0.030%,余量为fe及不可避免杂质。
28.进一步地,所述沿y轴方向继续推进增材建造打印包括:
29.沿y轴方向平移1.5~2.0mm继续推进增材建造打印。
30.进一步地,所述垂直壁ab和所述垂直壁cd的壁厚的取值范围 5.5~6.0mm。
31.进一步地,所述悬空金属结构厚度范围是4.0~4.2mm。
32.进一步地,所述焊线化学成分重量百分比为:c:0.39%,si:0.91%, mn:0.47%,cr:4.8%,mo:1.34%,v:0.25%,p:0.015%,s≤0.0014%,余量为fe及不可避免杂质。
33.进一步地,所述焊线化学成分重量百分比为:c:0.42%,si:0.90%, mn:0.45%,cr:5.0%,mo:1.20%,v:0.25%,p:0.017%,s:0.002%,余量为fe及不可避免杂质。
34.实施例1打印中空结构1,具体步骤如下:
35.1、打印两垂直壁,开始时,本实例选择a点在xy平面投影位置为起弧点,沿x轴方向向b点在xy平面的投影位置开始一层一道h13钢焊丝cmt电弧打印,焊道a到b长度100mm,焊枪沿z轴方向升高4.0mm,重复第一道焊接方向,进行二层一道的电弧堆焊,如此进行7次,完成8 层电弧cmt打印,形成高度为32mm垂直壁ab,垂直壁厚d1为6.0mm;之后在y轴方向上距离垂直壁ab为36mm处基板上,选择d点在xy平面投影位置为起弧点沿x轴方向向c点在xy平面投影位置打印,重复上述过程,cmt打印出等高的垂直壁cd。所使用cmt电弧工艺参数为:焊接速度0.3m/min,送丝速度6m/min,焊接电流155a,焊接电压23v,单道焊缝宽度6.0mm,每层厚度4.0mm,道间停留时间30s;
36.2、在垂直壁上,沿x轴方向增材建造一层悬空金属结构。打印第一层时,选择垂直壁ab顶端a点作为起弧点,沿x轴方向(即a
→
b方向) 进行一层一道打印,该层悬空金属厚度d2=4.2mm。所使用cmt电弧工艺参数为:焊枪倾斜角度为34
°
,焊接速度0.2m/min,送丝速度
1.7m/min,焊接电流115a,焊接电压17v,单道焊缝宽度4.2mm,每层层厚2.0mm。
37.保持悬空金属结构厚d2=4.2mm不变,沿y轴方向继续推进增材建造打印,直至搭接上另一面垂直壁。继续打印时,焊枪沿y轴方向平移2.0mm,以a点所在侧边对应起点作为起弧点,沿x轴方向向b点所在侧边对应终点进行第二层打印。如此进行17次,完成18层堆焊,直至推进搭接上另一面的垂直壁cd,形成闭合。所使用cmt电弧工艺参数为:焊枪倾斜角度为34
°
,焊接速度0.2m/min,送丝速度1.7m/min,焊接电流115a,焊接电压17v,单道焊缝宽度4.2mm,每层层厚2.0mm,道间停留时间62s。
38.4、中空结构尺寸:32mm
×
36mm
×
100mm(高
×
宽
×
长),d1=6.0mm, d2=4.2mm,见图1。
39.发明中采用的h13钢焊线的化学成分重量百分比为:c:0.39%,si: 0.91%,mn:0.47%,cr:4.8%,mo:1.34%,v:0.25%,p:0.015%,s≤0.0014%,余量为fe及不可避免杂质;
40.最终打印结构件1力学指标见下表,性能达到锻件使用标准。
41.编号抗拉强度/mpa延伸率/%显微硬度/hv试样1124415.5549试样2124915.2554
42.实施例2打印中空结构2,具体步骤如下:
43.1、打印两垂直壁,开始时,本实例选择d点在xy平面投影位置为起弧点,沿x轴方向向c点在xy平面的投影位置开始一层一道h13钢焊丝cmt电弧打印,焊道d到c长度120mm,焊枪沿z轴方向升高3.5mm,重复第一道焊接方向,进行二层一道的电弧堆焊,如此进行7次,完成8 层电弧cmt打印,形成高度为28mm垂直壁cd,垂直壁厚d1为5.5mm;之后在y轴反方向上距离垂直壁cd为27mm处基板上,选择a点在xy 平面投影位置为起弧点沿x轴方向向b点在xy平面投影位置打印,重复上述过程,cmt打印出等高的垂直壁ab。所使用cmt电弧工艺参数为:焊接速度0.25m/min,送丝速度5.5m/min,焊接电流145a,焊接电压21v,单道焊缝宽度5.5mm,每层厚度3.5mm,道间停留时间28s;
44.2、在垂直壁上,沿x轴方向增材建造一层悬空金属结构。打印第一层时,选择垂直壁cd顶端d点作为起弧点,沿x轴方向(即d
→
c方向) 进行一层一道打印,该层悬空金属厚度d2=4.0mm。所使用cmt电弧工艺参数为:焊枪倾斜角度为32
°
,焊接速度0.22m/min,送丝速度1.5m/min,焊接电流112a,焊接电压15v,单道焊缝宽度4.0mm,每层层厚1.5mm。
45.3、保持悬空金属结构厚d2=4.2mm不变,沿y轴反方向继续推进增材建造打印,直至搭接上另一面垂直壁。打印时,焊枪沿y轴反方向平移1.5mm,以d点所在侧边对应起点作为起弧点,沿x轴方向向c点所在侧边对应终点进行第二层打印,如此进行17次,完成18层堆焊,直至推进搭接上另一面的垂直壁ab,形成闭合。所使用cmt电弧工艺参数为:焊枪倾斜角度为32
°
,焊接速度0.22m/min,送丝速度1.5m/min,焊接电流 112a,焊接电压15v,单道焊缝宽度4.0mm,每层层厚1.5mm,道间停留时间60s。
46.4、中空结构尺寸:28mm
×
27mm
×
120mm(高
×
宽
×
长),d1=5.5mm, d2=4.0mm。
47.发明中采用的h13钢焊线的化学成分重量百分比为:c:0.42%,si: 0.90%,mn:0.45%,cr:5.0%,mo:1.20%,v:0.25%,p:0.017%,s: 0.002%,余量为fe及不可避免杂质;
48.最终打印结构件2力学指标见下表,性能达到锻件使用标准。
49.编号抗拉强度/mpa延伸率/%显微硬度/hv试样1124115.4550试样2124515.2552
50.本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
51.本申请实施例中提供的中空结构无支撑cmt电弧成形方法,通过逐层打印垂直壁、悬空金属结构;并具体通过焊枪倾斜角度,焊接速度,送丝速度,焊接电流,焊接电压,单道焊缝宽度,每层厚度,道间停留时间以及焊丝组分的限定实现悬空结构的无支撑打印,并且是全角度无支撑打印。
52.最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1