一种用于熔融石英玻璃加工的高效自动化抛光装置的制作方法
[0001]
本实用新型涉及抛光装置技术领域,具体涉及一种用于熔融石英玻璃加工的高效自动化抛光装置。
背景技术:
[0002]
石英玻璃是由纯天然水晶、硅石和富含石英的岩提取的高纯石英或人工合成原料经过高温熔化而制得,该材料在现代技术中应用十分广泛,为光纤通信、电光源、载人航天等重要领域提供了各种各样的关键材料,在激光、半导体工业等高科技领域也广泛使用。石英玻璃是玻璃材料中性能最好的材料,以其优于其他材料的各种特殊性能,抗压强度高、膨胀系数低、抗热振性能强、化学性能稳定以及介电场强度高,具有“玻璃之王"的美誉。
[0003]
随着光学与电子信息科学、材料加工与制造科学的不断融合,石英玻璃在国防、航天、能源、民用等领域的应用也越来越广泛,要求石英玻璃元件具有更高的加工精度和表面质量。在国防工业领域,激光制导中所用的许多激光元件如激光反镜、激光陀螺腔体、非球面透镜等均采用高精度玻璃器件,这些元件的超精密加工精度将直接影响着制导的精度;在民用工业领域,手机的光电模组、摄像机、照相机等成像设备、医疗设备和通信装置等上面的各种透镜,特别是光学曲面透镜都要求有很高的形状精度与表面质量。
[0004]
现阶段,为获得符合要求的石英玻璃(光学元件)通常需要以下三个工序:第一步工序是使用固着磨粒的砂轮对样品工件进行精密磨削,能够在较高的材料去除率下,实现较小的表面粗糙度和较低的亚表层损伤。第二步工序是精密研磨加工,以去除材料上一道工序造成的损伤层的同时并提高工件的面型精度。第三步工序是超精密抛光,是进一步降低材料的表面粗糙度和消除亚表面损伤,最终获得满足要求的超光滑无损伤的工件表面。
[0005]
现有技术中的抛光装置在对熔融石英玻璃抛光后,抛光效果达不到日益增长的对石英玻璃元件的加工精度和表面质量的要求,操作不当时还会使石英玻璃表面存在的划痕、凹坑及亚表面的横向和纵向微裂纹等缺陷与损伤,严重时会影响其光学特性的稳定性和使用寿命等性能。因此,要研发出一种用于熔融石英玻璃加工的高效自动化抛光装置,进一步降低材料的表面粗糙度和消除亚表面损伤,具有优良的形状精度与表面质量。
[0006]
中国专利申请号为 cn201410268686.2公开了一种全自动石英玻璃抛光机,通过改善受力情况以来减小抛光机工作时摆轴所受到的扭力,确保长时间无故障连续工作,没有提高用于熔融石英玻璃加工的抛光装置的形状精度与表面质量。
技术实现要素:
[0007]
实用新型目的:为了克服以上不足,本实用新型的目的是提供一种用于熔融石英玻璃加工的高效自动化抛光装置,结构简单,使用方便,自动化程度高,采用磁流变抛光的方式,不仅提高了加工效率,保证熔融石英玻璃的面型精度的同时还能获得纳米以及亚纳米级粗糙度高质量表面,应用前景广泛。
[0008]
技术方案:一种用于熔融石英玻璃加工的高效自动化抛光装置,所述抛光装置安
装在数控机床上,所述抛光装置通过数控机床实现x 轴和 y 轴方向的运动;所述抛光装置包括工具头、抛光机构、控制电机、抛光液供给装置;所述工具头固定安装在所述数控机床的主轴下方,所述工具头通过所述主轴实现旋转运动以及z轴方向上下移动,熔融石英玻璃通过石蜡均匀贴附在所述工具头下表面上;所述抛光机构位于工具头下方,所述控制电机位于抛光机构下方并且抛光机构在控制电机的带动下旋转运动;所述抛光液供给装置包括抛光液罐、液体供给器、若干个供给管,所述抛光液罐、液体供给器、若干个供给管从右至左依次连接,所述供给管位于抛光装置上方和工具头的右侧。
[0009]
本实用新型所说的用于熔融石英玻璃加工的高效自动化抛光装置,结构简单,自动化程度高,抛光装置安装在数控机床上,通过数控机床可以控制主轴的旋转运动及其旋转速度,同时可以控制工具头带动熔融石英玻璃沿着 z 轴方向上下移动实现加工过程中加工间隙的控制,以及抛光机构沿 x 轴和 y 轴方向的运动控制;抛光液放置在抛光液罐,通过液体供给器控制抛光液的供给与否和供给速度等,然后抛光液通过若干个供给管加注到熔融石英玻璃和抛光机构表面,在熔融石英玻璃表面通过二体或三体摩擦的方式去除熔融石英玻璃材料,如此交替反复进行,从而实现对熔融石英玻璃的抛光。
[0010]
进一步的,上述的用于熔融石英玻璃加工的高效自动化抛光装置,所述抛光机构从上至下依次包括磁流变抛光垫、磁流变抛光盘、主轴机构,所述磁流变抛光垫安装在磁流变抛光盘上方内部, 所述磁流变抛光盘与下方的主轴机构连接。
[0011]
现有技术中的抛光装置,一般通过旋转的抛光轮与熔融石英玻璃表面实现点接触的方式,即沿着熔融石英玻璃表面按照一定的轨迹进行扫描运动实现对整个熔融石英玻璃平面的抛光加工,其缺点就是在抛光加工尺寸较大的熔融石英玻璃时加工效率很低,并且难以保证较高的面型精度。
[0012]
本实用新型采用磁流变抛光的方式,磁流变抛光盘在主轴机构的带动下旋转形成动态磁场,所述抛光液供给装置持续加注抛光液,所述抛光液可以由去离子水、磁性羰基铁粉、磨料颗粒、分散剂和稳定剂等组成磁流变抛光液;抛光液加注到磁流变抛光垫上,磁流变抛光垫在动态磁场作用下形成具有半固体的集群磁流变抛光垫,当熔融石英玻璃从该集群磁流变抛光垫上方扫过后,与该集群磁流变抛光垫在加工区域内实现了平面接触的集群磁流变抛光加工方法,不仅提高了加工效率,保证熔融石英玻璃的面型精度的同时还能获得纳米/亚纳米级粗糙度高质量表面。
[0013]
进一步的,上述的用于熔融石英玻璃加工的高效自动化抛光装置,,所述磁流变抛光盘还包括若干个圆柱状永磁体,所述圆柱状永磁体在同一圆面上均匀排布在磁流变抛光盘内。
[0014]
进一步的,上述的用于熔融石英玻璃加工的高效自动化抛光装置,所述磁流变抛光盘由抗磁材料制成。
[0015]
进一步的,上述的用于熔融石英玻璃加工的高效自动化抛光装置,所述圆柱状永磁体的下方穿设磁流变抛光盘并且安装在偏心套筒上,所述偏心套筒固定安装在偏心盘上并且与偏心盘沿相同的方向自转。
[0016]
进一步的,上述的用于熔融石英玻璃加工的高效自动化抛光装置,所述主轴机构包括抛光盘主轴、偏心主轴,所述抛光盘主轴与磁流变抛光盘连接,所述偏心主轴与偏心盘连接。
[0017]
所述控制电机包括抛光盘主轴控制电机、偏心主轴控制电机,所述抛光盘主轴控制电机、偏心主轴控制电机分别与抛光盘主轴、偏心主轴连接并且带动下抛光盘主轴、偏心主轴反方向旋转运动,所述工具头的旋转方向与抛光盘主轴的旋转方向相反。
[0018]
所述磁流变抛光盘形成动态磁场的原理如下:若干个圆柱状永磁体在同一圆面上均匀排布在由抗磁材料制成的磁流变抛光盘内,圆柱状永磁体安装在偏心套筒上,偏心套筒固定在偏心盘上并沿相同的方向自转。偏心盘随着偏心主轴以相同的偏心距,按照与磁流变抛光盘随着抛光盘主轴相反的方向运动。当偏心主轴转动时,偏心盘会与圆柱状永磁体一起沿相反方向旋转,固定在偏心套筒中的圆柱状永磁体在偏心主轴的带动下,绕着偏心主轴做自旋转运动,相对于磁流变抛光盘形成了动态磁场。
[0019]
本实用新型的有益效果为:
[0020]
(1)本实用新型所述的用于熔融石英玻璃加工的高效自动化抛光装置,结构简单,抛光装置安装在数控机床上,通过数控机床可以控制主轴的旋转运动及其旋转速度,同时可以控制工具头带动熔融石英玻璃沿着 z 轴方向上下移动实现加工过程中加工间隙的控制,以及抛光机构沿 x 轴和 y 轴方向的运动控制;
[0021]
(2)本实用新型所述的用于熔融石英玻璃加工的高效自动化抛光装置,抛光液放置在抛光液罐,通过液体供给器控制抛光液的供给与否和供给速度等,然后抛光液通过若干个供给管加注到熔融石英玻璃和抛光机构表面,在熔融石英玻璃表面通过二体或三体摩擦的方式去除熔融石英玻璃材料,如此交替反复进行,从而实现对熔融石英玻璃的抛光;
[0022]
(3)本实用新型所述的用于熔融石英玻璃加工的高效自动化抛光装置,采用磁流变抛光的方式,在加工区域内实现了平面接触的集群磁流变抛光加工方法,不仅提高了加工效率,保证熔融石英玻璃的面型精度的同时还能获得纳米/亚纳米级粗糙度高质量表面,应用前景广泛。
附图说明
[0023]
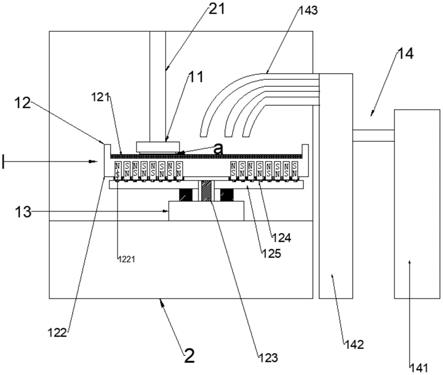
图1为本实用新型所述用于熔融石英玻璃加工的高效自动化抛光装置的整体结构示意图;
[0024]
图中:抛光装置1、工具头11、抛光机构12、磁流变抛光垫121、磁流变抛光盘122、圆柱状永磁体1221、主轴机构123、抛光盘主轴1231、偏心主轴1232、偏心套筒124、偏心盘125、控制电机13、抛光液供给装置14、抛光液罐141、液体供给器142、供给管143、数控机床2、主轴21、熔融石英玻璃a。
具体实施方式
[0025]
下面结合附图1和具体实施例,进一步阐明本实用新型。
[0026]
如图1所示的上述结构的用于熔融石英玻璃加工的高效自动化抛光装置,所述抛光装置1安装在数控机床2上,所述抛光装置1通过数控机床2实现x 轴和 y 轴方向的运动;所述抛光装置1包括工具头11、抛光机构12、控制电机13、抛光液供给装置14;所述工具头11固定安装在所述数控机床2的主轴21下方,所述工具头11通过所述主轴21实现旋转运动以及z轴方向上下移动,熔融石英玻璃通过石蜡均匀贴附在所述工具头12下表面上;所述抛光机构12位于工具头11下方,所述控制电机13位于抛光机构12下方并且抛光机构12在控制电
机13的带动下旋转运动;所述抛光液供给装置14包括抛光液罐141、液体供给器142、若干个供给管143,所述抛光液罐141、液体供给器142、若干个供给管143从右至左依次连接,所述供给管143位于抛光装置1上方和工具头11的右侧。
[0027]
此外,所述抛光机构12从上至下依次包括磁流变抛光垫121、磁流变抛光盘122、主轴机构123,所述磁流变抛光垫121安装在磁流变抛光盘122上方内部, 所述磁流变抛光盘122与下方的主轴机构123连接。
[0028]
此外,所述磁流变抛光盘122还包括若干个圆柱状永磁体1221,所述圆柱状永磁体1221在同一圆面上均匀排布在磁流变抛光盘122内。
[0029]
此外,所述磁流变抛光盘122由抗磁材料制成。
[0030]
进一步的,所述下模座24的上表面设有定位块241。
[0031]
进一步的,所述圆柱状永磁体1221的下方穿设磁流变抛光盘122并且安装在偏心套筒124上,所述偏心套筒124固定安装在偏心盘125上并且与偏心盘125沿相同的方向自转。
[0032]
进一步的,所述主轴机构123包括抛光盘主轴1231、偏心主轴1232,所述抛光盘主轴1231与磁流变抛光盘122连接,所述偏心主轴1232与偏心盘125连接。
实施例
[0033]
基于以上的结构基础,如图1所示。
[0034]
本实用新型所述的用于熔融石英玻璃加工的高效自动化抛光装置,结构简单,使用方便,结构简单,自动化程度高,抛光装置1安装在数控机床2上,通过数控机床2可以控制主轴21的旋转运动及其旋转速度,同时可以控制工具头11带动熔融石英玻璃a沿着 z 轴方向上下移动实现加工过程中加工间隙的控制,以及抛光机构12沿 x 轴和 y 轴方向的运动控制。本实用新型所述数控机床2为现有技术中的常见装置,在这里就不对其结构、组成进行具体的说明。
[0035]
进一步的,抛光液放置在抛光液罐141,通过液体供给器142控制抛光液的供给与否和供给速度等,然后抛光液通过若干个供给管143加注到熔融石英玻璃a和抛光机构12表面,在熔融石英玻璃a表面通过二体或三体摩擦的方式去除熔融石英玻璃a材料,如此交替反复进行,从而实现对熔融石英玻璃a的抛光。
[0036]
其中,现有技术中的抛光装置,一般通过旋转的抛光轮与熔融石英玻璃a表面实现点接触的方式,即沿着熔融石英玻璃a表面按照一定的轨迹进行扫描运动实现对整个熔融石英玻璃a平面的抛光加工,其缺点就是在抛光加工尺寸较大的熔融石英玻璃a时加工效率很低,并且难以保证较高的面型精度。
[0037]
本实用新型采用磁流变抛光的方式,磁流变抛光盘122在主轴机构123的带动下旋转形成动态磁场,所述抛光液供给装置14持续加注抛光液,所述抛光液可以由去离子水、磁性羰基铁粉、磨料颗粒、分散剂和稳定剂等组成磁流变抛光液;抛光液加注到磁流变抛光垫121上,磁流变抛光垫121在动态磁场作用下形成具有半固体的集群磁流变抛光垫,当熔融石英玻璃a从该集群磁流变抛光垫上方扫过后,与该集群磁流变抛光垫在加工区域内实现了平面接触的集群磁流变抛光加工方法,不仅提高了加工效率,保证熔融石英玻璃a的面型精度的同时还能获得纳米/亚纳米级粗糙度高质量表面。
[0038]
此外,所述控制电机13包括抛光盘主轴控制电机、偏心主轴控制电机,所述抛光盘主轴控制电机、偏心主轴控制电机分别与抛光盘主轴1231、偏心主轴1232连接并且带动下抛光盘主轴1231、偏心主轴1232反方向旋转运动,所述工具头11的旋转方向与抛光盘主轴1231的旋转方向相反。
[0039]
所述磁流变抛光盘122形成动态磁场的原理如下:若干个圆柱状永磁体1221在同一圆面上均匀排布在由抗磁材料制成的磁流变抛光盘122内,圆柱状永磁体1221安装在偏心套筒124上,偏心套筒123固定在偏心盘125上并沿相同的方向自转。偏心盘125随着偏心主轴1231以相同的偏心距,按照与磁流变抛光盘122随着抛光盘主轴1231相反的方向运动。当偏心主轴1232转动时,偏心盘125会与圆柱状永磁体1221一起沿相反方向旋转,固定在偏心套筒124中的圆柱状永磁体1221在偏心主轴1232的带动下,绕着偏心主轴1232做自旋转运动,相对于磁流变抛光盘122形成了动态磁场。
[0040]
以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
[0041]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
[0042]
此外,本实用新型的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1