一种汽车立柱内饰板注塑模具的顶料板打磨装置的制作方法
1.本实用新型涉及汽车立柱内饰板注塑模具技术领域,具体涉及一种汽车立柱内饰板注塑模具的顶料板打磨装置。
背景技术:
2.顶料杆安装在顶料板上,将注塑件从注塑模具内顶出。一个顶料板上可以按照需要安装多个模具的顶料杆,为了保证顶料板的使用寿命,需要对其进行表面处理,如,打磨,钝化等。
3.现有的汽车立柱内饰板注塑模具的顶料板打磨装置多为手持式打磨装置,需要人工手持,并人工对顶料板进行固定,危险性很大。
4.因此,有必要提供一种新的技术方案以克服上述缺陷。
技术实现要素:
5.本实用新型的目的在于提供一种可有效解决上述技术问题的汽车立柱内饰板注塑模具的顶料板打磨装置。
6.为达到本实用新型之目的,采用如下技术方案:
7.一种汽车立柱内饰板注塑模具的顶料板打磨装置,其特征在于:包括:
8.机台;固定架:固定安装于所述机台上;气缸:固定安装于所述固定架上;移动架:与所述气缸的移动部连接;电机:固定安装于所述移动架上;丝杆:与所述电机的输出部连接;移动块:与所述丝杆连接;打磨头:固定安装于所述移动块上,对顶料板进行打磨,以及,夹持机构:包括:支撑板;夹持架:滑移的设于所述支撑板上,每两个为一组,且设有两组,从两个方向对顶料板进行固定;连接杆:一端与一个所述夹持架固定连接,另一端与同组的另一所述夹持架可拆卸连接;螺母:与所述连接杆螺纹连接,并与所述夹持架抵接;以及,定位块:与所述支撑板一体连接,所述连接杆穿过所述定位块并与其滑动接触,所述定位块与所述支撑板固定连接,
9.调节所述夹持架,使两组所述夹持架与顶料板接触,再将所述螺母旋紧,对顶料板进行夹紧。
10.进一步的:所述支撑板的四角一体连接有支撑杆,所述支撑杆与所述机台固定连接。
11.进一步的:所述支撑板上设有容纳所述夹持架的滑槽。
12.进一步的:所述定位块位于所述支撑板的下表面。
13.与现有技术相比,本实用新型具有如下有益效果:本实用新型汽车立柱内饰板注塑模具的顶料板打磨装置,将顶料板放置于夹持架之间,使得每组之间的夹持架相互靠近,并将螺母在连接杆上旋紧,从而对夹持架定位,将顶料板夹紧,气缸带动移动架向下移动,打磨头向下移动,同时,电机带动丝杆转动,以使移动块移动,进而打磨头移动,对打磨板进行全面的打磨处理。
附图说明
14.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
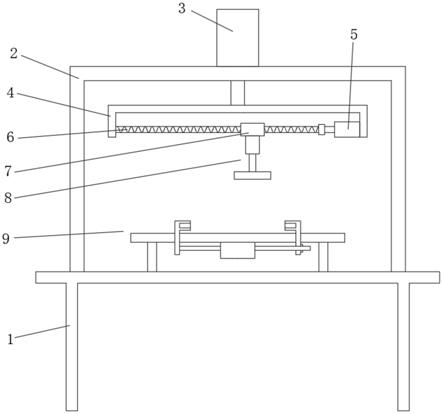
15.图1为本实用新型汽车立柱内饰板注塑模具的顶料板打磨装置的结构示意图。
16.图2为本实用新型汽车立柱内饰板注塑模具的顶料板打磨装置的夹持机构的示意图。
17.图3为本实用新型汽车立柱内饰板注塑模具的顶料板打磨装置的夹持机构的另一角度示意图。
18.图中:1为机台,2为固定架,3为气缸,4为移动架,5为电机,6为丝杆,7为移动块,8为打磨头,9为夹持机构,90为支撑杆,91为支撑板,92为夹持架,93为连接杆,94为螺母,95为定位块。
具体实施方式
19.为了使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本实用新型的部分实施例,而不是全部实施例。
20.在本实用新型的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
21.如图1至图3所示,本实用新型汽车立柱内饰板注塑模具的顶料板打磨装置,包括:
22.机台1;固定架2:通过螺栓固定安装于所述机台1上;气缸3:通过螺栓固定安装于所述固定架2上;移动架4:与所述气缸3的移动部连接,所述气缸3带动所述移动架4上下移动;电机5:通过螺栓固定安装于所述移动架4上;丝杆6:与所述电机5的输出部连接;移动块7:与所述丝杆6连接,所述电机5带动所述丝杆6转动,从而使得所述移动块7左右移动;打磨头8:通过螺栓固定安装于所述移动块7上,对顶料板进行打磨,以及,夹持机构9:包括:支撑板91;夹持架92:滑移的设于所述支撑板91上,每两个为一组,且设有两组,从两个方向对顶料板进行固定;连接杆93:一端与一个所述夹持架92固定连接,另一端与同组的另一所述夹持架92可拆卸连接;螺母94:与所述连接杆93螺纹连接,并与所述夹持架92抵接;以及,定位块95:与所述支撑板91一体连接,所述连接杆93穿过所述定位块95并与其滑动接触,所述定位块95与所述支撑板91固定连接。
23.调节所述夹持架92,使两组所述夹持架92与顶料板接触,再将所述螺母94旋紧,对顶料板进行夹紧,适用不同大小的顶料板,而所述定位块95对所述连接杆93进行定位。
24.进一步的:所述支撑板91的四角一体连接有支撑杆90,所述支撑杆90与所述机台1
固定连接。
25.进一步的:所述支撑板91上设有容纳所述夹持架92的滑槽,对其移动进行定位。
26.进一步的:所述定位块95位于所述支撑板91的下表面,方便所述打磨头8对所述支撑板91的上表面打磨。
27.工作原理:
28.将顶料板放置于所述夹持架92之间,使得每组之间的所述夹持架92相互靠近,并将所述螺母94在所述连接杆93上旋紧,从而对所述夹持架92定位,将顶料板夹紧,然后所述气缸3带动所述移动架4向下移动,使得所述打磨头8向下移动,直至所述打磨头8可以对顶料板进行打磨,同时,所述电机5带动所述丝杆6转动,以使得所述移动块7移动,进而使得所述打磨头8移动,对打磨板进行全面的打磨处理。
29.本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
30.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1