一种阀体压铸模具的制作方法
1.本实用新型涉及压铸模具技术领域,特别是涉及一种阀体压铸模具。
背景技术:
2.高压压铸是在高温、高速、高压下将铝液压射到模具型腔,再经过冷却凝固成要求的产品。变速箱阀体产品结构主要是由油槽和阀芯孔构成,油槽尺寸都是2.5
‑
6mm宽,15
‑
25mm深,这样的产品结构在模具设计时要充分考虑其结构,细又高的模具零件在压铸生产时,经高温、高压和高速的铝液冲击时易产生断裂、变形和冲蚀等失效。另外有一些油槽和阀芯孔是对穿的,在模具结构上壁厚最薄的就只有1mm,一般在压铸生产时,抽芯需要镶片配合段在经过磨损后会产生间隙,这个间隙在高压高速下会有铝液进入从而产生铝皮,还有在正常压铸时,由于镶片孔内和抽芯背面因喷雾无法进入还会有粘铝现象,在这两种情况下在加上模具本身装配位置还有一些误差,当抽芯来回运动时容易将模具镶片挤变形或开裂。如果在正常生产状态下,镶片断裂就需要模具下模进行更换。还有抽芯与导向块的抽芯孔也会来回磨损,随着模次增加,抽芯与导向块孔的间隙也会增大,间隙增大后在生产时就有可能会有铝液进入,抽芯再来回运动时容易卡死从而导致停机维修。
3.在压铸生产中,模具冲蚀和龟裂是不可避免的,冲蚀是铝液在高温高速下对模具零件进行直接冲刷导致零件表面腐蚀,龟裂是在铝液经过时模具表面温度急速升高,喷雾时模具表面温度急速降低而产生的冷热交变应力,一般情况下,在模具压铸生产30,000
‑
50,000模次后模具表面就会开始有细的龟裂产生,在冲蚀或龟裂严重的区域会采取制作镶件、补焊或更换整个模具零件来改善其缺陷,一般做镶件是对模具寿命和成本最具性价比的一种方式,但要考虑制作镶件是否会影响模具结构,如果不行就会采用补焊的方式,而补焊后的模具零件寿命相对较低,容易产生龟裂和崩缺。
4.传统的压铸模具寿命低,模具更换成本高,模芯部位任何一处没有做镶件的区域损坏可能需要更换整个模芯,模具成本极高,而且制作周期长,影响正常生产;且模具维修不方便,模具零件在冲蚀、变形,磨损导致尺寸超差或者损坏后需要经过补焊或者做镶件来恢复模具,这样需要经过较长的时间才能把模具恢复,而且补焊后的模具零件又非常容易再次开裂或崩缺,影响生产效率。
技术实现要素:
5.本实用新型主要解决的技术问题是提供一种阀体压铸模具,能够延长模具的使用寿命,降低模具更换成本,便于操作,提高生产加工的效率。
6.为达到上述目的,本实用新型解决其技术问题所采用的技术方案是:
7.一种阀体压铸模具,包括:定模组件和与定模组件相对设置的动模组件;所述定模组件包括定模板、定模芯和定模镶件,所述定模芯设置在所述定模板内,所述定模镶件设置在所述定模芯内,所述定模镶件分块设置,所述定模镶件与定模芯为可拆卸连接;所述动模组件包括动模板、动模芯、动模镶件和滑动单元,所述动模芯设置在所述动模板内,所述动
模镶件设置在所述动模芯内,所述动模镶件分块设置,所述动模镶件与动模芯为可拆卸连接;所述滑动单元设置在所述动模板上,所述滑动单元位于所述动模芯的两侧,所述滑动单元驱动所述动模芯水平移动。
8.优选的,所述定模镶件包括多个定模镶片和多个定模镶针,所述定模镶片和定模镶针与定模芯均为可拆卸连接。
9.优选的,所述定模镶片与定模芯通过螺钉连接。
10.优选的,所述定模芯上设置有凹槽,所述定模镶针靠近所述定模芯的一端设置与凸块,所述凸块位于所述定模芯的凹槽内,所述定模镶针通过凸块与定模芯连接。
11.优选的,所述动模镶件包括多个动模镶片和多个动模镶针,所述动模镶片和动模镶针与动模芯均为可拆卸连接。
12.优选的,所述动模镶片与动模芯通过螺钉连接。
13.优选的,所述动模芯上设置有凹槽,所述动模镶针靠近所述动模芯的一端设置与凸块,所述凸块位于所述动模芯的凹槽内,所述动模镶针通过凸块与动模芯连接。
14.优选的,所述定模板上设置有导柱,所述动模板上设置有导套,所述导柱插设在所述导套内,所述定模板与动模板通过所述导柱连接。
15.优选的,所述滑动单元包括油缸、滑块座和抽芯,所述滑块座连接在所述油缸上,所述抽芯设置在所述滑块座,所述抽芯通过所述滑块座与油缸连接,所述抽芯插入所述动模芯内。
16.优选的,所述定模板和动模板上均设置有水管,所述水管穿过所述定模板和动模板。
17.由于上述技术方案的运用,本实用新型与现有技术相比具有下列有益效果:
18.提供了一种阀体压铸模具,整个镶件拆成若干个小镶件分块设置,任意局部区域失效时可只更换局部的单个小镶件,其他的小镶件可以继续使用,延长模具的使用寿命,降低模具更换成本;且镶件与定模板和动模板均为可拆卸连接,更换单个小镶件,便于操作,降低模具维修时间,提高生产加工的效率。
附图说明
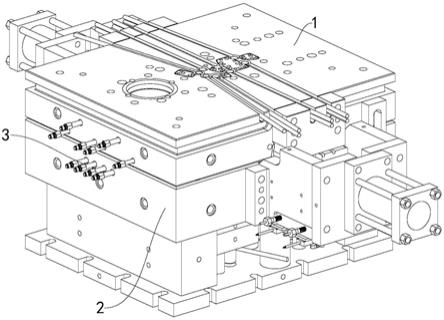
19.图1是本实用新型一种阀体压铸模具的结构示意图。
20.图2是本实用新型一种阀体压铸模具中定模组件的结构示意图。
21.图3是本实用新型一种阀体压铸模具中动模组件的结构示意图。
22.图4是本实用新型一种阀体压铸模具中滑动单元的结构示意图。
23.图5是本实用新型一种阀体压铸模具中定模镶件的结构示意图。
24.图6是本实用新型一种阀体压铸模具中动模镶件的结构示意图。
25.附图标记说明:
26.定模组件1、定模板11、导柱111、定模芯12、定模镶件13;
27.动模组件2、动模板21、导套211、动模芯22、动模镶件23、滑动单元24、油缸241、滑块座242、抽芯243;
28.水管3;
29.排气块4。
具体实施方式
30.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
31.参阅附图,一种阀体压铸模具,包括:定模组件1和与定模组件1相对设置的动模组件2。
32.定模组件1包括定模板11、定模芯12和定模镶件13,定模板11用于安装定模所有零件,并在生产时安装在压铸机定模墙板上。定模芯12设置在定模板11内,定模芯12安装在定模板11的中心位置。
33.定模镶件13设置在定模芯12内,定模镶件13分块设置,定模镶件13与定模芯12为可拆卸连接,便于更换。定模镶件13的数量与形状可以根据产品结构设计出来,定模镶件13主要用成型产品要用成型产品。
34.定模镶件13包括多个定模镶片和多个定模镶针,定模镶片可以设置为异形镶片,定模镶针可以设置为圆形镶针。定模镶片和定模镶针与定模芯12均为可拆卸连接。如定模镶片与定模芯12通过螺钉连接;定模芯12上设置有凹槽,定模镶针靠近定模芯12的一端设置与凸块,凸块位于定模芯12的凹槽内,定模镶针通过凸块与定模芯12连接。
35.定模镶片主要成型产品的定模侧面特征,根据零件的强度不同拆分成若干个镶片,以便在生产失效时可以局部更换零件,减少更换成本。定模镶针主要成型产品定模圆孔形特征,因为在模具上表现出来比较细长,强度不高,在生产失效时可以独立更换。
36.动模组件2包括动模板21、动模芯22、动模镶件23和滑动单元24,动模板21用于安装动模所有零件,并在生产时安装在压铸机定模墙板上。动模芯22设置在动模板21内,动模芯22与定模芯12的位置相适配。动模镶件23设置在动模芯22内,动模镶件23分块设置,动模镶件23与动模芯22为可拆卸连接。动模镶件23的数量与形状可以根据产品结构设计出来,动模镶件23主要用成型产品要用成型产品。
37.动模镶件23包括多个动模镶片和多个动模镶针,动模镶片可以设置为异形镶片,动模镶针可以设置为圆形镶针。动模镶片和动模镶针与动模芯22均为可拆卸连接。如动模镶片与动模芯22通过螺钉连接;动模芯22上设置有凹槽,动模镶针靠近动模芯22的一端设置与凸块,凸块位于动模芯22的凹槽内,动模镶针通过凸块与动模芯22连接。
38.动模镶片主要成型产品的动模侧特征,根据零件的强度不同拆分成若干个镶片,以便在生产失效时可以局部更换零件,减少更换成本动模镶针主要成型产品动模圆孔形特征,因为在模具上表现出来比较细长,强度不高,在生产失效时可以独立更换。
39.作为成型产品区域的镶件,产品的尺寸主要由其保证,镶件所处的生产条件也最恶劣,高温高速高压和抽芯243进入时的挤压,模具特征容易冲蚀、开裂、蹦、断和尺寸超差,而且模具结构复杂,大部分区域强度较弱,所以将模具强度较强的区域做成稍大的镶片,强度弱的区域做成较小的镶片,另外圆柱特征拆为圆形镶针。整个镶件拆成若干个小镶件,任意局部区域有失效时可只更换局部的单个镶件,这样模具更换成本较低。
40.滑动单元24设置在动模板21上,滑动单元24位于动模芯22的两侧,滑动单元24驱动动模芯22水平移动。滑动单元24包括油缸241、滑块座242和抽芯243,滑块座242安装在动模板21内,主要引导滑块组件的抽芯243运动。滑块座242连接在油缸241上,抽芯243设置在
滑块座242,抽芯243通过滑块座242与油缸241连接。抽芯243插入动模芯22内,抽芯243主要成型产品侧面的圆孔特征。
41.定模板11上设置有导柱111,动模板21上设置有导套211,导柱111插设在导套211内,定模板11与动模板21通过导柱111连接。导柱111和导套211配合使用在生产开合模时起定位与导向作用。
42.定模板11和动模板21上均设置有水管3,水管3穿过定模板11和动模板21。水管3的主要作用是平衡成型零件的温度,减少产品缺陷。
43.该阀体压铸模具还包括排气块4,排气块4上设置有排气孔。排气块4分别设置在定模板11和动模板21上,排气块4安装在定模板11和动模板21产品成型末端,用于产品成型时将型腔内的气体排出。通过排气孔增加排气效果,降低产品的气孔缺陷风险,提高产品的良品率。在压铸生产时,活塞冲头将铝液射入模具型腔时会有气体卷入到产品当中,而产品气孔也是铝压铸常见的缺陷之一,传统模具排气主要是模具设计时在压铸填充末端增加排气装置,从而把气体排出。本实用新型的模具拆成若干镶件后,在镶件拼接的间隙内也会排出部分气体,减少产品的气孔缺陷概率,提升产品良率。
44.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1