一种通过模具局部增压结构的制作方法
1.本实用新型涉及压铸模具技术领域,具体为一种通过模具局部增压结构。
背景技术:
2.压铸模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺。它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到显著的提高。
3.但是目前的一些通讯类产品的天线喇叭件,均是通过车床,cnc加工圆料来完成,因为局部肉厚比较厚,压铸成型,加工后表面砂孔的风险很大,不能满足客户iso
‑
10049 grade 2 的砂孔标准,如果产品内孔加工表面出现砂孔的话,会影响产品的滤波功能,其次,现有的一些消除气孔的方法成本较高不适合大批量生产。
技术实现要素:
4.本实用新型的目的在于提供一种通过模具局部增压结构,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种通过模具局部增压结构,包括前模框,所述前模框内部安装有前模芯本体,所述前模芯本体外部安装有前模芯镶件,所述前模芯镶件外部活动连接有产品,所述产品外部活动连接有后模镶件,所述后模镶件外部安装有后模芯,所述后模芯外部安装有后模框,所述后模框外部安装有挤压销衬套,所述后模框内部活动连接有挤压销本体,所述挤压销本体外部活动连接有挤压行程限位块,所述挤压行程限位块外部安装有挤压油缸。
6.优选的,所述前模框内部开设有螺孔。
7.优选的,所述前模框外部活动连接有后模框。
8.优选的,所述前模芯本体外部活动连接有后模芯。
9.优选的,所述挤压销本体左侧与挤压油缸固定安装。
10.优选的,所述后模框内部开设有螺纹孔。
11.与现有技术相比,本实用新型的有益效果是:
12.1、该通过模具局部增压结构通过设置挤压油缸带动挤压销本体向型腔内部延伸,从而使得挤压行程内的铝液向铸件内挤压,铸件局部压力增大,使得金属液密度增大,尤其是在铸件厚度较厚部分压力和密度增大显著,从而使得铸件砂孔变小,甚至消除,避免了一些通讯类产品的天线喇叭件出现因为砂孔问题导致的信号过滤功能失效的风险,铸件的质量大幅调升。
13.2、该通过模具局部增压结构使用挤压油缸带动挤压销本体移动消除铸件砂孔,该方式成本较低,适合大批量生产。
附图说明
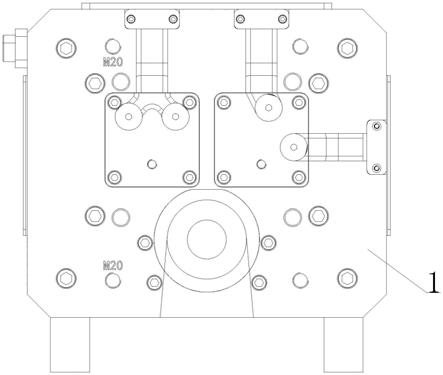
14.图1为本实用新型结构示意图;
15.图2为本实用新型挤压前半剖视结构示意图;
16.图3为本实用新型挤压后半剖视结构示意图。
17.图中:1、前模框;2、前模芯本体;3、前模芯镶件;4、产品;5、后模镶件;6、后模芯;7、后模框;8、挤压销衬套;9、挤压销本体;10、挤压行程限位块;11、挤压油缸。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1
‑
3,本实用新型提供的一种实施例:一种通过模具局部增压结构,包括前模框1,前模框1内部开设有螺孔,前模框1内部安装有前模芯本体2,前模芯本体2外部安装有前模芯镶件3,前模芯镶件3外部活动连接有产品4,产品4外部活动连接有后模镶件5,后模镶件5外部安装有后模芯6,前模芯本体2外部活动连接有后模芯6,后模芯6外部安装有后模框7,前模框1外部活动连接有后模框7,后模框7内部开设有螺纹孔,后模框7外部安装有挤压销衬套8,后模框7内部活动连接有挤压销本体9,挤压销本体9外部活动连接有挤压行程限位块10,挤压行程限位块10外部安装有挤压油缸11,挤压销本体9左侧与挤压油缸11固定安装,通过设置挤压油缸11带动挤压销本体9向型腔内部延伸,从而使得挤压行程内的铝液向铸件内挤压,铸件局部压力增大,使得金属液密度增大,尤其是在铸件厚度较厚部分压力和密度增大显著,从而使得铸件砂孔变小,甚至消除,避免了一些通讯类产品的天线喇叭件出现因为砂孔问题导致的信号过滤功能失效的风险,铸件的质量大幅调升,通过此种方式不仅可以消除铸件砂孔,且该方式成本较低,适合大批量生产。
20.工作原理:在压铸过程中,铝液完全注入模具后,形成了铸件的具体形状,在挤压前,挤压销高于挤压衬套0.5mm,防止铝液充填过程中进入衬套中,产生卡顿的情况,影响挤压销和挤压衬套使用寿命,在铸件刚开始冷却时,启动挤压油缸11,带动挤压销本体9向型腔内部延伸,使得挤压行程内的铝液向铸件内挤压,铸件局部压力增大,使得金属液密度增大,尤其是在铸件厚度较厚部分压力和密度增大显著,从而使得铸件砂孔变小,甚至消除。
21.对于本领域技术人员而言,本实用新型不限于上述示例性实施例的细节,而且在不背离本实用新型的精神或范围的情况下,能够以其他的具体形式实现本实用新型。因此,本实用新型的实施例是示例性的,而且是非限制性的。本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
技术特征:
1.一种通过模具局部增压结构,包括前模框(1),其特征在于:所述前模框(1)内部安装有前模芯本体(2),所述前模芯本体(2)外部安装有前模芯镶件(3),所述前模芯镶件(3)外部活动连接有产品(4),所述产品(4)外部活动连接有后模镶件(5),所述后模镶件(5)外部安装有后模芯(6),所述后模芯(6)外部安装有后模框(7),所述后模框(7)外部安装有挤压销衬套(8),所述后模框(7)内部活动连接有挤压销本体(9),所述挤压销本体(9)外部活动连接有挤压行程限位块(10),所述挤压行程限位块(10)外部安装有挤压油缸(11)。2.根据权利要求1所述的一种通过模具局部增压结构,其特征在于:所述前模框(1)内部开设有螺孔。3.根据权利要求1所述的一种通过模具局部增压结构,其特征在于:所述前模框(1)外部活动连接有后模框(7)。4.根据权利要求1所述的一种通过模具局部增压结构,其特征在于:所述前模芯本体(2)外部活动连接有后模芯(6)。5.根据权利要求1所述的一种通过模具局部增压结构,其特征在于:所述挤压销本体(9)左侧与挤压油缸(11)固定安装。6.根据权利要求1所述的一种通过模具局部增压结构,其特征在于:所述后模框(7)内部开设有螺纹孔。
技术总结
本实用新型公开了一种通过模具局部增压结构,包括前模框,所述前模框内部安装有前模芯本体,所述前模芯本体外部安装有前模芯镶件,所述前模芯镶件外部活动连接有产品,所述产品外部活动连接有后模镶件。本实用新型通过设置挤压油缸带动挤压销本体向型腔内部延伸,从而使得挤压行程内的铝液向铸件内挤压,铸件局部压力增大,使得金属液密度增大,尤其是在铸件厚度较厚部分压力和密度增大显著,从而使得铸件砂孔变小,甚至消除,避免了一些通讯类产品的天线喇叭件出现因为砂孔问题导致的信号过滤功能失效的风险,铸件的质量大幅调升,使用挤压油缸带动挤压销本体移动消除铸件砂孔,该方式成本较低,适合大批量生产。适合大批量生产。适合大批量生产。
技术研发人员:孔志勇
受保护的技术使用者:苏州工业园区艺达精密机械有限公司
技术研发日:2020.12.29
技术公布日:2021/10/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1