钛板、钛轧卷和铜箔制造滚筒的制作方法
1.本发明涉及钛板、钛轧卷和铜箔制造滚筒。
2.本技术基于2019年4月17日在日本技术的日本特愿2019
‑
78826号要求优先权,并将其内容援引至此。
背景技术:
3.多数情况下,在多层线路基板、柔性线路板等线路基板的线路、锂离子电池的集电体等电子部件的导电部位利用铜箔作为原料。
4.在这种用途中利用的铜箔例如通过以下的方法来制造。在使铜原料溶解于硫酸溶液而得的硫酸铜溶液中,配置铅、钛等不溶性金属的作为阳极和阴极的宽度1m以上、直径几m的滚筒。边使该滚筒旋转边使铜在滚筒上连续地电析。将析出在滚筒上的铜连续地剥离,并卷取成卷状。如上制造铜箔。
5.作为滚筒(铜箔制造滚筒)的材料,从耐蚀性优异、铜箔剥离性优异等观点出发,其表面(外周面)通常使用钛。然而,即便在使用耐蚀性优异的钛板的情况下,若长时间进行铜箔的制造,则构成滚筒的钛板的表面也会在硫酸铜溶液中缓缓地腐蚀。并且,已腐蚀的滚筒表面的状态在制造铜箔时被转印至铜箔。
6.关于金属材料的腐蚀,已知其腐蚀状态、腐蚀程度因该金属材料所具有的晶体组织、结晶方位、缺陷、偏析、加工应变、残留应变等由金相组织引起的各种内因而异。使用部位间的金相组织不均一的金属材料得到的滚筒随着铜箔的制造而发生腐蚀时,无法维持滚筒的均一的表面状态,滚筒表面产生不均一的面。在滚筒表面产生的不均一的面可以以纹理的形式加以识别。这种由不均一的金相组织引起的纹理之中,将起因于面积较大的宏观组织且能够用肉眼辨别的纹理称为“宏观纹理”。并且,在滚筒表面产生的宏观纹理有可能在制造铜箔时转印至铜箔。
7.因此,为了制造精度高且厚度均一的铜箔,通过使构成滚筒的钛板的宏观组织均一,使滚筒的表面腐蚀均一,从而降低由不均一的宏观组织引起的宏观纹理是重要的。
8.专利文献1提出了一种电解cu箔制造滚筒用钛板,其特征在于,以质量%计包含cu:0.3~1.1%、fe:0.04%以下、氧:0.1%以下、氢:0.006%以下,所述钛板的平均晶粒度为8.2以上,并且,维氏硬度为115以上且145以下,在与板面平行的部位,织构如下:将存在于下述椭圆范围内的晶粒的总面积设为a,并将除此之外的晶粒的总面积设为b,面积比a/b为3.0以上,所述椭圆为:在基于出自轧制面的法线方向(nd轴)的α相的(0001)面极图中,将(0001)面的法线的倾斜角度在轧制宽度方向td方向上为
±
45
°
设为长轴、并将在最终轧制方向rd方向上为
±
25
°
设为短轴。
9.专利文献2提出了一种钛合金厚板,其包含al:0.4~1.8%,所述钛合金厚板的板厚为4mm以上,在表面下1.0mm和1/2板厚部的与板面平行的部位,平均晶粒度为8.2以上、维氏硬度为115以上且145以下,在表面下1mm至1/2板厚部的与板面平行的部位,织构如下:将在下述椭圆的区域内存在c轴的晶粒的总面积记作a,并将除此之外的晶粒的总面积记作b,
面积比a/b为3.0以上,所述椭圆为:将最终轧制方向设为rd、将轧制面的法线设为nd、将轧制宽度方向设为td、将(0001)面的法线设为c轴时,在基于出自轧制面的法线方向的α相的(0001)面极图中,c轴向td方向倾斜的角度为
‑
45~45
°
、c轴向rd方向倾斜的角度为
‑
25~25
°
。
10.专利文献3提出了一种表层部组织优异的铜箔制造滚筒用钛的制造方法,其特征在于,将通过电子束熔解法进行熔解铸造而得的厚度300mm以上的矩形截面板坯加热至β域,在β域中进行压下比为3以上的初轧或初锻,形成β相再结晶组织后,立即在β域加工结束温度~700℃的范围内以200℃/hr以上的冷却速度进行冷却,在上述初轧或初锻后,进一步加热至880℃以下而进行粗热轧,在该粗热轧后不进行再加热,而是以650~750℃的温度范围进行下述精热轧:以横轧比成为1/10~6/10的方式沿着与粗热轧的轧制方向正交的方向进行轧制的横热轧。
11.现有技术文献
12.专利文献
13.专利文献1:日本特开2012
‑
112017号公报
14.专利文献2:日本特开2013
‑
41064号公报
15.专利文献3:日本特开2002
‑
285267号公报
技术实现要素:
16.发明要解决的问题
17.然而,随着当今电子部件的小型化和高密度化,对铜箔要求薄壁化和表面品质的进一步提高。在这种状况下,针对上述宏观纹理也要求进一步的降低。专利文献1~3记载那样的现有技术无法充分降低宏观纹理。
18.此外,专利文献3所述的铜箔制造滚筒用钛的制造方法在长度方向的轧制的基础上,还进行向宽度方向轧制的横轧,因此,制造工期变长,在生产率的方面存在改善的余地。
19.本发明是鉴于上述问题而进行的,本发明的目的在于,提供生产率优异、在用于铜箔制造用滚筒时能够抑制宏观纹理产生的钛板和钛轧卷;以及使用钛板而制造的铜箔制造滚筒。
20.用于解决问题的方案
21.本发明人等为了解决上述问题而进行深入研究时发现:仅单纯地减小晶粒直径或者使晶体的(0001)面的法线与轧制面近似于垂直时,无法将宏观纹理的产生抑制至当今要求的水准。
22.并且,本发明人等发现:在金相组织中,通过使晶体不仅微细且呈现均一的大小,进而,不拘泥于特定的方位,而是在用基于bunge表记法的欧拉角进行表示时,按照具有以聚集度最大的方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率成为20%以上的方式控制组织,从而能够抑制宏观纹理的产生。即,本发明人等明确了:问题在于晶粒直径和结晶方位的变动。并且,通过进行单向轧制而不进行横轧,从而能够达成这种组织,且发现生产率优异的钛板的制造方法,由此完成了本发明。
23.基于上述见解而完成的本发明的主旨如下所示。
24.(1)本发明的第一方式是一种钛板,其具有如下化学组成:
25.以质量%计包含
26.n:0.10%以下、
27.c:0.08%以下、
28.h:0.015%以下、
29.fe:0%以上且0.50%以下、
30.o:0%以上且0.40%以下、以及
31.cu:0%以上且1.50%以下,
32.余量包含ti和杂质,
33.所述钛板的平均晶粒直径为40μm以下,
34.基于晶粒直径(μm)的对数的粒度分布的标准偏差为0.80以下,并且
35.用基于bunge表记法的欧拉角表示结晶方位时,具有以聚集度最大的方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率为20%以上。
36.(2)上述(1)所述的钛板中,用基于bunge表记法的欧拉角表示前述聚集度最大的方位时,φ可以为10
°
以上且35
°
以下,并且,φ1可以为0
°
以上且15
°
以下。
37.(3)上述(1)或上述(2)所述的钛板中,以质量%计可以包含cu:0.10%以上且1.50%以下。
38.(4)上述(1)~(3)中任一项所述的钛板可以为铜箔制造滚筒用钛板。
39.(5)本发明的第二方式是一种钛轧卷,其具有如下化学组成:
40.以质量%计包含
41.n:0.10%以下、
42.c:0.08%以下、
43.h:0.015%以下、
44.fe:0%以上且0.50%以下、
45.o:0%以上且0.40%以下、以及
46.cu:0%以上且1.50%以下,
47.余量包含ti和杂质,
48.所述钛轧卷的平均晶粒直径为40μm以下,
49.基于晶粒直径(μm)的对数的粒度分布的标准偏差为0.80以下,并且
50.用基于bunge表记法的欧拉角表示结晶方位时,具有以聚集度最大的方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率为20%以上。
51.(6)上述(5)所述的钛轧卷的长度方向的长度可以为20m以上。
52.(7)本发明的第三方式是一种铜箔制造滚筒,其具有:
53.沿着圆筒状的内滚筒的外周面进行了覆盖的、(1)~(4)中任一项所述的钛板;以及
54.在前述钛板的对接部配置的焊接部。
55.发明的效果
56.如上所述,根据本发明的上述方式,生产率优异,在用于铜箔制造用滚筒时能够抑制宏观纹理的产生。
附图说明
57.图1是用于说明用基于bunge表记法的欧拉角表示的、本发明的一个实施方式所述的钛板和钛轧卷的α相晶粒的结晶方位的说明图。
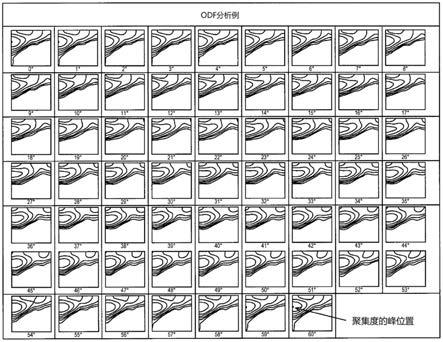
58.图2是该实施方式所述的钛板的通过电子背散射衍射法而求出的结晶方位分布函数的一例。
59.图3是表示在腐蚀后的钛板表面观察到的宏观纹理的一例的显微镜照片。
60.图4是表示在腐蚀后的钛板表面观察到的宏观纹理的一例的显微镜照片,是用于表示宏观纹理的位置的、突出了宏观纹理的参考图。
61.图5是表示铜箔制造滚筒的一个使用方式的铜箔制造装置的示意图。
62.图6是表示本发明的一个实施方式所述的铜箔制造滚筒的示意图。
具体实施方式
63.以下,参照附图,针对本发明的优选实施方式,以钛板为例进行详细说明。需要说明的是,本实施方式所述的钛轧卷与本实施方式所述的钛板基本相同,因此省略详细说明。
64.<1.钛板>
65.首先,针对本实施方式所述的钛板进行说明。本实施方式所述的钛板被用作铜箔制造用滚筒的材料,钛板的一个面构成所制造的滚筒的圆筒表面。因此,本实施方式所述的钛板也可以称为铜箔制造滚筒用钛板。
66.(1.1金相组织)
67.首先,针对本实施方式所述的钛板的金相组织进行说明。本实施方式所述的钛板的金相组织如下:平均晶粒直径为40μm以下,基于晶粒直径(μm)的对数的粒度分布的标准偏差为0.80以下,并且,用基于bunge表记法的欧拉角进行表示时,具有以聚集度最大的方位(最大聚集方位)为中心的方位差在15
°
以内的结晶方位的晶粒的面积率为20%以上。以下,针对本实施方式所述的钛板的金相组织,依次进行详细说明。
68.(1.1.1晶粒的平均粒径和粒度分布)
69.首先,针对本实施方式所述的钛板的金相组织中包含的晶粒的平均粒径和粒度分布进行说明。
70.若钛板的金相组织的晶粒粒径(晶粒直径)粗大,则该晶粒自身成为纹理,纹理被转印至铜箔,因此,晶粒直径微细时较好。因此,钛板的金相组织的晶粒的平均晶粒直径设为40μm以下。通过将平均晶粒直径设为40μm以下,从而晶粒充分微细,宏观纹理的产生受到抑制。钛板的金相组织的晶粒的平均晶粒直径优选为38μm以下、更优选为35μm以下。
71.与此相对,若钛板的金相组织的晶粒的平均晶粒直径超过40μm,则该晶粒自身成为纹理,纹理被转移至铜箔。
72.钛板的金相组织的晶粒的平均晶粒直径的下限值没有特别限定。然而,晶粒非常小时,有时在热处理时产生未再结晶部。因此,晶粒的平均晶粒直径优选为5μm以上、更优选为10μm以上。
73.然而,本发明人等发现:仅单纯使钛板的金相组织的晶粒微细并不能充分抑制宏观纹理。即,即便钛板的金相组织的晶粒微细,在粒度分布宽的情况下,也会存在较大的晶粒。若存在这种较大晶粒与微细晶粒混杂的部位,则有可能因粒径差异而产生宏观纹理。因
此,本发明人等发现对于抑制宏观纹理的产生而言重要的是:钛板的金相组织的晶粒不仅微细,且粒径分布狭窄,即晶粒的粒径均一。
74.具体而言,本实施方式中,基于晶粒直径(μm)的对数的粒度分布的标准偏差为0.80以下。通过使晶粒满足上述那样的平均粒径,且满足这种粒度分布的标准偏差,从而金相组织中的晶粒充分微细且均一。因此,将钛板用于滚筒时,能够抑制宏观纹理的产生。
75.与此相对,若基于晶粒直径(μm)的对数的粒度分布的标准偏差超过0.80,则即便在满足上述那样的平均晶粒直径的情况下,也会产生粗大的晶粒。将这种钛板用于滚筒时,容易产生宏观纹理。基于晶粒直径(μm)的对数的粒度分布的标准偏差优选为0.70以下、更优选为0.60以下。另一方面,基于晶粒直径(μm)的对数的粒度分布的标准偏差优选较小,实质上为0.10以上。基于晶粒直径(μm)的对数的粒度分布的标准偏差可以为0.20以上。
76.钛板的金相组织的晶体的平均晶粒直径和粒度分布的标准偏差可如下操作来测定、计算。具体而言,对切割钛板而得的截面进行化学研磨,使用电子背散射衍射法ebsd(electron back scattering diffraction pattern),分别针对钛板轧制面下部(自钢板轧制面中的一个面起的板厚方向上的1/8位置~3/8位置的范围)和板厚中央部(自钢板轧制面起的板厚方向上的3/8位置~5/8位置的范围),以1~2μm的步距对(1/4
×
板厚)mm
×
2mm的区域测定2~10个视场左右。其后,针对晶粒直径,将通过ebsd而测得的5
°
以上的方位差边界作为晶界,将被该晶界包围的范围作为晶粒,由晶粒面积求出圆当量粒径(面积a=π
×
(粒径d/2)2),将其个数基准的平均值作为平均晶粒直径,进而,由晶粒直径分布算出对数正态分布中的标准偏差σ。
77.需要说明的是,已知金属材料的晶粒直径分布通常按照对数正态分布。因此,计算上述那样的晶粒分布的标准偏差时,将所得晶粒直径分布归一化成对数正态分布,并由经归一化的对数正态分布来计算标准偏差。
78.(1.1.2织构)
79.接着,针对钛板的织构进行说明。钛的晶体结构包含α相,α相呈现密排六方结构(hexagonal close
‑
packed、hcp)。hcp结构的由结晶方位导致的物性的各向异性大。具体而言,与(0001)面的法线方向、即c轴方向平行的方向的强度高,越接近与c轴方向垂直的方向则强度越低。因此,即便钛板满足上述那样的晶粒的粒度分布,若产生结晶方位不同的晶体的集合体,则两集合体之间的加工性不同,在制造铜箔制造用滚筒时,研磨时的加工量会产生差异。其结果,在所得滚筒中,辨识出尺寸与晶粒近似的纹理。因此,本发明人等发现:通过使钛板的织构尽可能聚集,能够抑制上述纹理的产生。
80.基于上述见解,本实施方式中,钛板具有如下织构:用基于bunge表记法的欧拉角表示结晶方位时,具有以聚集度最大的方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率为20%以上。由此,能够抑制因结晶方位不同而导致加工性不同的晶体的集合体,将钛板用于铜箔制造用滚筒时,能够将由结晶方位的差异引起的纹理产生抑制至无法视觉辨认的水准。
81.进而,通过使钛板的晶粒的三维结晶方位集中于特定的方向,从而将钛板加工成滚筒时的变形也变得均一,使尺寸精度提高,此外,能够抑制局部的残留应力、应变的不均。其结果,能够提高研磨后的滚筒的平滑度。
82.此处,参照图1,说明基于bunge表记法的欧拉角。图1是用于说明用基于bunge表记
法的欧拉角表示的钛板的α相晶粒的结晶方位的说明图。作为试样坐标系,示出彼此处于正交关系的rd(轧制方向)、td(板宽度方向)和nd(轧制面的法线方向)这三条坐标轴。此外,作为晶体坐标系,示出彼此处于正交的关系的x轴、y轴和z轴这三条坐标轴。并且,以各坐标系的原点一致的方式配置各个坐标轴,表示hcp的六棱柱以作为钛的α相的hcp的(0001)面的中心与原点一致的方式示出。图1中,x轴与α相的[10
‑
10]方向一致,y轴与[
‑
12
‑
10]方向一致,z轴与[0001]方向(c轴方向)一致。
[0083]
在bunge表记法中,首先考虑试样坐标系的rd、td、nd与晶体坐标系的x轴、y轴、z轴分别一致的状态。然后,使晶体坐标系绕着z轴旋转了角度φ1,并绕着φ1旋转后的x轴(图1的状态)旋转了角度φ。最后,绕着φ旋转后的z轴旋转了角度φ2。根据这些φ1、φ、φ2这三个角度来表示晶体或晶体坐标系相对于试样坐标系发生特定倾斜的状态。即,使用φ1、φ、φ2这三个角度可毫无疑义地确定结晶方位。将这三个角度φ1、φ、φ2称为基于bunge表记法的欧拉角。通过该基于bunge表记法的欧拉角来规定钛板的α相晶粒的结晶方位(c轴方向等)。
[0084]
图1中,φ1是指:试样坐标系的rd
‑
td平面(轧制平面)与晶体坐标系的[10
‑
10]
‑
[
‑
12
‑
10]平面的交线和试样坐标系的rd(轧制方向)所成的角度。φ是指:试样坐标系的nd(轧制面的法线方向)与晶体坐标系的[0001]方向((0001)面的法线方向)所成的角度。φ2是指:试样坐标系的rd
‑
td平面(轧制面)与晶体坐标系的[10
‑
10]
‑
[
‑
12
‑
10]平面的交线和晶体坐标系的[10
‑
10]方向所成的角度。需要说明的是,在轧制的情况下,根据其对称性,可以用φ1:0~90
°
、φ:0~90
°
、φ2:0~60
°
的范围来表述任意方位。
[0085]
具有以最大聚集方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率可如下操作来求出。对切割钛板而得的截面进行化学研磨,使用ebsd进行结晶方位解析。分别针对钛板轧制面下部(自钢板轧制面起的板厚方向上的1/8位置~3/8位置的范围)和板厚中央部(自钢板轧制面起的板厚方向上的3/8位置~5/8位置的范围),以1~5μm的步距对(1/4
×
板厚)mm
×
2mm的区域测定2~10个视场左右。针对其数据,使用tsl solutions公司制的oim analysis软件来计算结晶方位分布函数odf(oriantation disutribution function)。结晶方位分布函数可通过应用背散射电子射线衍射(ebsd;electron back scattering diffraction pattern)法的使用了球面调和函数法的texture解析来计算(展开指数=16、高斯半高宽=5
°
)。此时,考虑到轧制变形的对称性,以相对于板厚方向(nd)、轧制方向(rd)、板宽度方向(td)各自呈现线对称的方式进行计算。odf是用分布函数来表示将所测得的结晶方位标绘至φ1
‑
φ
‑
φ2的三维空间(欧拉空间)而得的三维分布的函数。图2是表示本实施方式所述的钛板的通过电子背散射衍射法求出的结晶方位分布函数的一例的图。图2中,为了二维地示出欧拉空间,将欧拉空间沿着角度φ2方向1度1度地水平切片,并将所得截面进行排列。通过该结晶方位分布函数,能够求出最大聚集方位。需要说明的是,图2中,在φ2=60
°
的截面处,可确认最大聚集方位。其后,通过oim analysis,算出具有以前述最大聚集方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率。
[0086]
该最大聚集方位用基于bunge表记法的欧拉角进行表示时,优选的是:φ为10
°
以上且35
°
以下,并且,φ1为0
°
以上且15
°
以下。关于最大聚集方位,通过使φ为10
°
以上且35
°
以下并且φ1为0
°
以上且15
°
以下,从而能够得到成形为滚筒时容易加工、表面硬度变高的效果。
[0087]
(1.1.3金相组织的相构成)
[0088]
本实施方式所述的钛板的金相组织优选主要包含α相。β相比α相优先腐蚀。因此,从实现均匀的腐蚀、抑制宏观纹理产生的观点出发,β相优选较少。另一方面,存在少量β相时,能够抑制热处理时的晶粒生长,因此,能够获得均一且微细的晶粒直径。此外,钛板含有cu时,所生成的ti2cu能够抑制晶粒生长,但过度析出时,研磨性有可能变化。从这种观点出发,钛板的金相组织中,β相、ti2cu的体积率分别为2.0%以下是理想的。在该情况下,钛板的金相组织的余量为α相。β相、ti2cu的各体积率优选为1.0%以下,进一步优选钛板的金相组织为α单相。此外,本实施方式所述的钛板的金相组织中的α相的体积率优选为98.0%以上、更优选为99.0%以上、进一步优选为100%。即,实质上为α相单相。这种实质上的α相单相的金相组织可通过上述那样的钛板的化学组成来达成。
[0089]
此外,钛板的金相组织优选不含未再结晶晶粒。未再结晶晶粒通常粗大,可能成为宏观纹理的原因。钛板的金相组织优选为完全再结晶组织。可通过以下的方法来确认未再结晶晶粒的有无。即,将长径比为5.0以上的晶粒作为未再结晶晶粒,确认其有无。具体而言,对切割钛板而得的截面进行化学研磨,使用电子背散射衍射法,分别针对钛板轧制面下部(自钢板轧制面中的一个面起的板厚方向上的1/8位置~3/8位置的范围)和板厚中央部(自钢板轧制面起的板厚方向上的3/8位置~5/8位置的范围),以1~2μm的步距对(1/4
×
板厚)mm
×
2mm的区域测定2~10个视场左右。其后,将通过ebsd而测得的5
°
以上的方位差边界作为晶界,将被该晶界包围的范围作为晶粒,求出晶粒的长轴和短轴,计算长轴除以短轴而得的值(长轴/短轴)来作为长径比。需要说明的是:长轴是指将α相的晶界上的任意2点连结而得的线段之中长度最大的,短轴是指与长轴正交且将晶界上的任意2点连结而得的线段之中长度最大的。
[0090]
此外,为了与特定截面处的面积率保持一致,构成钛板的金相组织的各相的体积率可通过sem(scanning electron microscopy)/epma(electron probe microanalyzer)来容易地测定/计算。针对钛板的任意截面,研磨至镜面为止,利用sem/epma,以100倍的倍率测定fe和cu的浓度分布。fe、cu在β相或ti2cu部富集,因此,这些元素的富集部的面积率成为β相或ti2cu的体积率,即未经富集的部分成为α相的体积率。具体的测定方法是,利用sem/epma,针对距表面为板厚1/4的位置的1mm
×
1mm的区域,以1~2μm的步距测定2~5个视场左右。此时,将fe浓度比由全部测定点的fe浓度算出的fe的平均浓度高1质量%以上的点定义为β相,将cu浓度比由全部测定点的cu浓度算出的cu的平均浓度高1质量%以上的点定义为ti2cu,求出各相的面积率。
[0091]
(1.2化学组成)
[0092]
接着,针对本实施方式所述的钛板的化学组成进行说明。以质量%计包含n:0.10%以下、c:0.08%以下、h:0.015%以下、fe:0%以上且0.50%以下、o:0%以上且0.40%以下、以及cu:0%以上且1.50%以下,余量包含ti和杂质。本实施方式所述的钛板例如优选由工业用纯钛构成,或者由包含0.1质量%以上且1.5质量%以下的cu来代替前述工业用纯钛中的一部分ti的钛合金构成。
[0093]
工业用纯钛中的除ti之外的含有元素为极少量。使用其的情况下,钛板的晶相实质为α相单相。通过将构成钛板的相设为α相单相,在将钛板用于滚筒并将该滚筒浸渍于硫酸铜溶液时,滚筒被均匀腐蚀。由此,能够抑制因α相、β相的腐蚀速度差异而导致产生宏观
纹理。
[0094]
进而,工业用纯钛的热加工性优异,热轧后的板形状变得平坦,能够减少其后的矫正。因此,由矫正导致的应变的赋予和与此相伴的位错、孪晶的导入受到抑制。在钛板中存在大量位错、孪晶时,以位错、孪晶作为起点而产生纹理,或者,在浸渍于硫酸铜溶液时,表面不均匀地腐蚀。通过将工业用纯钛用作钛板的材料,从而预先防止这种问题,从该观点出发也可抑制宏观纹理的产生。
[0095]
与此相对,也可以考虑使钛板含有al等α稳定化元素。例如,al具有通过在α单相域中的热处理而抑制晶粒生长的效果。然而,al等α相稳定化元素会使钛板的高温强度大幅提高。若高温强度变得过高,则热轧时的反作用力变得过大,热轧后的钛板形状大幅变形,钛板呈现波浪形状。因此,大量需要对钛板进行其后的矫正,此时赋予应变时,大量导入位错、孪晶。其结果,如上所述,将钛板用于滚筒时,容易产生宏观纹理。
[0096]
此外,为了控制钛板的晶粒直径,可以考虑含有β相稳定化元素而使β相生成,并活用基于β相的钉扎效应的方法。然而,β相与α相相比容易被腐蚀,因此,假设β相发生了聚集时,有可能该部分优先发生腐蚀而产生宏观纹理。其结果,该宏观纹理有可能被转印至铜箔。因此,使钛板含有β相稳定化元素时,基本上难以抑制宏观纹理的产生。
[0097]
另一方面,β相稳定化元素之中,cu与其它元素不同,α相中的固溶度极限大。因此,能够使钛板含有cu而不使β相的织构析出。进而,cu的固溶强化能力较大,因此,对于提高后述表面硬度也是有效的。因此,可以代替钛板中的ti而以0.1质量%以上且1.5质量%以下的范围来含有cu。
[0098]
以下进行具体说明。需要说明的是,以下只要没有特别记载,则“%”这一表述表示“质量%”。
[0099]
作为工业用纯钛,可列举出例如jis h 4600:2012中规定的1~4型和astm b348中规定的grade 1~4、f67等。此外,即使是未基于上述标准的工业用纯钛、基于除上述之外的标准的工业用纯钛,在本领域技术人员根据技术常识而应视为“工业用纯钛”的范围内,就可以用作本实施方式所述的钛板的材料。并且,上述工业用纯钛可根据使用本实施方式所述的钛板的滚筒的具体用途、规格来适当选择。
[0100]
具体而言,本实施方式所述的钛板使用工业用纯钛时,可以具有如下的化学组成:
[0101]
以质量%计包含
[0102]
n:0.100%以下、
[0103]
c:0.08%以下、
[0104]
h:0.015%以下、
[0105]
fe:0.50%以下、以及
[0106]
o:0.40%以下,
[0107]
余量包含ti和杂质。
[0108]
此外,本实施方式所述的钛板也可以为包含1.5质量%以下的cu来代替上述工业用纯钛中的一部分ti的钛合金。因此,具体而言,本实施方式所述的钛板使用上述钛合金时,可以具有如下的化学组成:
[0109]
以质量%计包含
[0110]
n:0.100%以下、
[0111]
c:0.08%以下、
[0112]
h:0.015%以下、
[0113]
fe:0%以上且0.50%以下、
[0114]
o:0%以上且0.40%以下、以及
[0115]
cu:0%以上且1.50%以下,
[0116]
余量包含ti和杂质。
[0117]
n:0.100%以下
[0118]
上述元素之中,若钛板中大量含有n,则有时使钛板的延性或加工性降低。因而,n含量为0.100%以下。需要说明的是,n是不可避免地混入的杂质,实质的含量通常为0.0001%以上。
[0119]
c:0.08%以下
[0120]
上述元素之中,若钛板中大量含有c,则有时使钛板的延性或加工性降低。因而,c含量为0.08%以下。需要说明的是,c是不可避免地混入的杂质,实质的含量通常为0.0001%以上。
[0121]
h:0.015%以下
[0122]
上述元素之中,若钛板中大量含有h,则有时生成氢化物,钛板的冲击特性劣化,使加工性降低。因而,h含量为0.015%以下。需要说明的是,h含量越少越好,h是不可避免地混入的杂质,因此,实质的含量通常为0.0001%以上。
[0123]
o:0%以上且0.40%以下
[0124]
上述元素之中,o有助于提高钛板的α相的强度,且抑制加工中发生孪晶变形。通过使钛板的α相的强度提高,从而钛板的表面硬度增大。由此,在滚筒制造过程中的研磨时,表面容易平滑。此外,通过抑制孪晶,从而抑制结晶方位分布的偏差,能够进行均一的研磨。为了获得上述效果,o的含量优选为0.02%以上。o的含量更优选为0.03%以上。
[0125]
另一方面,过量包含o时,钛板的强度变得过高,在矫正时需要较大的加工。其结果,有可能反而容易产生孪晶。此外,若表面硬度变得过大,则将钛板制成滚筒时难以研磨。因此,o的含量为0.40%以下。o的含量优选为0.15%以下、更优选为0.12%以下。
[0126]
fe:0%以上且0.50%以下
[0127]
fe是使β相稳定化的元素。若钛板中的β相的析出量变多,则有时对宏观纹理的生成造成影响,因此,fe的含量设为0.50%以下。fe的含量优选为0.10%以下、更优选为0.08%以下。
[0128]
需要说明的是,fe含量越少越好,通过含有少量的fe而使β相略微析出,通过β相的钉扎效应来抑制晶粒生长。此外,即便fe是固溶在ti中的状态,也会因溶质牵引效应来抑制晶粒生长。需要说明的是,fe还是不可避免地混入的杂质,因此,实质的含量通常为0.0001%以上。fe含量例如可以为0.001%以上,也可以为0.01%以上。此外,为了获得基于β相的钉扎效应、溶质牵引效应的晶粒生长抑制效果,fe含量可以为0.02%以上。
[0129]
cu:0%以上且1.50%以下
[0130]
cu使β相稳定化,且也在α相中固溶,将α相强化。并且,cu在α相中的固溶度极限大,因此,即便含有也难以生成β相、ti2cu。另一方面,若含有超过1.50%的cu,则ti2cu会过度析出而使表面性状劣化(形成宏观纹理),因此,将cu的含量设为1.5%以下。cu的含量优选为
1.30%以下、更优选为1.20%以下。此外,cu的固溶强化能力较高,因此,能够提高钛板的后述表面硬度,可期待提高研磨性。进而,ti2cu会抑制晶粒生长,因此,若以不影响研磨性的程度使ti2cu析出,则钛板容易获得均一且微细的晶粒直径。为了获得这种效果,钛板可以含有优选为0.10%以上、更优选为0.20%以上、进一步优选为0.40%以上的cu。
[0131]
本实施方式所述的钛板的化学组成的余量可以为ti和杂质。如果具体例示,则杂质可列举出在精炼工序中混入的cl、na、mg、si、ca以及从废料中混入的al、zr、sn、mo、nb、ta、v等。含有这些杂质元素时,其含量例如分别为0.1%以下,钛板的杂质的含量如果以总量计为0.5%以下,则是没有问题的水平。
[0132]
需要说明的是,上述说明的除ti之外的各元素的含量的下限值为0%,自不用说,钛板可以不含上述的各元素。需要说明的是,上述那样的以α相为主的金相组织可通过上述那样的钛板的化学组成来达成。
[0133]
以上,针对本实施方式所述的钛板的化学组成进行了说明。
[0134]
(1.3长度)
[0135]
本实施方式所述的钛板的长度没有特别限定,可根据所制造的滚筒的用途、规格等来适当设定。如下所述,本实施方式所述的钛板如后述那样地通过单向轧制来制造,而不进行横轧,因此,能够制造长条的钛板。因而,本实施方式所述的钛板的长度可以设为例如20m以上且200m以下。进而,可以制成更长条的钛轧卷。该钛轧卷的长度与本实施方式所述的钛板同样没有特别限定,可根据所制造的滚筒的用途、规格等来适当设定,可以设为例如20m以上且400m以下。
[0136]
(1.4厚度)
[0137]
本实施方式所述的钛板的厚度没有特别限定,可根据所制造的滚筒的用途、规格等来适当设定。本实施方式所述的钛板的板厚例如为4.0mm以上且15.0mm以下,可以设为6.0mm以上且10.0mm以下。用作铜箔制造滚筒的材料时,随着铜箔制造滚筒的使用,板厚会减少,因此,钛板的厚度下限优选设为4.0mm以上,可以为6.0mm以上,也可以为7.0mm以上。此外,本实施方式所述的钛板的厚度上限没有特别限定,例如为15.0mm以下,可以为12.0mm以下,也可以为10.0mm以下,还可以为9.0mm以下。
[0138]
在以上说明的本实施方式中,以如下方式控制织构:使晶体不仅微细还设为落入规定标准偏差内的均匀大小,进而,用基于bunge表记法的欧拉角进行表示时,具有以聚集度最大的方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率为20%以上。因此,在用于铜箔制造用滚筒时,能够充分抑制宏观纹理的产生。
[0139]
需要说明的是,关于宏观纹理,将钛板的表面用#800的砂纸进行研磨,使用硝酸10质量%、氢氟酸5质量%溶液使表面腐蚀,由此能够进行观察。图3、4中,作为一例,示出产生了宏观纹理的钛板的表面的照片。需要说明的是,图3和图4是互不相同的钛板的照片。“宏观纹理”是指:沿着轧制方向产生了几mm长的条纹状且颜色不同的部位的部分。例如,图4中,在图4的(a)的箭头所示的部位,生成了图4的(b)所示形状的宏观纹理。若钛板产生这种宏观纹理,则该宏观纹理会被转印至最终制造的铜箔。
[0140]
如上所述,本实施方式所述的钛板的生产率优异,在用于铜箔制造用滚筒时,能够抑制宏观纹理的产生,适合作为铜箔制造用滚筒的材料。因此,本发明在其一个局面中还涉及使用本发明所述的钛板而制造的铜箔制造滚筒。
[0141]
参照图5、6,说明使用本发明所述的钛板而制造的铜箔制造滚筒。图5是示出铜箔制造滚筒的一个使用方式的铜箔制造装置的示意图,图6是示出本发明的一个实施方式所述的铜箔制造滚筒的示意图。铜箔制造装置1例如图5所示那样,具备:装有硫酸铜溶液的电解槽10;以部分浸渍于硫酸铜溶液的方式设置在电解槽10内的电沉积滚筒20;以及,以在电解槽10内浸渍于硫酸铜溶液且与电沉积滚筒20的外周面以规定间隔相对置的方式设置的电极板30。通过在电沉积滚筒20与电极板30之间施加电压,从而在电沉积滚筒20的外周面电沉积而生成铜箔f。达到规定厚度的铜箔f利用卷取部40而自铜箔制造滚筒20剥离,边利用导辊50进行引导边卷取至卷取辊60。
[0142]
电沉积滚筒20具备:圆筒状的内滚筒21、沿着该内滚筒21的外周面覆盖的本实施方式所述的钛板22、在该钛板22的对接部配置的焊接部23、在内滚筒的侧面设置的侧板24、以及旋转轴25。本实施方式所述的铜箔制造滚筒是电沉积滚筒20的一部分,由沿着圆筒状的内滚筒21的外周面进行了覆盖的本实施方式所述的钛板22和在该钛板22的对接部配置的焊接部23构成。侧板24覆盖在内滚筒21和钛板22的轴向的两端。此外,旋转轴25以与内滚筒21的中心轴a同轴的方式设置于侧板24。
[0143]
本实施方式所述的铜箔制造滚筒可利用公知的方法来制造,例如,通过将本实施方式所述的钛板铺设在内滚筒的外侧面,将加工成圆筒状的钛板的对接的两个端部用公知的焊接棒进行焊接来制造。焊接部是指焊接棒的凝固组织。
[0144]
本实施方式所述的铜箔制造滚筒的尺寸没有特别限定,例如,可以将其直径设为2~5m。
[0145]
这种铜箔制造滚筒能够抑制宏观纹理的产生,能够制造高品质的铜箔。
[0146]
本实施方式所述的钛轧卷与上述的本实施方式所述的钛板基本相同。然而,本实施方式所述的钛轧卷如上所述,在其长度上进行单向轧制而不进行横轧地制造。因此,可以制成长条,例如,可以制成20m以上。这种长条的钛轧卷无法通过横轧来制造。
[0147]
需要说明的是,使用本实施方式所述的钛轧卷来制造铜箔制造滚筒时,也可以将钛轧卷进行退卷,根据所制造的铜箔制造滚筒的大小来切割钛轧卷。由钛轧卷切出的钛板也包括在本发明所述的钛板中。因此,本发明所述的钛板包括上述钛板和由钛轧卷切出的钛板。
[0148]
详细的制造方法如后所述,在由钛轧卷切出的钛板的情况下,例如,连续轧制尺寸为160~250mm厚
×
1000~1500mm宽
×
40000~8000mm长的钛板坯。对该钛板坯进行热轧而制成10mm厚、64~200m长的热轧板,并卷取成卷材状。可以从卷材状的钛材(钛轧卷)中切出3~16m的长度来制成钛板。
[0149]
以上说明的本实施方式所述的钛板和钛轧卷可通过任意方法来制造,例如,也可以通过以下说明的本实施方式所述的钛板的制造方法和钛轧卷的制造方法来制造。
[0150]
需要说明的是,本实施方式所述的钛轧卷的制造方法与本实施方式所述的钛板的制造方法基本相同。具体而言,利用上述条件进行热轧后,以轧卷的形式进行卷取。其后,使用连续炉、间歇炉等进行上述条件的热处理(退火)。根据需要,也可以实施矫正加工。需要说明的是,这些卷取等工序几乎不会导致金相组织的变化,无论在轧制后直接获得板状的钛坯料,还是将轧卷切割而得到钛坯料,均可获得本发明所述的金相组织。
[0151]
<2.钛板的制造方法>
[0152]
本实施方式所述的钛板的制造方法是沿着单向进行轧制而制造钛板的钛板制造方法,其进行如下条件的轧制工序:轧制前的加热温度为300℃以上且600℃以下,压下率为75%以上,从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度为0.05/s以上且10.0/s以下,最终轧制后的钛坯料的表面温度为250℃以上且500℃以下。在轧制工序后,将钛板以600℃以上且850℃以下的温度、1分钟以上且480分钟以下的时间进行热处理(退火)。以下,详细说明本实施方式所述的钛板的制造方法。
[0153]
(2.1钛板的坯料的准备)
[0154]
首先,准备钛板的坯料(钛坯料)。作为钛坯料,可以使用上述化学组成的坯料,可以使用通过公知方法而制造的坯料。例如,钛坯料通过利用真空电弧熔解法、电子束熔解法或等离子体熔解法等炉膛熔解法等各种熔解法由海绵钛制作铸锭。接着,通过以α相高温域、β单相域的温度对所得铸锭进行热锻,能够获得钛坯料。需要说明的是,钛坯料也可以根据需要实施了清洗处理、切削等前处理。此外,利用炉膛熔解法制造可热轧的矩形板坯形状时,也可以不经热锻等地直接供于轧制。
[0155]
(2.2轧制工序)
[0156]
本工序中,将经加热的钛板的坯料沿着单向进行轧制(热轧)。本工序中,轧制前的加热温度为300℃以上且600℃以下,压下率为75%以上,从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度为0.05/s以上且10.0/s以下,最终轧制后的钛坯料的表面温度为250℃以上且500℃以下。
[0157]
通过将本工序中的加热温度设为300℃以上且600℃以下,并以300℃以上且加热温度以下的温度进行轧制,从而能够抑制钛板的坯料的孪晶变形。对钛板的坯料进行单轴轧制时,在发生滑移变形的同时还发生孪晶变形。一般而言,织构因滑移变形而发达,但发生孪晶变形时,结晶方位会大幅变化,因此,织构的聚集度降低。然而,通过将加热温度设为300℃以上且600℃以下,并以300℃以上且加热温度以下的温度进行轧制,从而能够抑制孪晶变形,聚集度变高。进而,加热温度为300℃以上且600℃以下时,不会产生再结晶,因此,在轧制中,方位难以随机化,能够提高织构的聚集度。加热温度的上限优选为550℃,更优选为500℃。此外,加热温度的下限优选为350℃,更优选为400℃。
[0158]
通过将本工序中的压下率设为75%以上,从而能够提高织构的聚集度,此外,能够使晶粒直径分布均一。通过使聚集度提高、晶粒直径分布均一,从而能够防止宏观纹理的产生。另一方面,若压下率低,则因轧制前的结晶方位分布而使晶体无法旋转至稳定的结晶方位,聚集度降低。此外,若压下率低,则因轧制前的结晶方位分布而局部地产生未引入应变的区域,在轧制后进行了退火的情况下,在该未引入应变的区域中,晶粒变大,晶粒直径分布不均一。其结果,会形成宏观纹理。压下率优选为80%以上、更优选为85%以上、进一步优选为90%以上。
[0159]
此外,本工序中,从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度为0.05/s以上且10.0/s以下。一般轧制工序中的最终板厚附近的应变速度为30.0/s程度以上。像这样,本工序中,使最终板厚附近的应变速度小于以往的轧制工序来轧制钛板的坯料。通过将从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度设为0.05/s以上且10.0/s以下,从而能够既维持生产率又获得使结晶方位聚集的织构。若从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为
止的应变速度超过10.0/s,则即便是上述轧制温度,孪晶变形也会活跃化,无法获得结晶方位在特定方向上发生了聚集的织构。另一方面,若从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度小于0.05/s,则生产率显著降低。从生产率的观点出发,从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度更优选为0.1/s以上。此外,从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度优选为8.0/s以下,更优选为6.0/s以下。
[0160]
通过将本工序中的最终轧制后的钛坯料的表面温度设为250℃以上且500℃以下,从而能够获得如下效果:进一步抑制孪晶变形,向特定方位的聚集进一步增加。通过以上述轧制开始温度和最终轧制后的钛坯料的表面温度均达到250℃以上且500℃以下的方式对钛坯料进行轧制,从而能够进一步抑制孪晶变形,向规定方位的聚集进一步增加。最终轧制后的钛坯料的表面温度优选为275℃以上,更优选为300℃以上。此外,最终轧制后的钛坯料的表面温度优选为480℃以下,更优选为450℃以下。
[0161]
本工序中的轧制是将钛坯料沿着长度方向进行拉伸的单向轧制,不进行沿着长度方向和宽度方向进行轧制的横轧。若进行横轧,则用基于bunge表记法的欧拉角进行表示时,无法获得具有以聚集度最大的方位(最大聚集方位)为中心的方位差在15
°
以内的结晶方位的晶粒的面积率为20%以上的金相组织。通过利用上述条件进行单向轧制,从而能够控制钛板的组织。此外,在单向轧制中,没有变更轧制方向的操作,因此,能够缩短制造工期。此外,横轧中的钛坯料的长度受到限制,在本工序中,不进行横轧,而是进行单向轧制,因此,能够提高成品率,能够提高生产率。
[0162]
在以上的轧制工序后,实施热处理工序。以下,说明热处理工序。
[0163]
(2.3热处理工序)
[0164]
本工序中,进行以600℃以上且850℃以下的温度和1分钟以上且480分钟以下的时间来保持轧制工序后的钛坯料的热处理(退火)。由此,能够使未再结晶晶粒发生再结晶,且抑制晶粒生长。由此,能够使所得钛板的金相组织中的晶粒均一且制成细粒。其结果,能够更可靠地抑制宏观纹理的产生。
[0165]
具体而言,通过将轧制工序后的钛坯料以600℃以上的温度保持1分钟以上,从而能够使未再结晶晶粒充分地以再结晶晶粒的形式析出。此外,通过将轧制工序后的钛坯料以850℃以下的温度热处理480分钟以下的时间,从而能够防止一部分晶粒变得粗大。热处理温度优选为630℃以上。此外,热处理温度优选为820℃以下。热处理时间优选为2分钟以上。此外,热处理时间优选为240分钟以下。
[0166]
需要说明的是,热处理可以在大气气氛、非活性气氛或真空气氛中的任一者中进行。
[0167]
此外,在钛坯料的热处理工序中大多使用连续炉。使用连续炉时,热处理时间优选为1分钟以上,优选为5分钟以下。另一方面,在轧卷的热处理工序中,有时也使用间歇炉。在该情况下,钛轧卷的热处理时间优选为120分钟以上,优选为480分钟以下。
[0168]
通过以上的工序,能够得到本实施方式所述的钛板。需要说明的是,根据需要,也可以在热处理工序后实施以下的后处理工序。以下,说明后处理工序。
[0169]
(2.4后处理工序)
[0170]
作为后处理,可列举出通过酸洗、切削来去除氧化皮等;清洗处理等,可根据需要
来适当应用。或者,作为后处理,也可以进行钛板的矫正加工。其中,从生成孪晶的方面出发,优选不进行冷轧。
[0171]
以上,针对本实施方式所述的钛板的制造方法进行了说明。需要说明的是,本实施方式所述的钛轧卷的制造方法也可以与本实施方式所述的钛板的制造方法基本相同。具体而言,在利用上述条件进行热轧后,以轧卷的形式进行卷取。其后,使用连续炉、间歇炉等来进行上述条件的热处理(退火)。也可以根据需要来实施矫正加工。需要说明的是,这些卷取等工序几乎不会使金相组织发生变化,无论在轧制后直接获得板状的钛坯料,还是将轧卷切割而得到钛坯料,均能够得到本发明所述的金相组织。进而,本实施方式所述的钛板和钛轧卷通过单向轧制来制造,由于不进行横轧,因此能够缩短制造工期。其结果,能够提高生产率。此外,本实施方式所述的钛板和钛轧卷通过单向轧制来制造,而不进行横轧,因此,与进行横轧而制造的一般钛板相比能够制成长条。
[0172]
实施例
[0173]
以下示出实施例,针对本发明的实施方式进行具体说明。需要说明的是,以下示出的实施例只不过是本发明的一例,本发明不限定于下述例子。
[0174]
1.钛板的制造
[0175]
首先,通过对利用真空电弧熔解法而制作的铸锭进行热锻,从而得到具有表1的化学组成的钛的坯料a~h。需要说明的是,表1中,“bal.”表示余量。
[0176]
[表1]
[0177][0178]
接着,将所得钛板的坯料以表1所示的轧制温度、压下率进行单向轧制。将从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度设为表2所示的应变速度。需要说明的是,表2所示的“应变速度”是从最终轧制后的钛坯料的板厚的1.5倍厚度起至最终轧制后的板厚为止的应变速度,“表面温度”为轧制结束时的钛坯料的表面温度。
[0179]
接着,在大气气氛下,以表2记载的温度、时间进行热处理,得到长度为约30m且表2所示厚度的钛板。
[0180]
2.分析/评价
[0181]
针对本实施例中的各发明例和比较例记载的钛板,针对以下的项目进行分析和评价。
[0182]
2.1晶粒直径
[0183]
各发明例和比较例所述的钛板的金相组织的晶体的平均晶粒直径和粒度分布的标准偏差如下操作,进行测定、计算。对切割钛板而得的截面进行化学研磨,使用ebsd,分别针对钛板轧制面下部和板厚中央部,以1~2μm的步距对(1/4
×
板厚)mm
×
2mm的区域测定2~10个视场左右。其后,针对晶粒直径,将通过ebsd而测得的5
°
以上的方位差边界作为晶界,将被该晶界包围的范围作为晶粒,由晶粒面积求出圆当量粒径(面积a=π
×
(粒径d/2)2),将其个数基准的平均值作为平均晶粒直径,进而,由晶粒直径分布算出对数正态分布(将各晶粒的圆当量粒径d转换成自然对数lnd而得的转换值的分布)中的标准偏差σ。
[0184]
此外,通过以下的方法来确认未再结晶晶粒的有无。即,将长径比为5.0以上的晶粒作为未再结晶晶粒,确认其有无。具体而言,对切割钛板而得到的截面进行化学研磨,使用电子背散射衍射法,分别针对钛板轧制面下部和板厚中央部,以1~2μm的步距对(1/4
×
板厚)mm
×
2mm的区域测定2~10个视场左右。其后,将通过ebsd而测得的5
°
以上的方位差边界作为晶界,将被该晶界包围的范围作为晶粒,求出晶粒的长轴和短轴,算出长轴除以短轴而得的值(长轴/短轴)作为长径比。需要说明的是,长轴是指将α相的晶界上的任意2点连结而得的线段之中长度最大的,短轴是指与长轴正交且将且晶界上的任意2点连结而得的线段之中长度最大的。
[0185]
2.2织构
[0186]
各发明例和比较例所述的钛板的聚集度最大的方位、以及具有以聚集度最大的方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率如下操作,进行测定、计算。对切割钛板而得的截面进行化学研磨,使用ebsd进行结晶方位解析。分别针对钛板表面下部和板厚中央部,以1~5μm的步距对(1/4
×
板厚)mm
×
2mm的区域测定2~10个视场左右。针对其数据,使用tsl solutions公司制的oim analysis软件来计算odf,由该odf计算聚集度的峰位置和面积率。odf应用背散射电子射线衍射(ebsd)法的使用了球面调和函数法的texture解析来计算(展开指数=16、高斯半高宽=5
°
)。此时,考虑到轧制变形的对称性,以相对于板厚方向、轧制方向、板宽度方向分别呈现线对称的方式进行计算。需要说明的是,表2所示的“最大方位”是聚集度最大的方位,“φ”和“φ1”是基于bunge表记法的角度。
[0187]
2.3宏观纹理
[0188]
针对宏观纹理,分别将5~10片左右的尺寸为50
×
100mm的各发明例和比较例所述的钛板的表面用#800的砂纸进行研磨,使用硝酸10质量%、氢氟酸5质量%溶液使表面腐蚀,由此进行观察。接着,将长度为3mm以上的条纹状纹理作为宏观纹理,根据产生比例,如下所述地进行评价。
[0189]
a:产生比例为1.0个/片以下(非常良好、在50
×
100mm之中为1.0个以下)
[0190]
b:产生比例超过1.0个/片且为10.0个/片以下(良好、在50
×
100mm之中超过1.0个且为10.0个以下)
[0191]
c:产生比例超过10.0个/片(不合格、在50
×
100mm之中超过10个)
[0192]
将所得分析结果/评价结果示于表2。需要说明的是,表2所示的“面积率”是具有以聚集度最大的方位为中心的方位差在15
°
以内的结晶方位的晶粒的面积率。此外,表2中的“再结晶未完”表示确认到未再结晶部。
[0193]
[表2]
[0194][0195]
如表2所示那样,发明例1~24所述的钛板能够抑制宏观纹理。与此相对,比较例1~10所述的钛板产生了宏观纹理。
[0196]
以上,针对本发明的优选实施方式进行详细说明,但本发明不限定于该例子。只要是具有本发明所属技术领域的公知常识的人员,就可以在权利要求书记载的技术思想范畴内想到各种变更例或修正例,这是显而易见的,应该认识到这些自然也属于本发明的技术范围。
[0197]
附图标记说明
[0198]1ꢀꢀꢀ
铜箔制造装置
[0199]
10
ꢀꢀ
电解槽
[0200]
20
ꢀꢀ
电沉积滚筒
[0201]
21
ꢀꢀ
内滚筒
[0202]
22
ꢀꢀ
钛板
[0203]
23
ꢀꢀ
焊接部
[0204]
24
ꢀꢀ
侧板
[0205]
25
ꢀꢀ
旋转轴
[0206]
30
ꢀꢀ
电极板
[0207]
40
ꢀꢀ
卷取部
[0208]
50
ꢀꢀ
导辊
[0209]
60
ꢀꢀ
卷取辊
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1