聚晶立方氮化硼复合材料的制作方法
1.本公开涉及一种复合材料,其包含钨(w)、铼(re)和立方氮化硼(cbn)颗粒,所述颗粒在高压和高温(hpht)条件下一起形成。本公开还涉及该复合材料作为用于钢、镍合金和其他高熔点合金的摩擦搅拌焊接的探针或工具材料的应用,并且涉及在减少的磨损和断裂方面具有比现有探针高得多的性能的探针。本公开还涉及用于制造此类复合材料的方法以及包括此类材料的探针。
背景技术:
2.摩擦搅拌焊接(fsw)是如下技术:使旋转工具与待接合的两个相邻工件强制接触并且工具的旋转产生工件的摩擦和粘性加热。当混合沿着塑性区域发生时,严重变形。在塑性区域冷却时,工件沿着焊接接头接合。由于工件保持在固相,所以该过程在技术上是锻造过程而不是焊接过程,尽管如此,按照惯例将其称为焊接或摩擦搅拌焊接,并且这里遵循该惯例。
3.在低温金属中的fsw的情形中,整个工具/工具保持器可以是单件的成形工具钢,在该情形中,其通常被称为“探针”(probe)。在工具用于焊接较高温度合金(诸如钢)的情形中,工具通常处在两个或更多个部件中,其中与被焊接的材料直接接触的端部元件通常被称为“定位器”(puck)或“工具插入件”,并且工具的其余部分是“工具保持器”,该“工具保持器”将定位器牢固地保持并且装配到fsw机器中,使得工具定位器和工具保持器一起构成“工具”或“工具组件”。通常对工具定位器进行成形以形成肩部和搅拌销,通常具有切入表面中的反向螺旋,使得在旋转期间,其朝向销拉动金属并将金属向下推动到由所述销形成的孔中。
4.通常,fsw操作包括若干步骤,例如:
5.a)插入步骤(也称为刺入步骤),从工具与工件接触时的点到销完全嵌入直至受热且软化的工件中的肩部的点。
6.b)工具横移,这时工具沿着待接合工件之间的线横向移动,和
7.c)提取步骤,这时工具被提升或横移出工件。
8.工具横移(其是主要形成焊缝的阶段)通常在恒定条件下进行;典型地,这些条件是旋转速度、刺入条件、横移速度等。
9.fsw方法在1991年由焊接研究所(twi)开辟,并且描述于wo 93/10935中。twi已经许可了该技术,尽管它主要用于将铝(al)合金制成的部件焊接在一起,但是它也用于其它低熔点金属,例如铜(cu)、铅(pb)和镁(mg)。
10.wo 2004/101205要求保护fsw工具,该工具尤其包含在高压高温(hpht)条件下制造的超级磨料材料。具体地,要求聚晶聚晶金刚石(pcd)和聚晶氮化硼(pcbn)。
11.通用电气公司提交了针对将基于钨的难熔金属合金用于钢和其它材料的fsw的专利申请(us 2004/238599a1)。
12.fsw是用于接合金属的良好确立的方法。然而,目前典型地仅适合于具有相对低熔
点的金属,这是因为存在以下要求:fsw工具或探针材料在接合温度下保持其基本特性并且不与接合的金属发生化学相互作用。出于这个原因,使用钢探针通过fsw接合钢和其它高熔点金属是不可行的,例如在如al&cu的较低熔点金属的情形中使用。
13.最近的驱动是使用如下材料来开发fsw探针,该材料在含铁环境中在高于1000℃的温度下保持其基本特性和形式,以便使钢和其他高熔点金属的fsw接合在技术上和商业上可行。难以开发合适的工具,这至少部分是由于温度,而且还由于在该过程期间工具经受的载荷。通常已发现这些工具具有有限的寿命周期。此外,这些工具通常由难以成形的昂贵材料制成,因此工具是昂贵的。目前,通常根据每个工具的焊接米数(metres)来量度此类工具的寿命,并且使用该工具的成本是按照每米的$、usd来量度,将工具成本除以按米计的工具寿命。尽管自从2000年左右以来知晓在钢中摩擦搅拌焊接的许多益处,但其使用是非常受限的,因为目前可用的工具被认为是昂贵的,并且是不可靠的且寿命是有限的。
14.例如,使用由hpht方法制造的聚晶立方氮化硼(pcbn)作为探针材料在本领域中已有描述。还存在对使用w、re、mo的大量研究,包括它们的合金和其它难熔金属。这两种方法(pcbn和难熔金属)均具有不同的缺点:
15.·
尽管pcbn远比这种应用所需的更耐磨,但其断裂韧性低于理想所需。当工件初始为冷并且工件和工具之间的接触点相对较小时,该应用涉及将探针刺入到这两件之间的接合部的工件中。因此,该步骤涉及高的力和快速的加热,并且能够严重地向工具施加应力和损坏工具。在随后的横移期间,当工具也旋转时,工具也经受大的循环力,这能够驱动裂纹扩展。
16.·
虽然诸如w、mo和re的难熔金属具有足够的断裂韧性,但是它们缺少商业可行探针所需的耐磨性,并且它们的主要失效机制是磨损。更重要的是,由此类金属制成的探针在应用期间往往发生形状畸变。
17.对于将w、mo或re的韧性和强度与pcbn的增强耐磨性结合的材料存在长期需求,同时保留fsw应用期间所需的基本化学惰性和形式。
18.发明概述
19.在本发明的第一方面中,提供了一种聚晶立方氮化硼pcbn复合材料,其包含:60-90体积%立方氮化硼cbn颗粒和40-10体积%的粘合剂基质材料,所述cbn颗粒分散在该粘合剂基质材料中,该粘合剂基质材料包含90-99重量%的难熔金属钨(w)和铼(re)的合金,并且其还包含0.5-10重量%的非氧化物形式的铝(al)。
20.任选地,粘合剂相还包含处于cbn晶粒上的界面层,所述界面层包含al或者其硼化物或氮化物。
21.任选地,界面层覆盖cbn晶粒表面的至少50%。
22.任选地,界面层是包含al、b和n的反应层,并且包含氮化铝和/或硼化铝。
23.反应层的组成可在其整个厚度上变化。
24.任选地,包含al的界面层的平均厚度为100-250nm,优选为170-190nm,使用本文所述的方法测量。
25.任选地,复合材料的总氧含量小于3%,优选小于2%,优选小于1%,优选小于0.5%,优选小于0.3%,如本文所述测量。
26.pcbn材料可包含70体积%的cbn颗粒和30体积%的粘合剂基质。优选地,pcbn复合
材料包含65-75体积%的cbn颗粒和25-35体积%的粘合剂基质。
27.任选地,cbn颗粒具有8至20μm范围内的平均晶粒尺寸,如本文所述测量。
28.任选地,钨-铼合金的组成位于以下范围内:72重量%至77重量%的钨(w)和相应的28重量%至23重量%的re。钨-铼合金可包含90重量%的钨和10重量%的铼,或80重量%的钨和20重量%的铼,或74重量%的钨和26重量%的铼,或70重量%的钨和30重量%的铼,或60重量%的钨和40重量%的铼,或50重量%的钨和50重量%的铼。
29.任选地,w-re合金的晶粒具有位于3至5μm范围内的平均晶粒尺寸,如本文所述测量。
30.pcbn材料可以包含在粘合剂基质材料中的铼-铝合金。
31.pcbn复合材料可以进一步包含在粘合剂基质材料内的wc杂质,所述杂质以pcbn复合材料的小于1重量%的量存在。
32.pcbn复合材料可以具有500至560gpa的杨氏模量,基于声速的测量并且如本文所述计算。
33.cbn颗粒可具有在0.40和0.70之间的范围内的锐利度,其中如本文所述测量锐利度。
34.pcbn复合材料可以具有在8和9km/s之间的声速,如本文所述测量。
35.在本发明的第二方面中,提供了一种制造聚晶立方氮化硼pcbn复合材料的方法,所述方法包括以下步骤:
[0036]-提供基质前体粉末,其包含难熔金属钨(w)和铼(re)并且其进一步包含0.5至10重量%的非氧化物形式的al的基质前体粉末;
[0037]-提供包含cbn颗粒的立方氮化硼cbn粉末;
[0038]-混合基质前体粉末和cbn粉末;
[0039]-压实所述混合基质前体粉末和cbn粉末以形成生坯体;
[0040]-在800℃至1150℃的温度下对生坯体进行脱气;
[0041]-以1300℃至1600℃的温度和至少3.5gpa的压力烧结所述生坯体以形成根据本发明第一方面的pcbn复合材料。
[0042]
任选地,基质前体粉末包含w、re和al的单独颗粒。作为替代,基质前体粉末包含兼具w和re的颗粒,要么是预合金化的,要么作为单独的相,例如一个包覆另一个。
[0043]
混合的步骤可包括使用不含暴露的金属或wc表面的混合容器将基质前体粉末和cbn粉末混合。
[0044]
混合的步骤可包括在聚合物或聚合物涂覆的混合罐中混合基质前体粉末和cbn粉末。
[0045]
混合的步骤可包括使用带叶片的混合器来混合基质前体粉末和cbn粉末,其中混合器的混合叶片涂覆有聚合物。作为替代,混合的步骤可包括使用无叶片混合器来混合基质前体粉末和cbn粉末。
[0046]
任选地,该方法包括以下子步骤:
[0047]-将cbn和铝粉末添加在一起;
[0048]-在容器中以800rpm混合2分钟,然后以1200rpm混合2分钟;
[0049]-将一半的钨-铼粉末添加到cbn和铝粉末中;
[0050]-在容器中以800rpm混合2分钟,然后以1200rpm混合2分钟;
[0051]-将剩余一半的钨-铼粉末添加到cbn和铝粉末中;和
[0052]-在容器中以800rpm混合2分钟,然后以1200rpm混合2分钟。
[0053]
任选地,烧结的步骤包括在1500℃的温度下烧结。
[0054]
任选地,烧结的步骤包括在4.0-6.0gpa范围内的压力下烧结。
[0055]
任选地,粘合剂基质材料包含98重量%的钨-铼合金和2重量%的铝化合物。
[0056]
在本发明的第三方面中,提供了一种用于摩擦搅拌焊接铁合金的摩擦搅拌焊接工具,所述工具在操作中围绕旋转轴线旋转,所述工具包括肩部和从顶点延伸到肩部的搅拌销,所述工具在操作中具有小于3μm/米焊接的平均磨损率,所述磨损率如本文所述测量。优选地,摩擦搅拌焊接工具包括根据本发明第一方面的pcbn复合材料。权利要求2至16中也提供了本发明第三方面的其他任选和/或优选特征。
[0057]
在本发明的第四方面中,提供了一种用于摩擦搅拌焊接铁合金的摩擦搅拌焊接工具,所述工具在操作中围绕旋转轴线旋转,所述工具包括肩部和从顶点延伸到肩部的搅拌销,所述工具在操作中具有小于1μm/(m.mm)的平均磨损率比例,其为1μm每米焊接每mm销长度。优选地,该摩擦搅拌焊接工具包含根据本发明的第一方面的pcbn复合材料。权利要求2至16中也提供了本发明第四方面的其他任选和/或优选特征。
[0058]
在本发明的第五方面中,提供了一种用于摩擦搅拌焊接铁合金的摩擦搅拌焊接工具,所述工具在操作中围绕旋转轴线旋转,所述工具包括肩部和从顶点延伸到肩部的搅拌销,所述工具在操作中被制造和构造成经受超过10次刺入而不发生脆性失效,在光学显微镜下可见,如本文所述测量所述磨损率。优选地,摩擦搅拌焊接工具包含根据本发明第一方面的pcbn复合材料。权利要求2至16中也提供本发明第五方面的其他任选和/或优选特征。
[0059]
在本发明的第六方面中,提供了一种用于摩擦搅拌焊接铁合金的摩擦搅拌焊接工具,所述工具在操作中围绕旋转轴线旋转,所述工具包括肩部和从顶点延伸到肩部的搅拌销,所述工具还包含根据本发明第一方面的聚晶立方体氮化硼pcbn材料。优选地,摩擦搅拌焊接工具包含根据本发明第一方面的pcbn复合材料。权利要求2至16中也提供了本发明第六方面的其他任选和/或优选特征。
[0060]
销长度典型是焊缝的预期深度的95%,使得对于在6mm厚的钢中没有根部缺陷的全厚度对接焊缝,销长度是5.7mm。许多fsw工艺参数以某些方式随销长度缩放,如下所述。为方便起见并且因为它是用于工具开发和测试的标准尺寸,所以讨论以用于6mm焊接的工具为中心,即具有5.7mm的销长度,其中缩放因子用于解决随后给出的其他工具尺寸。
[0061]
本发明的工具插入件能够承受至少10、20、30、50、100次刺入,而不会发生任何脆性损伤,例如在光学显微镜下可见的碎裂或开裂。
[0062]
任选地,本发明的工具插入件在使用中具有低的平均磨损率比例。作为在工具插入件的中心区域(工具的顶点)上在轴线方向上测量的平均磨损(以μm为单位)测量磨损率(wr,μm/m),达到等于销长度l的1.5倍的直径(例如,对于5.7mm的销,达到1.5
×
l=1.5
×
5.7mm=8.55mm的直径),并且作为完成的每米测试焊缝的数值给出。由于在从尖端轴向观察时磨损不是凹入的,所以这相当于使从工具插入件损失的材料的总体积在直径为1.5l的圆柱体内,将其转换为直径为1.5l的圆柱体,平均磨损则为该圆柱体的长度,并且磨损率wr为该数值除以总焊接长度。
[0063]
由于工具上的精确条件随销尺寸而变化,则本发明实现的磨损率和阈值也随着工具插入件的销尺寸而变化。因此,为了提供与所有工具尺寸相关的数值,将磨损率wr除以销长度以给出磨损率比例(wrr,μm/{m.mm})。因此,磨损率比例是在所经过的每米焊缝的以μm测量的磨损率除以销长度(以mm计)的比例。作为示例,本发明的材料可表现出以下磨损率:《0.3μm/米6mm深焊缝,从而得到0.3/5.7=0.053的wrr。
[0064]
因此,平均磨损率比例优选小于1.0μm/(m.mm),并且优选小于0.5、0.2、0.1、0.05μm/(m.mm)。
附图说明
[0065]
现在将参考附图仅通过举例的方式更具体地描述本发明,其中:
[0066]
图1示出摩擦搅拌焊接工具的局部侧视图;
[0067]
图2是包括图1的工具、工具保持器和将工具固定到工具保持器的锁圈的工具组件的侧视图;
[0068]
图3是示出主相的工具材料的x射线衍射迹线;
[0069]
图4是图3的x射线衍射迹线的放大图;
[0070]
图5是在500x放大率下的工具显微组织的扫描电子显微术(sem)显微照片;
[0071]
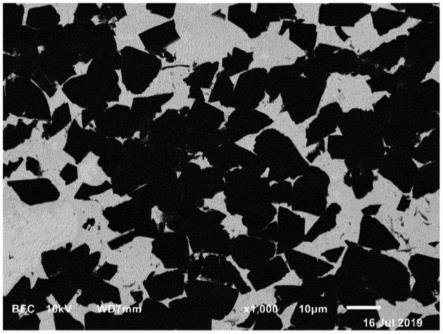
图6是在1000x放大率下的工具显微组织的sem显微图;
[0072]
图7是如何测量相似cbn晶粒之间的距离的示意图;
[0073]
图8是示出工具材料的cbn晶粒尺寸分布的坐标图;
[0074]
图9是示出工具材料的cbn晶粒之间的距离的坐标图,表示为最近的邻近距离d(μm)。
[0075]
图10是sem显微图,其示出了已知tin/al pcbn材料在2000x放大率下的显微组织,用于与工具显微组织进行比较;
[0076]
图11是示出图16的tin/al pcbn材料的cbn晶粒尺寸分布的坐标图;
[0077]
图12是示出tin/al pcbn材料的cbn晶粒之间的距离的坐标图,表示为最近的邻近距离d(μm);
[0078]
图13是在15000x放大率下的工具显微组织内的cbn晶粒的sem显微图;
[0079]
图14是图13的sem显微图的操纵副本,其示出至少局部覆盖cbn颗粒的反应层;
[0080]
图15是图13的sem显微图的操纵副本,仅示出反应层,出于计算反应层厚度的目的而提取;
[0081]
图16是示出反应层的厚度分布的坐标图;
[0082]
图17是努普硬度压痕的1000x放大率的操纵sem显微图;以及
[0083]
图18是示出制造烧结pcbn材料的示例性方法的流程图;
[0084]
图19是示出具有附加的、任选的子步骤的图18示例性方法的流程图;以及
[0085]
图20是表示烧结材料中的cbn晶粒的晶粒锐利度的坐标图。
具体实施方式
[0086]
几何结构
[0087]
参照附图1和2,fsw工具插入件总体上以10表示。工具插入件10具有旋转轴12,其
在fsw期间围绕该旋转轴旋转。(注意,该旋转轴不是旋转对称轴,很大程度上是由于机加工到工具插入件中的不对称螺纹图案)。在使用中,工具插入件10收缩配合到工具保持器14中。锁圈16将工具插入件10固定在工具保持器14上的适当位置。注意,这是工具保持器的常见类型的示例,但是本发明与所用工具保持器的类型无关。
[0088]
工具插入件10包含搅拌销18、肩部20和本体部分(未示出),所有这些都与彼此轴向对齐。搅拌销18、肩部20和本体部分全部彼此一体形成。
[0089]
搅拌销18从圆形顶点22延伸到肩部20。在该实施方案中,肩部20基本上是圆柱形并且具有比搅拌销18的圆形底部更大的直径。搅拌销18具有从顶点22向下延伸到肩部20的内接螺旋特征。因此,搅拌销18的轮廓大体上是圆锥形。螺旋具有面朝轴向的平面路径24。在使用中,工具的旋转使得螺旋驱动工件材料从肩部22的边缘流向中心,然后沿着搅拌销18的长度向下,迫使工件材料在搅拌区域内循环并且在工具横移时填充由所述销形成的空隙。据理解这种循环会在所得焊缝中促成均匀的显微组织。工具插入件10的工作表面26面朝径向。
[0090]
在螺旋中设置有若干平直部28(tri-flat)。每个平直部28是平面路径24的边缘倒角。在该示例中,提供三组平直部28,每组具有三个平直部28,从而对于该特定工具10产生总共九个平直部28。所述组围绕旋转轴12间隔约120度。在每组内,平直部28在螺旋上轴向间隔开,即沿着旋转轴12间隔开,但仍然在螺旋上。
[0091]
肩部20在轴向延伸以符合本体部分。本体部分被配置成与工具保持器14偶联。在申请人的共同未决专利申请gb1819835.8中提供了工具保持器和相应形状的工具的实例。例如,本体部分可以具有六边形横向截面。
[0092]
组成
[0093]
在材料方面,表1中提供了根据本发明的工具材料的示例组成。
[0094]
表1
[0095][0096]
使用x射线衍射(xrd),如图3和4所示,在复合材料内确认的主要相是cbn和w-re合金。然而,还观察到re-al合金和aln的峰。
[0097]
使用扫描电子显微术(sem)在视觉上捕获显微组织—参见图5和6。随后表征显微组织。从以500x和1000x放大率拍摄的sem显微照片测量晶粒尺寸和cbn晶粒之间的距离,在本文中称为“近邻距离d”。测量方法在图7中示出并且在下面进一步解释。
[0098]
近邻距离类似于表述“粘合剂平均自由程”,它是文献中关于碳化物广泛使用的术语,在材料冷却到室温之后测量。它可能是表征粘合剂的显微组织的最重要的单一参数。它是粘合剂厚度的量度,并且取决于粘合剂组成和颗粒尺寸。其在名义上基于颗粒的平均间距,假定所有颗粒都被粘合剂层彼此分离,并且考虑到连续碳化物颗粒的存在并且在它们之间没有任何粘合剂相(exner,h.e,gurland,j.,powder metallurgy,13(1970)20-31,“a review of parameters influencing some mechanical properties of tungsten carbide-cobalt alloys”)。
[0099]
使用获自jeol
tm
的jsm 6610系列扫描电子显微镜捕获图像。将样品放置在7mm的工作距离处,并将加速电压设定为10kv。使用imagej图像分析软件和“watershed”图像处理技术测量晶粒尺寸。
[0100]
简而言之,使用以下步骤测量晶粒尺寸:
[0101]-形成sem图像二元值;
[0102]-跨图像以10微米的间距施加网格线;和
[0103]-沿着线测量晶粒尺寸。
[0104]
从33个显微照片获取晶粒尺寸,并且总共测量超过30000个晶粒尺寸样本。以等效圆直径(ecd)表示cbn晶粒尺寸。结果示于图8中。平均cbn晶粒尺寸为9μm。
[0105]
还分析了相似晶粒之间的距离,即最近的邻近距离,结果示于图9中,这表明cbn晶粒之间的距离在0.1至2.0μm的范围内。
[0106]
为了比较的目的并且为了理解近邻距离的数值限度,分析了第二cbn材料(编码ct1291)。表2中提供了ct1291的组成。
[0107]
表2
[0108][0109]
ct1291的显微组织、cbn晶粒尺寸分布和最近的邻近距离分别在图10、11和12中示出。对于1至2μm的平均晶粒尺寸,平均最近邻近距离d为0.3μm,并且各个结果在0.1至2.0μm之间变化。
[0110]
返回所述烧结工具材料,由于前体粉末中存在铝,发现cbn晶粒在烧结的cbn晶粒的表面上具有氮化铝和/或二硼化铝(aln/alb2)的反应层(即涂层)。反应层的厚度(其测量在后面更详细描述)反映了所使用的hpht烧结条件。复合材料的改进的韧性和耐磨性归因于该反应层。据提议,它是使复合材料特别适用于fsw的反应层,如下面更详细所述。
[0111]
该涂层的益处是认为其增强烧结材料的机械性能。通过确保cbn颗粒和w-re粘合剂之间的牢固结合,它可以增强材料的韧性(所述cbn支撑w-re)和耐磨性(所述cbn被w-re保留和支撑)。还认为其停止晶粒间开裂。
[0112]
该涂层还可降低复合物的热导率。热导率由材料中的cbn的体积分数决定,因为这具有比w-re粘合剂高得多的热导率。然而,可以通过以下方式来调节cbn对热导率的影响:使用较小的cbn颗粒,以及通过cbn颗粒上的涂层,从而在它们之间引起较差的热连接性(界面层中的不同声子结构)。使用该工具结果可导致工件的更好加热,因为较少热量被工具传导出去,因为其具有较低的热导率。值得注意的是,通过al反应形成的涂层可能比任何先前的金属涂层更化学无序。
[0113]
出于分析的目的,在例如图13和图14中确认反应层,并且使用软件将其与cbn晶粒在视觉上分离(例如参见图15),以便可以测量所述反应层的厚度。
[0114]
如图16所示,反应层的平均厚度为180nm,其中单独的结果为0.1μm至1.6μm。
[0115]
杨氏模量和声速
[0116]
在测量纵向声速并计算每个工具的密度之后,计算三个批次的测试工具各自的杨
氏模量。使用阿基米德原理计算工具的密度。
[0117]
杨氏模量y=ρv2[0118]
(其中,ρ是固体的密度,而v是声速)
[0119]
表3中示出结果。
[0120]
表3
[0121][0122]
努普硬度
[0123]
在1kg的载荷下并以镜面抛光表面上15秒的停留时间测量材料的努普显微硬度,如图17所示。测量至少16个压痕以获得材料的平均显微硬度。
[0124]
努普硬度
[0125]
(其中,hk是以gpa计的努普硬度,p是以kg计的施加载荷,并且d是对角线的长度)
[0126]
在表4中提供了努普硬度结果。
[0127]
表4
[0128][0129][0130]
工具材料的平均努普硬度为16.9
±
3.5gpa。结果的变动对于这种类型的复合材料是固有的,并且因为压痕要么是粘合剂主导区域要么是cbn主导区域。
[0131]
制造方法
[0132]
图18和19示出了用于生产烧结工具pcbn材料的示例性方法。图19示出与图18相同的过程,但是具有任选的附加混合子步骤。以下编号对应于附图18和19的编号。
[0133]
s1.以70:30的cbn与粘合剂体积百分数比例提供基质前体粉末。
[0134]
s2.将cbn粉末添加到w-re和al(金属性)粘合剂粉末中。cbn粉末中的cbn颗粒的平均尺寸在8和20μm之间。cbn的尺寸分布可以是单模态或多模态(包括双模态)。粘合剂具有组成:98重量%的w-re和2重量%的al。所添加的铝量考虑了cbn晶粒的估计表面积,以确保至少局部覆盖。
[0135]
w-re混合物内的钨与铼的比例任选地是以下比率中的任一种:95:5、90:10、80:
20、74:26、70:30、60:40、50:50。
[0136]
按照以下顺序混合粉末。
[0137]
s3.将cbn粉末和铝粉末以800rpm混合2分钟,然后以1200rpm混合2分钟;
[0138]
s4.然后将一半的w-re粉末混合物添加到cbn粉末中;
[0139]
s5.将粉末以800rpm混合2分钟,然后以1200rpm混合2分钟;
[0140]
s6.然后将剩余的w-re粉末混合物加入到cbn-w-re混合物中;
[0141]
s7.将粉末以800rpm混合2分钟,然后以1200rpm混合2分钟。
[0142]
使用speedmixer
tm
将前体粉末混合在一起,所述speedmixer
tm
是一种无叶片干粉混合器。使用该途径的优点在于,不同于碾磨(attrition milling),避免了来自研磨介质的杂质。碾磨不仅常规用于将基质前体颗粒破碎至期望尺寸,而且还紧密地混合和分散基质前体颗粒和cbn颗粒。通常用碳化钨球进行碾磨。使用碾磨生产的烧结pcbn材料可含有至多8重量%的碳化钨,典型为2重量%至6重量%的碳化钨。已知这些颗粒对pcbn材料的性质具有不利影响,特别是在诸如硬部件车削的应用中。此外,在碾磨期间的碳化钨摄取是不受控的,因此不同批次可含有不同的碳化钨量,且具有不同的尺寸分布,从而导致烧结pcbn材料在用于工具应用中时具有不可预测的性能。
[0143]
该途径的另一优点是不存在cbn晶粒的压碎。该效果是复合材料内的烧结cbn晶粒的锐利度大于碾磨之后烧结的那些晶粒。锐利度也可增强材料的完整性和韧性。下面更详细地解释锐利度。
[0144]
另外,无叶片混合途径降低了前体粉末的反应性,使得它们更安全地处理。最后,采用更高纯度的前体粉末(显著更少的污染),烧结pcbn强度更大。
[0145]
晶粒锐利度可用作所用混合途径的指示,因为烧结前和烧结后的cbn晶粒的锐利度主要由混合途径决定。与通过碾磨成形的那些晶粒相比,使用无叶片干混器混合产生具有不同晶粒锐利度的cbn晶粒。稍后将提供关于如何计算晶粒锐利度的更多细节。从以500x放大率摄取的sem显微照片分析超过24000个晶粒。使用imagej软件用于分析。平均圆形度为0.62
±
0.1。图20中提供了结果的分散。小晶粒尺寸的测量不准确,这里小于1微米,因此圆形度是基于1微米以上的晶粒尺寸。
[0146]
据设想,可使用在溶剂中的超声混合或干法声学混合作为上述无叶片混合的替代方案。因此,在烧结的复合材料中发现的杂质的水平小于4重量%,并且可以小于3重量%、或2重量%或1重量%。即使可避免碳化钨杂质,但仍可能存在源自原始前体粉末的痕量的铁杂质。
[0147]
与碾磨相比,无叶片混合、超声混合和干法声学混合均提供更快且更有效的混合方式,具有的益处是制备烧结pcbn材料所用的时间大大减少。
[0148]
s8.然后将混合粉末压制成生坯体。预压实是必要的以便确保在最终烧结期间具有最小的体积变化。如果在烧结之前密度未被最大化,则在烧结时增加的收缩可能导致压力降低,从而导致cbn转化为六方氮化硼(hbn)和样品的开裂。
[0149]
s9.将生坯体引入包壳(也称为“罐”)中,该包壳由难熔金属(诸如铌)形成。然后将含有混合物的罐置于真空炉(torvac)中,并在真空下经受高温条件。该步骤从混合物中除去过量的氧,并随后辅助烧结。在900℃至1150℃的温度下进行脱气。脱气是在成品复合材料中实现高密度的重要因素。在没有脱气的情形中,烧结品质差。脱气通常整夜进行,持续
最少8小时,这取决于被脱气的材料的量。
[0150]
s10.在脱气之后,可将罐密封,同时所述罐仍然处于脱气条件,并且随后将含有混合物的所述罐放置在hpht舱室(capsule)内。
[0151]
s11.然后使含有混合物的罐经受高压和高温条件以进行完全烧结。烧结温度在1300℃和1600℃之间,而压力为至少3.5gpa。烧结压力通常在4.0至6.0gpa的范围内,优选为5.0至5.5gpa。烧结温度优选为约1500℃。完全烧结形成聚晶材料,所述聚晶材料包含分散在基质材料中的cbn颗粒。
[0152]
在烧结过程之后,压力逐渐降低到环境条件。使完全烧结的复合材料冷却至室温,并随后成形为适于摩擦搅拌焊接的工具。
[0153]
氧水平
[0154]
氧对工具插入件的性能是有害的。al添加剂对工具性能是有益的,除非它们是氧化物的形式。同样地,用于烧结工具插入件的源材料中的氧污染或者在工具处于工作温度(>600℃)时将工具暴露于大气氧也是有害的。
[0155]
如同许多其它材料,测量pcbn中的氧需要注意避免大气污染影响测量。这可以通过以下方式来实现:通过sem中的能量色散x射线光谱法(eds),或通过原子电离技术。
[0156]
优选地,复合材料的总氧含量小于3%,优选小于2%,优选小于1%,优选小于0.5%,优选小于0.3%。
[0157]
测试方法
[0158]
用于反应层的厚度测量方法
[0159]
使用以下步骤:
[0160]-用比例尺校准sem图像;
[0161]-使用灰度阈值识别技术识别反应层;
[0162]-将图像二值化以便仅突显附着到cbn晶粒的反应层;
[0163]-在水平方向和竖直方向上施加具有100nm间隔的网格;和
[0164]-测量两个方向上的厚度。
[0165]
峰值比率计算的xrd过程
[0166]
在以下条件,在philips xpert
tm x射线衍射仪上进行xrd研究。
[0167]
表5
[0168][0169]
计算xrd峰下方面积的比率,并如下表所示确定材料的组成。
[0170]
表6
[0171]
化合物alnalre2alre2w峰位置(2θ
°
)54.03921.1236.5868.96比率aln/cbn(%)alre2/cbnalre2/cbnw/cbn反射面(002)(002)(011)(200)批次
ꢀꢀꢀꢀ
批次-36.0878556.64082687320.41344256.8992批次-208.1632653067.544836198.5158批次-10013.28244265.1908
[0172]
声速测量
[0173]
使用扫描声学显微术(sam)作为一种非破坏性方法用来检测和量化在失效前部件中的缺陷,并确定材料的声速。
[0174]
在以下条件下,使用来自kramer sonic industries gmbh的ksi v400
tm sam机器:
[0175]
表7
[0176]
试样尺寸25mm直径,25mm高度换能器位置样品上方2mm波速8642m/sec测量峰顶面峰和背面峰
[0177]
工具插入件的性能测试
[0178]
任选地,该工具在使用中具有低的平均磨损率比例,并且能够经受大量的刺入循环而不发生失效。磨损率以如下方式测量:在工具的中心区域(工具的顶点)上在轴向方向测量平均磨损率,直至等于销长度的直径,并且作为完成的每米焊缝的数值给出(例如,除以测试焊缝的以米计的长度)。
[0179]
在表征工具性能方面,工具通常通过两种机制中的一种发生失效,要么是导致工具的表面特征显著损失的磨损(所述表面特征驱动金属沿着销向下从而在销横移时填充工
具后方的空隙),要么是使工具的形状显著劣化的裂纹。无论他们的初始来源如何,裂纹典型地在销上的循环载荷下发展,使得最后围绕销的基部并且导致销切断。已经确认了两种裂纹源,主要的一种是在工具刺入冷工件期间的高局部载荷,而第二种是工具在工具保持器中的不良安装。因此,工具寿命的关键参数是:
[0180]
·
焊接的米数(在磨损或断裂显著地有害影响焊缝品质之前)。如前所述,除非开裂会干扰,否则这里的主要问题是工具的磨损率,并且这很大程度上是工具材料的特性。由于高性能工具的寿命测试非常昂贵,因此更实际的测试是测量在给定焊缝长度上的磨损率,并且在此采用该方法。
[0181]
·
刺入工件的次数,这可能导致开裂并因此导致失效。在刺入期间作用的力可以通过几种已知的方法来减轻,例如对钻导向孔的工件进行预热。为了测试的目的,通过在室温下刺入工件来完成刺入而没有用于刺入的任何特殊准备或缓解技术。
[0182]
用于磨损率测量的标准化fsw测试
[0183]
首先将描述对于6mm焊接而设计的工具的磨损率测试,然后对于其它工具尺寸进行归一化。工具的销长度是预期焊缝的深度的95%,因此对于6mm焊接深度(dw),工具(l)的销长度是5.7mm。对于6mm工具的引用是指预期焊缝深度dw,并且因此是指具有5.7mm的销的工具。
[0184]
将工具安装在工具保持器中,该工具保持器被安装到适合于施加用于fsw的条件的铣床中。主要描述了用于测试适合于制造6mm深焊缝的工具的条件,但是然后给出该方法按比例缩放到其他工具尺寸的方法。
[0185]
工件是dh 36钢。为了简单起见,在焊接之前,测试不需要两个独立的板,可以在单一板的区域内进行测试,并且板厚度典型以约8mm尺寸过大以避免这成为测试中的关键因素。所述工具在整个测试中稍微倾斜,以使所述销在横移方向上以0-5度的角度(典型为2度)指向前。
[0186]
在测试期间在适当位置维持ar的保护气体,以避免工具和工件在焊接期间与大气氧接触。
[0187]
fsw中的关键变量是(始终采用标准si单位):
[0188]
l=销长度(m)
[0189]
ν=横移速度(m/s)
[0190]
ω=工具的旋转速率
[0191]
施加三个力以驱动该行为。
[0192]
fa=轴向载荷(n)
[0193]ft
=横移力(n)
[0194]fr
=旋转力(n
·
m)
[0195]
工具的旋转速率在该过程开始期间是变化的。
[0196]
插入:将冷工具以800rpm旋转并且以缓慢稳定的方法到达工件,使得刺入耗费约90-120秒来完成。
[0197]
横移:工具旋转速率下降到200rpm,并且工具以0.3m/min或0.005m/s横移。
[0198]
提取:工具旋转继续以便横移。保持氩吹扫气体,直到工具已经充分冷却以避免氧化的风险。需要强调这一点—在提取之后在冷却期间使用不充分有效的惰性气体(典型为
氩气)吹扫引起的工具插入件氧化可导致显著增加的磨损率,可能增加大于10倍。
[0199]
测量刺入的次数(刺入寿命)
[0200]
如上所述刺入工具,然后横移1m的最小值,随后提取并重复,并计数刺入的总数。使用诸如预加热工件或钻出同轴或偏离的导向孔的技术不会减轻刺入力,但是初始在室温下在工件的平面表面上进行。更典型地,为了将刺入测试和磨损测试结合,下面描述的对于磨损的焊接测试在约2米的截面中完成。可以使用本领域技术人员的普通技能来优化刺入的精确条件,以最小化工具尖端上的冲击载荷(来自摩擦加热的力和热冲击的组合),以使工具的刺入寿命最大化。
[0201]
本发明的工具插入件能够承受至少10、20、30、50、100次刺入,而没有任何脆性损伤,例如在光学显微镜下的工具插入件上可见的碎裂或开裂。
[0202]
相比之下,已知现有技术工具在第一次刺入之后失效,特别是当未使用刺入缓解时,并且通常不会耐受超过五次刺入。
[0203]
测量工具的磨损率。
[0204]
典型地,在销弯曲到工具插入件的肩部中的销基部处看到工具插入件的最高磨损率。为了测量磨损率并且提供工具插入件之间的比较,需要建立方案,因为这不是以系统方式先前报告的测量,因为迄今的大多数fsw工具在钢中快速地失效。
[0205]
磨损率是某些其它测试参数的函数,因此测试的其它条件需要被规定或优化。这里是规定的可感知的启动参数,但是本领域普通技术人员可以通过优化参数来实现工具插入件寿命的微小改进,并且预期将这种优化用于测试。作为主要形成焊接和产生磨损的阶段的工具横移是在恒定条件下进行的;所述条件涉及销长度、工具旋转速度和横移速度。如果机器横移精确地对准工件,则可以在位置控制中运行该过程,然而为了容许工件的微小畸变,本领域技术人员将理解,通常更适合控制所施加的力,这允许对局部工件变化的响应性。在任何情况下,一旦启动工具横移,在横移持续期内这些条件应保持基本恒定,直到接近焊缝的末端。这些条件在本文中被认为是“稳态操作”。
[0206]
已发现如下方案是稳健且可靠的。目标是测量工具上的因磨损所致的材料损失,并且提供该数据作为每米焊缝长度的平均线性磨损率。为了最大化测试的灵敏度,将该测量限制到直径等于销长度的1.5倍的围绕工具插入件的旋转轴线的圆。原则上,有几种方式来测量因磨损从工具的体积损失,但是由于工具不具有凹入特征,所以最简单的方法是使用3d光学显微镜,其中在使用之前并且在测试期间周期性绕旋转轴线对工具尖端拍摄图像。从3d图像,能够产生减影图像,其示出了随工具用途变化的图像中的变化表面之间的高度差,以及由此计算图像中的每个点处的沿平行于旋转轴线的方向的高度变化,在由等于销长度的直径限定的圆内。这给出了损失的材料的总体积,将其除以圆面积从而获得平均磨损率,然后除以焊缝长度以便给出每米焊缝的磨损率。
[0207]
为了清楚,理想地使用基础si单位来完成所有比例计算,这是基于米和秒而不是任何其它子单位诸如mm和μm,但是在该领域中的参数值的缩放使得这不切实际。因此,在整个说明书中,依照以下单位:
[0208]
以mm为单位的销长度l
[0209]
以μm为单位的磨损
[0210]
以μm/m为单位的磨损率(wr)
[0211]
以μm/(m.mm)为单位的磨损率比例(wrr)
[0212]
以每分钟周期数为单位的旋转速率
[0213]
工具的磨损率可能随着工具磨损而显著增加,因为在工具和工件之间的相互作用可能变得不太有效。如果存在被用于成形(例如,通过磨削)的工艺引入到工具中的任何表面损伤,则也可能人为地使磨损率初始较高。此外,为了确保足够的磨损以准确地测量,在本说明书中设想的低水平磨损下,需要在一定米数的焊缝上测量磨损。磨损不会受到刺入次数的显著影响,只要该次数保持合理。
[0214]
因此,需要在最小9.5m(例如,标称10m)的焊缝(dw)上进行测试,并且通常小于35m(然而这只是实际限制),每1.8m焊缝使用不超过1次工具插入,并且其中如果最初存在显著加速的磨损的任何迹象,则在主要磨损测量之前完成标称2m(至少1.8m且小于2.2m)的测试前焊接,以去除工具的表面层。
[0215]
在fsw中,主要驱动力是焊缝品质和工具寿命。这些是直接联系的,因为工具周围的工件区域(焊接区域)变得太热的运行条件导致工具的过度化学磨损以及焊接区中的热撕裂,从而导致不良的焊接。相反地,焊接区域太冷时的运行导致差的塑性,在工具上具有高的力,可能引起断裂以及在焊缝中产生空洞。此外,减慢横移速率可以减小工具上的横向力,但是由于旋转阻力占主导,所以它们不会显著降低磨损率,而是将增加在工件中的停留时间,这将增加化学磨损。因此,最佳焊接的条件与最小工具磨损的条件基本相同。上述焊接参数给出了用于建立焊接的良好起点,然而,它们可能需要改变以优化焊接工艺并最小化工具上的磨损率(每米)。
[0216]
然后,所关注的磨损率是使用以上给出的精确条件或者从它们优化的条件所实现的最小磨损率(wrm),这提供了没有空洞和热撕裂的良好品质的焊缝。本发明的材料具有小于1.0μm/(m.mm)且优选小于0.5、0.2、0.1、0.05μm/(m.mm)的平均磨损率比例。
[0217]
用于6mm焊接的现有技术和测试工具
[0218]
大多数现有技术出版物报告了适用于6mm焊接的工具的测试,并且示出了在30m之后在工具上的显著磨损,以致于工具上的螺旋的主要特征在销基部完全损失。从这些工具的图像,可估算在以销长度为直径的圆内的所有材料损失,并由此计算用于比较的近似磨损率,对于6mm工具的值是》20μm/m的磨损率,得到》3的磨损率比例。相比之下,本发明的工具插入件显示出0.05左右的磨损率。
[0219]
工具尺寸之间的缩放
[0220]
在为6mm焊接所设计的工具上是最方便地完成性能测试,但重要的是,可以将结果缩放到其他工具尺寸。缩放主要基于经验观察,然而一些情况下可以通过应用分析方法对其进行支持。对于fsw工艺,计算建模也在开发中,但通常尚不足以预测焊接的所有方面。因此,最终经验观察是在这时对模型的最重要的贡献因素(contributor)。通常还发现,工具插入件的机械设计或形状可简单地从6mm工具的设计缩放,以便实现类似的结果。因此,具体限定特征的尺寸的单一设计和知识是足够的。为了方便起见,该特征被视为销长度l;实际上,它也用作基本比例长度。
[0221]
因此fsw中的关键变量是(始终采用标准si单位):
[0222]
l=销长度(m)
[0223]
ν=横移速度(m/s)
[0224]
ω=工具的旋转速率
[0225]
施加三个力以驱动该行为。
[0226]
fa=轴向负载(n)
[0227]ft
=横移力(n)
[0228]fr
=旋转力(n
·
m)
[0229]
在工件上所做的功(引起加热)主要由旋转力产生并由fr·
ω给出。原则上,额外加热是来自f
t
·
ν,但这通常小得多,并且轴向力fa没有做功,因为所有移动都垂直于该力。
[0230]
参数模型
[0231]
用于6mm工具的测试参数的标准集合是:
[0232]dw
=6mm
[0233]
l=0.95dw(1)
[0234]
l=销长度(m)=0.0057m(5.7mm)
[0235]
ν=横移速度(m/s)=0.005m/s(0.3m/min)
[0236]
ω=工具的旋转速率=200rpm
[0237]
并且实现这一点的力典型为:
[0238]
fa=轴向载荷(n)=3800n(3.8kn)
[0239]ft
=横移力(n)=1000n(1kn)
[0240]fr
=旋转力(n
·
m)=有待确认
[0241]
典型地,横移速率与l成反比,使得:
[0242]
l
·
ν=常数=2.85*10-5
m2/s(2)
[0243]
因此,如果对于dw=12mm的应用使l加倍,则横移速率典型地将减半到0.0025m/s。
[0244]
典型地,工具旋转速率ω近似地变为:
[0245]
ω=ω6l/l6^(1/3)(3)
[0246]
其中下标6是指用于6mm焊接深度的参数的值。
[0247]
所述力也近似按照l^(3/2)缩放。
[0248]
这些关系使所属领域的技术人员能够对于2mm-30mm范围内的工具尺寸适当地配置初始测试参数,并且从这些初始值优化测试以实现工具插入件的低磨损率。
[0249]
最终,具有最小磨损率没有益处,并且虽然零磨损率将不是符合自然法则的,但是没有明显的方式来预测最小磨损率可能为多少。出于实际目的,存在可以测量的实际阈值,即如果测试被限制为30m并且平均磨损的测量被限制为5μm,则对于所测量的磨损率的实际下限为0.17μm/m焊缝。因此,在一些实施方案中,存在0.17μm/m磨损的优选下限。
[0250]
本领域技术人员将能够使用本文给出的程序来确定任何给定fsw工具的磨损率和刺入寿命。
[0251]
晶粒锐利度测量
[0252]
按照以下步骤:
[0253]-将图像转换为8位灰度
[0254]-使用阈值技术,识别0-255灰度内的cbn晶粒。
[0255]-使图像二值化
[0256]-使用watershed图像处理技术,分离晶粒
[0257]-使用软件计算晶粒的面积和周长。
[0258]-使用以下表达式来确定圆形度,即晶粒的锐利度:
[0259][0260]
虽然已经参考实施方案具体示出和描述了本发明,但本领域技术人员将理解,在不脱离由所附权利要求书限定的本发明范围的情况下,可以进行形式和细节的各种改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1