制造用于机动车车身的结构组件的改进的方法与流程
1.本发明涉及机动车结构部件或组件领域,所述机动车结构部件或组件也称为“白车身(body in white)”,其特别通过冲压铝合金板、更特别是根据铝业协会(aluminium association)命名的aa6xxx系列的合金来制造,旨在在碰撞时不可逆地吸收能量,并在高机械强度和良好的碰撞性能之间具有出色的折衷,例如特别是冲击吸收器或“碰撞吸能盒(crashbox)”、增强部件、衬里或其他车身结构部件。
2.更准确地说,本发明涉及通过在固溶硬化、淬火和自然时效回火状态下冲压,然后通过局部时效硬化和烤漆或“烘烤硬化”处理来制造所述部件。
背景技术:
3.铝合金越来越多地用于汽车构造,以减轻车辆的重量,从而减少燃料消耗和温室气体的排放。
4.铝合金板特别用于制造“白车身”的许多部件,其中有车身蒙皮部件(或外部车身面板),例如前翼、车顶、发动机罩、后备箱或车门蒙皮,以及衬里部件或车身结构组件,例如车门、发动机罩、后挡板或车顶衬里或加强件,或翼梁、隔板、承重地板、套管(tunnels)以及前、中和后支柱,以及最后是冲击吸收器或“碰撞吸能盒”。
5.如果许多蒙皮部件已由铝合金板制备,那么将具有复杂几何形状的衬里或结构部件的钢转换为铝变得更加棘手。首先,这是由于与钢相比,铝合金的可成型性不那么好,其次,这是由于机械性能通常不如用于这种类型的部件的钢的机械性能。
6.这是因为这种类型的应用需要一系列有时会相互冲突的性能,例如:
[0007]-交付状态即t4状态下的高可成型性,特别是对于冲压操作,
[0008]-在板的交付条件下受控的拉伸屈服强度,以在成型时控制回弹,
[0009]-在用于汽车车身的各种组装方法中的良好性能,所述组装方法例如点焊、激光焊接、粘合剂粘合、铆钉(clinching)或铆接(riveting),
[0010]-电泳和烤漆后的高机械强度,以在使用中获得良好的机械强度,同时最大限度地减轻部件的重量,
[0011]-在冲击的情况下良好的能量吸收能力,以适用于车身结构部件,
[0012]-良好的耐腐蚀性,特别是成品部件的耐晶间腐蚀、耐应力腐蚀和耐丝状腐蚀,
[0013]-符合回收制造废物或回收车辆的要求,
[0014]-可接受的批量生产成本。
[0015]
然而,现在确实存在批量生产的具有主要由铝合金组成的白车身的机动车。例如,福特f-150车型2014版由aa6111结构合金组成。这种合金是由加拿大铝业集团(alcan group)在1980-1990年间开发的。两份参考文献记载了这项开发项目:
[0016]-p.e.fortin等人,“an optimized al alloy for auto body sheet applications”,sae技术会议,1984年3月,记载了以下组成:si:0.85;fe:0.20;cu:0.75;mn:0.20和mg:0.72。
[0017]-m.j.bull等人,“al sheet alloys for structural and skin applications”,第25届isata研讨会,论文920669,1992年6月。
[0018]
主要性能仍然是高机械强度,即使最初它被设计为承受用于蒙皮类型的应用的压痕:“在2%预应变和在177℃下30分钟后达到280mpa的屈服强度”。
[0019]
此外,已开发了用于航空或汽车应用的具有高机械特性的aa6xxx系列的其他合金。因此,aa6056型合金(其开发在pechiney可追溯至20世纪80年代)已成为许多项目和众多出版物的主题,以优化机械性能或提高耐晶间腐蚀性。这成为专利申请的主题(wo 2004/113579 a1)。
[0020]
aa6013型合金也已成为众多项目的主题。例如,在alcoa,在2002年公开的申请us 2002/039664中,t6状态下使用的包含0.6-1.15%si;0.6-1%cu;0.8-1.2%mg;0.55-0.86%zn;小于0.1%mn;0.2-0.3%cr和约0.2%fe的合金将良好的耐晶间腐蚀性和380mpa的rp
0.2
结合。
[0021]
在aleris,在2003年公开的申请wo 03006697涉及含有0.2%至0.45%cu的aa6xxx系列的合金。该发明的目的是提出一种具有减少的cu含量的aa6013型合金,目标是t6状态下的rm为355mpa并具有良好的耐晶间腐蚀性。所要求保护的组成如下:0.8-1.3%si,0.2-0.45%cu;0.5-1.1%mn;0.45-0.1%mg。
[0022]
例如申请ep 2 581 218中所记载的由7xxx合金制成的用于汽车应用的结构部件也是已知的。
[0023]
此外,为了由铝合金制备具有复杂几何形状的无法通过使用上述合金常规冲压来实现的部件,例如门衬,在过去已设想和/或实施了各种解决方案:
[0024]-通过模制制备这种类型的部件,且特别是“受压”类型的部件,规避与冲压相关的难题。nothelfer gmbh的享有2000年的优先权的专利ep 1 305 179 b1证明了这一点。
[0025]-进行所谓的“温”冲压,以得益于更好地成型适用性。这包括将铝合金坯料全部或局部加热至所谓的中间温度(即150℃至350℃),以改进其在压力下的性能,也可以预热其工具。申请人的享有2003年的优先权的专利ep 1 601 478 b1是基于这种解决方案。
[0026]-通过组成改变aa5xxx系列合金本身的冲压适用性;特别建议将镁含量增加至5%以上。但这就耐腐蚀性而言不是中性的。
[0027]-使用复合板,其由镁含量超过5%以具有更好可成型性的aa5xxx系列合金芯、和由更耐腐蚀的合金制成的覆面板组成。然而,在板的边缘、冲压区域或更通常是暴露芯部的区域的耐腐蚀性,且特别是在组装件中,可能被证明是不足的。
[0028]-此外,文献ep 1702995 a1记载了一种制备铝合金板的方法,所述方法包括供给具有以重量百分比计的化学组成的熔融铝合金,所述化学组成为mg:0.30至1.00%,si:0.30至1.20%,fe:0.05至0.50%,mn:0.05至0.50%,ti:0.005至0.10%,任选地选自cu:0.05至0.70%和zr:0.05至0.40%中的一种或多种,以及其余是al和不可避免的杂质:以40
°
至150℃/s的板厚度的1/4处的冷却速度,通过双带式铸造法将熔融合金铸造为厚度5至15mm的板,以卷轴形式卷取,均质化处理,将所得的卷轴至少以500℃/h或更高的冷却速度冷却至250℃的温度,然后进行冷轧,然后进行固溶热处理。该文献未提及在成型后的部分时效。
[0029]-w02018/185425发明涉及一种由铝合金制备机动车车身或车体结构的冲压组件
的方法,所述方法包括以下步骤:在具有以下组成(重量%)的合金中制备厚度为1.0至3.5mm的金属板或金属带:si:0.60-0.85;fe:0.05-0.25;cu:0.05-0.30;mn:0.05-0.30;mg:0.50-1.00;ti:0.02-0.10;v:0.00-0.10,并且ti+v≤0.10,其他元素各自《0.05,且总量《0.15,并且其余为铝,且mg《-2.67x si+2.87,溶解和浸泡,预回火,熟化72小时至6个月,冲压,在约205℃的温度下回火并保持时间30至170分钟,或在时间-温度等效条件下回火,涂装和对油漆在150至190℃的温度下进行“烘烤硬化”15至30分钟。该发明还涉及通过所述方法制备的机动车车身或车体结构(也称为“白车身”)的冲压组件。
[0030]
us20180119261记载了具有意想不到的性能的6xxx系列铝合金和制备所述铝合金的新方法。该铝合金具有高度可成型性并显示出高强度。该合金通过连续铸造制备并且可以热轧至最终厚度和/或最终状态。该合金可用于汽车、运输、工业和电子应用,仅以这些为例。
[0031]
us20180171452公开了高强度、高度可变形的铝合金以及制备和加工所述合金的方法。更具体而言,公开了一种显示出改进的机械强度和可成型性的可热处理的铝合金。加工方法包括铸造、均质化、热轧、固溶化、预时效和在一些情况下预应变。在一些情况下,加工步骤还可包括冷轧和/或热处理。
[0032]
考虑到用于汽车车身组件的铝板的使用和批量生产的日益发展,仍然需要进一步改进的等级,使得能够在不损害其他性能的情况下减小厚度,从而始终提高轻量化。
[0033]
提出的问题
[0034]
本发明旨在获得t4状态下的可成型性和高机械强度以及在铆接下和碰撞中的成品部件的良好性能之间的出色的折衷,该目的通过提出一种制造所述组件的方法实现,所述方法包括在环境温度下自然时效后在t4状态下成型,然后任选地对成型部件进行时效硬化和烤漆或烘烤硬化。一个问题还在于获得一种简短且经济上有利的方法,并且与由合金aa 6111制成的产品相比有所改进。
[0035]
这些组件还必须具有非常良好的耐腐蚀性以及在各种组装方法中的良好性能,所述组装方法例如点焊、激光焊接、粘合剂粘合、铆钉或铆接。
[0036]
发明目的
[0037]
本发明的一个目的是一种由铝合金制造用于汽车车身或车体结构(也称为“白车身”)的轧制产品的方法,其包括以下连续步骤:
[0038]
a.铸造具有以下组成(重量%)的锭:
[0039]
si:0.75
–
1.10;
[0040]
fe:最高0.4;
[0041]
cu:0.5
–
0.8;
[0042]
mn:0.1
–
0.4;
[0043]
mg:0.75
–
1;
[0044]
ti:最高0.15;
[0045]
cr:最高0.1;
[0046]
v:最高0.1;
[0047]
不可避免的元素和杂质各自最高为0.05%且总量最高为0.15%;
[0048]
其余为铝,
[0049]
b.锭的均质化,
[0050]
c.锭的热轧,
[0051]
d.冷轧成板,
[0052]
e.固溶热处理,板的淬火,
[0053]
f.板的预时效,
[0054]
g.板的自然时效。
[0055]
本发明的另一个目的是可通过本发明的方法获得的轧制产品。
[0056]
本发明的另一个目的是可通过本发明的方法获得的部件。
[0057]
本发明的另一个目的是所述部件在汽车中作为以下的用途:作为车身蒙皮部件(或外部车身面板),例如前翼、车顶、发动机罩、后备箱或车门蒙皮,以及衬里部件或车身结构组件,例如车门、发动机罩、后挡板或车顶衬里或加强件,或翼梁、隔板、承重地板、套管以及前、中和后支柱,以及最后是冲击吸收器或“碰撞吸能盒”。
附图说明
[0058]
图1描绘了用于“三点弯曲试验”的装置,该装置由两个辊r和半径为r的冲头b组成,用于对厚度为t的轧制产品t进行弯曲。
[0059]
图2描绘了“三点弯曲”试验后具有内角β和外角的轧制产品t,试验的测量结果α记录在随附的结果中。还记录了试验方法过程中的最大强度。
[0060]
图3描绘了所述方法的一个具体实施方案:
[0061]
1:开卷机
[0062]
2:卷取机
[0063]
3:板
[0064]
4:固溶化熔炉
[0065]
5:淬火单元
[0066]
6:表面处理机
[0067]
7:预时效烘箱
[0068]
8:存储卷
具体实施方式
[0069]
除非在本说明书中另有定义,否则一般术语定义为nf en 12258-1。板为均匀厚度介于0.20mm和6mm之间的具有矩形横截面的扁平轧制产品。
[0070]
除非有相反说明,否则下文所述的所有铝合金均通过由铝业协会在其定期发表的注册记录系列中定义的名称来命名。
[0071]
所有与合金的化学组成有关的指标均表示为基于合金的总重量计的重量百分比。
[0072]
除非本文中另有定义,否则冶金状态的定义示于欧洲标准en 515中。
[0073]
静态拉伸机械特性,换言之,极限拉伸强度rm、0.2%伸长率下的拉伸屈服强度rp
0.2
和断裂伸长率a%,根据nf en iso 6892-1通过拉伸试验测定。
[0074]
弯曲角根据nf en iso 7438和方法vda 238-100和vda 239-200通过三点弯曲试验测定。
[0075]
弯曲度也用标准astm e290-97a测量。
[0076]
发明人结合合适的方法选择了一系列铝合金组成,其为汽车制造商提供制备部件的有意义的性能。
[0077]
本发明的主题是一种由铝合金制造用于汽车车身或车体结构(也称为“白车身”)的轧制产品的方法,所述方法包括以下步骤。铸造具有以下组成(重量%)的锭:
[0078]
si:0.75
–
1.10。优选地,si含量最高为1.0%,并且更优选地,si含量最高为0.95%。
[0079]
fe:最高0.4。优选地,最小fe含量为0.15%和/或最大fe含量为0.30%。
[0080]
cu:0.5
–
0.8。优选地,锭的cu最大含量为0.70%和/或cu最小含量为0.55%。更优选地,最大cu含量为0.65%。出于经济考虑,将cu限制在0.8%、0.70%甚至是0.65%是有意义的,因为cu通常比铝更昂贵。还有利的是让材料的可回收性更便宜。它还可以提高耐腐蚀性。然而,在另一个实施方案中,cu最小含量为0.65%,特别是为了增加强度。
[0081]
mn:0.1
–
0.4。优选地,最大mn含量为0.35%和/或最小mn含量为0.24%或优选0.25%。mn的添加特别是改善了弯曲性能。
[0082]
mg:0.75
–
1,优选地,mg的最小含量为0.80%和/或最大mg含量为0.90%。
[0083]
ti:最高0.15,优选地,最小ti含量为0.01%和/或最大ti含量为0.05%。
[0084]
cr:最高0.1,并且优选cr为不可避免的元素或杂质。
[0085]
v:最高0.1,并且优选v为不可避免的元素或杂质。
[0086]
以及不可避免的元素和杂质各自最高为0.05%且总量最高为0.15%,并且其余为铝。
[0087]
铸件可以用各种铸造方法制成。连续铸造,通常为水平铸造,是可行的。还优选使用立式半连续铸造,其也称为直接急冷铸造。优选立式半连续铸造,因为它在整个板的厚度上更加均匀。
[0088]
将锭均质化、热轧和冷轧成板。将该板进行固溶热处理和淬火。优选地,锭的均质化处理是在520至560℃的温度下优选2至8小时。优选地,热轧将锭轧制成厚度为3至10mm的轧制中间产品。优选地,冷轧将轧制的中间产品轧制成厚度为1至4mm的板。然后通常在高于合金固溶线温度的温度下将所述板进行固溶热处理,同时避免初熔。优选地,固溶热处理温度为从530℃,优选540℃至580℃,时间优选1秒至5分钟。然后对所述板进行淬火。水淬火适合以约15至60℃、优选15℃至40℃的温度进行。预时效在优选50至120℃的温度下在优选至少8小时内进行。然后进行自然时效。自然时效在nf en 12258-1中定义,并且室温在nf en iso 6892-1中定义。优选地,自然时效的持续时间为72小时至6个月。
[0089]
预时效步骤优选通过在卷取温度下使板卷取并在室温下露天冷却来实现。
[0090]
一种实现预时效的方便的连续退火作业线装置如图3所示。板3通过开卷机1开卷,并经过固溶化熔炉4和淬火单元5,然后板3进入表面处理机6,这对于车体板而言是一个非常常见的步骤,然后是预时效烘箱7,最后在露天卷取机8上卷取。因此,在预时效烘箱7的出口处,板是热的,并且该板在卷取温度下在露天卷取机2上卷取。卷曲板8是热的,并且在环境温度下储存在工厂中并冷却至环境温度。预时效在该冷却期间发生。自然时效在卷曲板8冷却结束后开始,优选预时效持续时间为至少8小时。
[0091]
优选地,预时效通过以下方式获得:在50至120℃、优选60至120℃的卷取温度下将
板卷取,然后将卷取板露天冷却,并且其持续时间为至少8小时。
[0092]
本发明的轧制产品包括可通过从铸造到自然时效的上述方法获得的产品。在自然时效后轧制产品的状态为t4。
[0093]
t4状态轧制产品的拉伸屈服强度在同一轧制产品中在横向和45
°
方向的拉伸屈服强度之间变化小于5mpa,优选3mpa。相同的板定义为由相同的锭、相同的均质化、相同的热轧和冷轧、相同的固溶热处理、相同的淬火、相同的预时效、相同的自然时效制成的轧制产品,并且将拉伸试验样品与轧制产品尽可能地接近地切断。这是用于部件冲压的有用性能。
[0094]
t4状态的轧制产品可以6种其他特定状态t8a、t8c、t8d、t6b、t6c和t8d进行表征,它们评估部件的材料性能。
[0095]
t8a、t8c和t8d状态通过在t4轧制产品上施加2%应变,然后分别进行特定的热处理来实现。t8a状态在180℃的温度下使用20分钟的烘烤硬化热处理。t8c状态在160℃的温度下使用5分钟的轻而短的烘烤硬化热处理。t8d状态在160℃的温度下使用20分钟的轻而长的烘烤硬化热处理。
[0096]
t6b、t6c和t6d状态通过对t4轧制产品进行特定热处理来实现。t6b状态在225℃的温度下使用30分钟的热处理。t6c状态在160℃的温度下使用5分钟的轻而短的烘烤硬化热处理。t6d状态在160℃的温度下使用20分钟的轻而长的烘烤硬化热处理。
[0097]
然后可以将t4轧制产品成型,特别是通过冲压,以获得形状物。任选地,将该形状物进行时效处理。可将该形状物涂漆和在150至190℃且优选170至190℃的温度下,在5至30分钟优选15至30分钟内,烘烤硬化成部件。
[0098]
本发明的一个目的是可通过上述方法用本发明的轧制产品获得的部件。该部件可在汽车中用作车身蒙皮部件(或外部车身面板),例如前翼、车顶、发动机罩、后备箱或车门蒙皮,以及衬里部件或车身结构组件,例如车门、发动机罩、后挡板或屋顶衬里或加强件,或优选翼梁、隔板、承重地板、套管以及前、中、后支柱,以及最后是冲击吸收器或“碰撞吸能盒”。
[0099]
在第一实施方案中,卷取温度为50℃至95℃且不包括95℃,优选60至95℃且不包括95℃。该第一实施方案的t4状态轧制产品的特征在于拉伸屈服强度小于165mpa,这对于客户在冲压时的可成型性是有用的。如正式所述的,该第一实施方案的t6b状态轧制产品的最小拉伸屈服强度为345mpa,并且优选最小拉伸屈服强度为350mpa。
[0100]
根据第一实施方案的方法的优选组成为:
[0101]
si:0.75
–
1.10,且更优选小于0.95%;
[0102]
fe:最高0.4,且更优选为0.15%至0.30%;
[0103]
cu:0.5
–
0.70,且优选0.5
–
0.65;
[0104]
mn:0.1
–
0.4;
[0105]
mg:0.75
–
1;
[0106]
ti:0.01
–
0.05;
[0107]
cr:最高0.1;
[0108]
v:作为杂质;
[0109]
并且不可避免的元素和杂质各自最高为0.05%,且总量最高为0.15%,并且其余为铝。
[0110]
采用该优选组成,并采用50℃至95℃且不包括95℃、优选60℃至95℃且不包括95℃的卷取温度,第一实施方案的t4轧制产品的弯曲度为最大0.19。这在部件成型中是有利的。
[0111]
第一实施方案的更优选组成为:
[0112]
si:0.75
–
1.10,且更优选小于0.95%;
[0113]
fe:最高0.4,且更优选为0.15%至0.30%;
[0114]
cu:0.5
–
0.70,且优选0.5
–
0.65;
[0115]
mn:0.24
–
0.30,且优选最小0.25%;
[0116]
mg:0.75
–
1;
[0117]
ti:0.01
–
0.05;
[0118]
cr:最高0.1;
[0119]
v:作为杂质;
[0120]
并且不可避免的元素和杂质各自最高为0.05%且总量最高为0.15%,并且其余为铝。
[0121]
采用该更优选的组成,结合采用50℃至70℃、优选60℃至70℃的卷取温度,t4状态轧制产品的vda角大于125
°
。t4轧制产品的弯曲度仍小于0.19。这在一些冲压应用中可能是有用的。
[0122]
在第一实施方案的另一个优选方法中,卷取温度为70℃至95℃。采用这种方法,t8a状态轧制产品的最小拉伸屈服强度为275mpa。在该实施方案的更优选的方法中,t8a状态轧制产品的最小拉伸屈服强度为280mpa,并且卷取温度为70℃至95℃,并且组成为
[0123]
si:0.75
–
1.10,且更优选小于0.90%;
[0124]
fe:最高0.4,且更优选为0.15%至0.30%;
[0125]
cu:0.65
–
0.8;
[0126]
mn:0.1
–
0.4,且更优选小于0.24%,且最小为0.15%;
[0127]
mg:0.75
–
1,且更优选小于0.95%;
[0128]
ti:0.01
–
0.05;
[0129]
cr:最高0.1;
[0130]
v:作为杂质;
[0131]
并且不可避免的元素和杂质各自最高为0.05%且总量最高为0.15%,并且其余为铝。
[0132]
在本发明的第二实施方案中,卷取温度为95℃至120℃,且优选95℃至105℃,并且优选组成为:
[0133]
si:0.75
–
1.10,且更优选小于0.90%;
[0134]
fe:最高0.4,且更优选为0.15%至0.30%;
[0135]
cu:0.5
–
0.70,且优选0.5
–
0.65;
[0136]
mn:0.1
–
0.4,且优选最小0.25%,且优选小于0.35%;
[0137]
mg:0.75
–
1;
[0138]
ti:0.01
–
0.05;
[0139]
cr:最高0.1;
[0140]
v:作为杂质;
[0141]
并且不可避免的元素和杂质各自最高为0.05%且总量最高为0.15%,并且其余为铝。
[0142]
该第二实施方案的优点特别是部件的屈服强度对烘烤硬化处理的变化的低敏感性。烘烤硬化条件取决于车身总成内部的位置,因此对烘烤硬化条件具有低敏感性的部件是有利的,因为汽车制造商具有更大的灵活性。这种低敏感性可以通过比较t6c状态的性能与t6d状态的性能和/或t8c状态的性能与t8d状态的性能(其由相同的t4状态轧制产品获得)来评估。
[0143]
对于通过第二实施方案的方法获得的轧制产品,t8c和t8d状态的且由相同的t4状态的轧制产品制成的轧制产品的拉伸屈服强度相差小于5mpa。t8c和t8d轧制产品样品的区别仅在于烘烤硬化的持续时间,其温度均为160℃。
[0144]
t6c和t6d轧制产品样品的区别仅在于烘烤硬化温度为160℃的持续时间。对于通过第二实施方案的方法获得的轧制产品,t6c和t6d状态的且由相同的t4状态的轧制产品制成的轧制产品的拉伸屈服强度相差小于5mpa。
[0145]
更通常地,轧制产品可以在150至190℃且优选170至190℃的温度下热处理5至30分钟、优选15至30分钟。在上述温度范围内的给定温度下、在上述持续时间范围内的任何持续时间内热处理的轧制产品的屈服强度变化小于15mpa,优选10mpa,且更优选5mpa。
[0146]
更通常地,2%应变的轧制产品可以在150至190℃且优选170至190℃的温度下热处理5至30分钟、优选15至30分钟。在上述温度范围内的给定温度下、在上述持续时间范围内的任何持续时间内热处理的2%应变的轧制产品的屈服强度变化小于15mpa,优选10mpa,且更优选5mpa。
[0147]
对于第二实施方案,t4状态轧制产品的最大拉伸屈服强度为190mpa。对于第二实施方案,t6b状态轧制产品的最小拉伸屈服强度为340mpa。对于第二实施方案,t8a状态轧制产品的最小拉伸屈服强度为280mpa,优选290mpa。
[0148]
任何合金的可回收性均为重要的技术和经济参数。减小任何元素的范围对于加强回收过程是有用的,因为这提供了未来熔体的可预测性。减小添加元素的最大量也是有利的,因为它们可能比铝更昂贵。减小si含量有利于回收,因为在许多合金中,该元素既是杂质,又对铝产品性能不利。因此,本发明的有利的实施方案是将si含量降低至最大0.95%。还有利的实施方案是将fe最大量降低至0.30%和/或将fe最小量增加至0.15%。另一个有利的实施方案是将cu最大量降低至0.70%,且优选降低至0.65%,和/或将cu最小量增加至0.55%。另一个有利的实施方案是将mn最大含量降低至0.35%,且更优选降低至0.30%,和/或将其最小含量增加至0.15%,且更优选增加至0.25%。另一个实施方案也是将ti最大含量降低至0.05%和/或将最小含量增加至0.01%。另一个实施方案是将v归类为最大量为0.05%的杂质。
[0149]
本发明的合金组成和卷取温度的所有这些组合为汽车制造商提供了具有不同成型性能的许多可能性。汽车制造商还可以优化其加工和其部件的设计。形状物时效允许高强度部件,但它需要对形状物时效的特定热处理。高强度合金对于轻量化部件是有益的。如果部件不需要高强度材料,则汽车制造商可以避免形状物时效,这有利于简化生产。因此,本发明为汽车制造商提供了灵活性。
[0150]
实施例
[0151]
前言
[0152]
表1总结了试验期间使用的合金的化学组成(重量%)。其他不可避免的元素和杂质的比例小于0.05%,总量小于0.15%,并且其余为铝。
[0153]
合金g为示例性aa6111合金,以及合金h为示例性改良aa6056。
[0154]
合金sifecumnmgticrva0.810.210.680.200.70.04《0.05《0.05b0.810.210.700.200.80.03《0.05《0.05c0.810.200.580.200.70.03《0.05《0.05d0.800.200.580.200.90.04《0.05《0.05e0.830.190.560.290.80.03《0.05《0.05f0.820.200.580.290.90.10《0.050.07g0.700.200.650.200.70.04《0.05《0.05h0.810.200.850.200.70.05《0.05《0.05
[0155]
表1
[0156]
这些不同合金的轧制锭通过立式半连续铸造获得。剥皮后,这些不同的锭在540℃下经历约4小时的均质化热处理,然后直接热轧成5mm中间轧制产品。将5mm中间轧制产品冷轧以获得厚度为2mm的板。
[0157]
轧制步骤之后是固溶热处理,然后是淬火。固溶热处理在高于合金固溶线温度的温度下进行,同时避免初熔。在该非限制性实施例中,固溶化温度为570℃。然后将固溶化的板在20℃水中淬火。将板样品在100℃、80℃和60℃的3个卷取温度下卷取,预时效8小时,然后是自然时效。使用两种自然时效:在室温下7天和30天,以获得t4状态轧制产品。
[0158]
将t4轧制产品用2%应变转变为t8a状态,然后在20分钟内使用典型的180℃的烘烤硬化热处理进行热处理。然后表征t8a样品。
[0159]
还将t4轧制产品在30分钟内在225℃的热处理下热处理成t6b状态。然后表征t6b样品。
[0160]
测试结果
[0161]
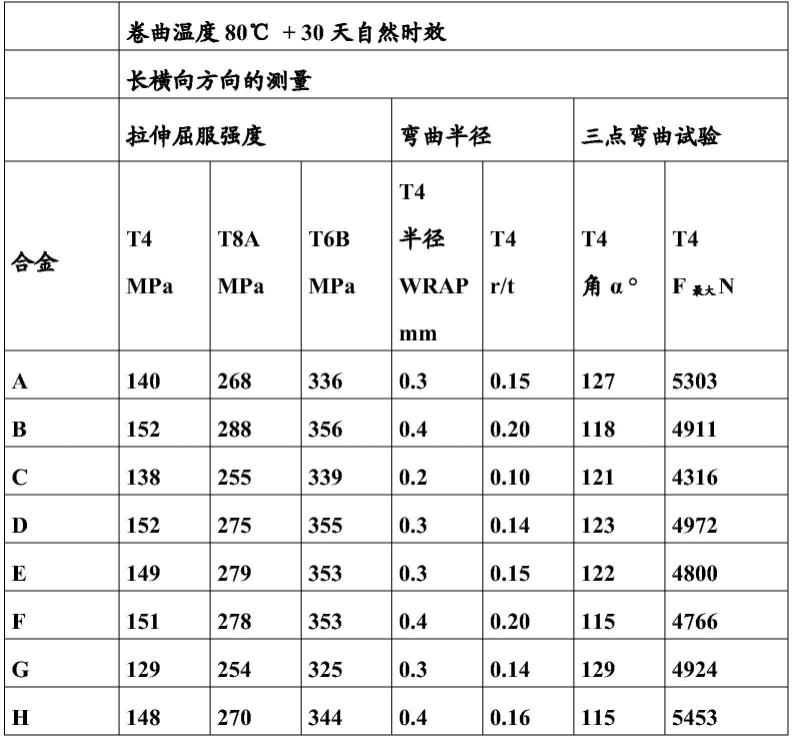
环境温度下的拉伸试验根据nf en iso 6892-1进行,采用非比例测试件,其几何形状广泛用于板,并对应于所述标准的附录b的表b.1中的测试件2的类型。这些测试件特别是具有20mm的宽度和120mm的校准长度。对t4、t8a和t6b状态的轧制产品进行拉伸试验。以80℃的卷取温度和30天的自然时效获得的结果示于表2中。以60℃的卷取温度和30天的自然时效获得的结果示于表3中。以60℃、80℃和100℃的卷取温度和7天的自然时效获得的结果示于表4中。
[0162][0163]
表2
[0164]
[0165][0166]
表3
[0167][0168]
表4
[0169]
卷取温度为t4状态拉伸屈服强度的重要参数。在60℃和80℃下,允许将t4拉伸屈服强度限制在165mpa以下,这对汽车制造商而言是有利的——如果需要其保持冲压便捷性(easiness)。
[0170]
实施例合金b、d、e和f在t8b状态下的拉伸屈服强度最小为350mpa。这些实施例合金在t8a状态下的拉伸屈服强度最小为275mpa。
[0171]
将ti的范围减少至最大量0.05%,将v减少至杂质最大量为0.05%,以及将cu减少至小于0.65%也是有利的,如合金e和d所示例的,因为它将弯曲度降低至0.15,这在不受卷取温度的影响下便利了组件的可制造性。
[0172]
除了上述v、ti和cu的减小的范围外,mn由0.25%至0.35%的优化范围在60℃的卷取温度下提供了非常有利的3点弯曲试验,具有高vda角,这有利于可成型性。这以卷取温度为60℃的合金e为例。
[0173]
实施例2
[0174]
以80℃和100℃的卷取温度并在7天的自然时效后用合金e制造的轧制产品用于其他试验。在两个卷取温度下的样品被分成两组:在第一组中施加2%的应变,而第二组没有任何应变。然后施加160℃的烘烤硬化温度,并且两个不同的持续时间为5分钟和20分钟。
[0175]
在表5中针对80℃的卷取温度和在表6中针对100℃的卷取温度提供的这些结果显示了另一个有利的实施方案:在100℃的卷取温度下,轧制产品的拉伸屈服强度几乎与烘烤硬化持续时间无关。对于可以安装在车身总成中的部件而言,这是一种有利的性能,无论是在表面还是在多个部件总成内部的深处,因为它们的屈服强度保持相似。这为汽车制造商的部件设计提供了灵活性。
[0176][0177]
表5
[0178][0179][0180]
表6
[0181]
实施例3
[0182]
铸造以下组成的锭
[0183]
具有表7中的化学组成(重量%)的锭使用立式半连续铸造法来铸造。其他不可避
免的元素和杂质的比例小于0.05%,且总量小于0.15%,并且其余为铝。
[0184]
sifecumnmgcrti0.860.210.660.280.850.010.04
[0185]
表7
[0186]
将轧制锭在554℃下加热4小时。将该锭直接进行热轧。热轧开始前的锭的温度为540℃。热轧结束时的厚度为5mm。冷轧结束时的厚度为2mm。将板分成三部分以在三种不同的温度535℃、544℃和分别具有不同持续时间的525℃以上固溶化:20s、45s和68s。将板在22℃水中淬火。通过在96℃的温度下将板卷取并露天冷却,将板进行预时效,然后在约20℃的室温下自然时效3天,以获得t4状态轧制产品。
[0187]
将t4轧制产品用2%应变转变为t8a状态,然后在20分钟内使用典型的180℃的烘烤硬化热处理进行热处理。然后表征t8a样品。
[0188]
还将t4轧制产品在30分钟内在225℃的热处理下热处理成t6b状态。然后表征t6b样品。
[0189]
在轧制方向(l)、轧制方向的横向方向(t)和与轧制方向成45
°
的方向(45
°
)进行拉伸试验。
[0190]
[0191][0192]
表8
[0193]
表8显示了固溶热处理对于为获得机械性能的关于温度或持续时间的工艺变化是可靠的。
[0194]
t4状态拉伸屈服强度显示了在同一轧制产品中在t和45
°
方向的拉伸屈服强度之间的各向异性小于3mpa,如表8中所示。
[0195]
还在t6b状态下测量弯曲半径,以检查轧制产品的碰撞行为。结果公开于表9中。
[0196][0197]
表9。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1