一种马氏体不锈钢2Cr13叶片的铁素控制方法与流程
一种马氏体不锈钢2cr13叶片的铁素控制方法
技术领域
1.本发明涉及技术领域,具体是指一种马氏体不锈钢2cr13叶片的铁素控制方法。
背景技术:
2.2cr13为马氏体不锈钢,其主要合金元素是铬、铁和碳。它具有较强的淬透性、较高的硬度和韧性,并且其耐腐性、热强性和冷变形性、减震性较好。20cr13主要用于制作两类零部件:其一是用于制作抗弱腐蚀介质,并能承受载荷的零部件,如汽轮机叶片、水压机阀、螺栓、螺母等;其二是用于制作高韧性、不锈性并能承受冲击载荷的零部件,如刃具、叶片、紧固件、水压机阀、热裂解抗硫腐蚀设备等。
3.该种钢通常存在10%—20%左右的铁素体组织。由于钢中δ
‑
铁素体的存在会影响到钢的热塑性、降低钢的强度并恶化钢的横向韧性和耐蚀性,因此,对于某些特殊要求的产品,如对钢的韧性要求高、承受冲击载荷的能力强的产品,需要尽可能的减少钢中δ
‑
铁素体含量。
4.现行国家标准(gb/t8732
‑
2004)中2cr13的δ
‑
铁素体的要求为不超过10%,最好控制在5%以下。
5.熔模铸造中,控制铁素体含量对铸造不锈钢耐腐蚀性能的影响,在很大程度上受制于其合金成分、热处理状态和工作状态等多种因素。
6.目前行业中普遍采用的控制铁素体含量有两种办法:一是控制钢的化学元素含量,如降低cr含量,提高ni含量;二是控制加热温度,当加热温度控制在1140
‑
1160℃时,能有效地控制铁素体含量。这两种方法可以有效减少铁素含量,但是在制造具有高韧性的产品时,现存的方法均达不到产品所要求的精度。同时,控制化学含量的方法操作上比较繁琐,并未形成科学的成分含量标准。
7.所以,一种马氏体不锈钢2cr13叶片的铁素控制方法成为人们亟待解决的问题。
技术实现要素:
8.本发明的目的在于提供一种基于熔模铸造的马氏体不锈钢2cr13的铁素控制方法,能够有效降低铁素含量至1%左右。
9.为实现上述目的,本发明提供的技术方案为:一种马氏体不锈钢2cr13叶片的铁素控制方法,包括以下步骤:
10.步骤1:蜡件制作
11.蜡件制作采用3d打印技术进行制作快速成型件;
12.步骤2:蜡件组合
13.蜡件组合采用侧注浇注系统的方式进行组合;
14.步骤3:模壳制作
15.控制要点:温湿度、涂料粘度、风干质量、模壳加固质量;所述模壳的高温强度、湿强度、透气性与型腔表面质量均由此工序决定;
16.步骤4:熔炼与浇注
17.通过对2cr13叶片常用元素对组织的影响分析,要满足δ
‑
铁素体含量不超过5%,则按要求对化学成分含量进行控制,化学成分对2cr13叶片的最终组织起至关重要的作用,按铸件材质要求进行配料,并对配料结果予以复核,化学成分的质量分数(wt%)如下:
18.c:0.2~0.24,si:≤0.3,mn:0.4
‑
0.6,p:≤0.03,s:≤0.02,ni:0.5
‑
0.6,cr:12~12.5,cu:≤0.3;
19.步骤5:清壳和切割
20.1)初期使用等离子切割进行切割浇注系统,保留水口残根5mm以下;
21.2)注意工作场地的干净,防止磕碰伤铸件;
22.步骤6:成分化验
23.取样时,从铸造表面以下不小于6.4mm位置截取,按gb/t223.3~78规定的方法或能保证分析质量的其他方法进行化学成份分析,铸件化学成分应满足步骤4中化学成分的质量分数要求;
24.步骤7:初修
25.1)铸件表面吹砂后,对铸件进行初检;
26.2)使用氩弧焊机和相关产品铸件材质焊丝对铸件缺肉类缺陷实施焊补,焊缝必须打磨光滑,允许高出0.5mm,并记录焊补位置尺寸形状性质;
27.3)使用打磨工具去除外观多肉缺陷、水口余根;
28.步骤8:磁粉、x光检查
29.1)100%进行磁粉探伤检验,结果符合gb/t9444 01级要求;磁粉探伤后进行退磁处理,剩磁要求≤3gs,超出规定的磁粉堆积,在图纸规定的公差范围内允许局部磨去,抛光后再重新检查;
30.2)100%进行射线检验,结果符合gb/t 5677和astm e446要求,其中,a类、b类、c类、d类不连续符合1级要求;
31.步骤9:退火与初校正
32.1)清理铸件表面的油渍、蜡渍、水渍、金属屑等杂物;
33.2)按熔模铸件要求实施装炉和退火(含同炉试棒);
34.3)根据铸件要求使用合适的检测工具进行检测,并使用校正工装对铸件实施校正;
35.4)对铸件划线检查;
36.5)在初校正时借助校正工装把铸件校正到符合技术要求,并划线做好检测基准;
37.6)按照图纸或验收技术条件中标准要求进行荧光检测;
38.步骤10:热处理
39.1)清理铸件表面的油渍、水渍等杂物。
40.2)按熔模铸件要求实施装炉和热处理(含同炉试棒);
41.3)使用检测工具与校正工装对铸件实施校正;
42.4)拉伸测试按gb/t228、冲击测试按gb/t229、硬度测试按gb/t 231.1规定进行,力学性能要求如下:
43.rp0.2:≥440mpa,rm:≥590mpa,δ:≥15%,ψ:≥40%,akv:≥39j,hb:195~235;
44.步骤11:内部组织检测
45.内部组织检测要求:力学性能合格后进行叶片本体过渡弧处的金相,组织为回火马氏体,δ
‑
铁素体含量不超过5%;
46.步骤12:精修
47.铸件已完成初校正和热处理;去除异常波动、变形。
48.作为改进,所述步骤1的生产过程中通过检测工装及浸蜡手段,保证蜡件的一致性、尺寸精度以及表面粗糙度。
49.作为改进,所述步骤2为形成产品内部质量的主要手段,所述产品内部质量包括平稳充型、补缩、挡渣。
50.作为改进,所述步骤7中的初检包括外观质量、重量、尺寸、平面度检查以及铸件壁厚检查。
51.作为改进,所述步骤7中的打磨工具包括锉刀、平磨切割机、平磨机以及角磨头。
52.作为改进,所述步骤9中的检测工具包括平台、直尺、高度尺、游标卡尺以及测厚仪。
53.作为改进,所述步骤9中的荧光检测保证铸件不允许有冷隔、裂纹和穿透性的缺陷存在。
54.作为改进,所述步骤10中的热处理包括固溶处理与时效处理,所述固溶处理:≤500℃装炉,加热到1040
‑
1060℃,保温1
‑
1.2h分钟油冷;所述时效处理:≤400℃装炉,加热温度段到:温度650
‑
670℃;保温1
‑
1.2小时,空冷。
55.本发明与现有技术相比的优点在于:本发明能够有效的将铁素含量降到1%左右;内部组织结果符合要,铸件化学成分经检测符合要求,本体力学性能经检测符合要求,铸件表面质量磁粉探伤检验,经检测结果符合gb/t9444 01级要求;铸件内部质量射线检验,经检测结果符合gb/t 5677和astm e446要求,其中,a类、b类、c类、d类不连续符合1级要求。
附图说明
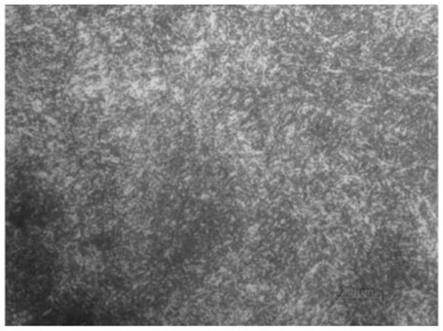
56.图1是本发明一种马氏体不锈钢2cr13叶片的铁素控制方法的本体试样心部显微组织,500x图。
57.图2是本发明一种马氏体不锈钢2cr13叶片的铁素控制方法的金相切取位置示意图。
具体实施方式
58.下面结合附图对本发明一种马氏体不锈钢2cr13叶片的铁素控制方法做进一步的详细说明。
59.结合附图1
‑
2,本发明的工作原理:
60.本发明主要是通过控制以上熔模铸造的标准流程中步骤4熔炼与浇注过程、步骤10热处理过程,铁素体含量控制的前提条件保证化学成分和力学性能控制要求,其各类要求相辅相成、相互关联。
61.各组织形成机理如下:
62.马氏体是由奥氏体极速冷却淬火形成。奥氏体与马氏体的不同在于,马氏体是碳
在α
‑
fe中过饱和固溶体,体心立方结构;奥氏体是面心立方结构。
63.马氏体是是钢在热处理过程中的一种组织形态,不是一种平衡组织;平衡组织的形成需要很慢的冷却速度和足够时间的扩散,而马氏体是在非常快速冷却下形成。
64.铁素体是碳溶解在α
‑
fe中间隙固溶体,体心立方结构。
65.1、通过对2cr13叶片常用元素对组织的影响分析,要满足δ
‑
铁素体含量不超过5%,则按要求对化学成分含量进行控制,同时,按照化学成分之间相互关系以及组织形成机理进一步控制化学成分,c、n、ni、mn元素对铁素体的形成有抑制作用,cr、mo则促进铁素体的形成。化学成分对2cr13叶片的最终组织起至关重要的作用。按铸件材质要求进行配料,并对配料结果予以复核,经检测符合化学成分要求见表1。
66.表1化学成分的质量分数(wt%)
67.材料牌号csimnpsnicrcuzg20cr130.2~0.24≤0.30.4
‑
0.6≤0.03≤0.020.5
‑
0.612~12.5≤0.3
68.2、依据组织结构形成机理以及铁素体含量在固溶热处理温度中变化,同时保证铸件力学性能要求(见表2)的前提下,固溶热处理过程温度参数设定为1040
‑
1060℃,并进行油冷。经检测力学性能符合表2要求,内部组织经检测无铁素体含量,检测结果见图1,符合要求。
69.表2力学性能要求
70.材料rp0.2(mpa)rm(mpa)δ(%)ψ(%)akv(j)hbzg20cr13≥440≥590≥15≥40≥39195~235
71.本发明一种马氏体不锈钢2cr13叶片的铁素控制方法的具体实施过程如下:
72.步骤1:蜡件制作
73.蜡件制作采用3d打印技术进行制作快速成型件,生产过程中通过检测工装及浸蜡手段,保证蜡件的一致性、尺寸精度以及表面粗糙度。
74.步骤2:蜡件组合
75.蜡件组合采用侧注浇注系统的方式进行组合。“蜡模组合”是精密铸造过程的关键过程之一,形成产品内部质量(包括平稳充型、补缩、挡渣等)的主要手段在此工序实施。
76.步骤3:模壳制作
77.控制要点:温湿度、涂料粘度、风干质量、模壳加固质量;所述模壳的高温强度、湿强度、透气性与型腔表面质量均由此工序决定。
78.步骤4:熔炼与浇注
79.通过对2cr13叶片常用元素对组织的影响分析,要满足δ
‑
铁素体含量不超过5%,则按要求对化学成分含量进行控制,化学成分对2cr13叶片的最终组织起至关重要的作用,按铸件材质要求进行配料,并对配料结果予以复核,化学成分的质量分数(wt%)如下:
80.c:0.2~0.24,si:≤0.3,mn:0.4
‑
0.6,p:≤0.03,s:≤0.02,ni:0.5
‑
0.6,cr:12~12.5,cu:≤0.3。
81.步骤5:清壳和切割
82.1)初期使用等离子切割进行切割浇注系统,保留水口残根5mm以下;
83.2)注意工作场地的干净,防止磕碰伤铸件。
84.步骤6:成分化验
85.取样时,从铸造表面以下不小于6.4mm位置截取,按gb/t223.3~78规定的方法或能保证分析质量的其他方法进行化学成份分析,铸件化学成分应满足步骤4中化学成分的质量分数要求。
86.步骤7:初修
87.1)铸件表面吹砂后,对铸件进行初检;检验项目:外观质量、重量、尺寸和平面度检查、铸件壁厚检查;
88.2)使用氩弧焊机和相关产品铸件材质焊丝对铸件缺肉类缺陷实施焊补,焊缝必须打磨光滑,允许高出0.5mm,并记录焊补位置尺寸形状性质;
89.3)使用锉刀、平磨切割机、平磨机、角磨头等,去除外观多肉缺陷、水口余根;
90.步骤8:磁粉、x光检查
91.1)100%进行磁粉探伤检验,结果符合gb/t9444 01级要求;磁粉探伤后进行退磁处理,剩磁要求≤3gs,超出规定的磁粉堆积,在图纸规定的公差范围内允许局部磨去,抛光后再重新检查;
92.2)100%进行射线检验,结果符合gb/t 5677和astm e446要求,其中,a类、b类、c类、d类不连续符合1级要求;
93.步骤9:退火与初校正
94.1)清理铸件表面的油渍、蜡渍、水渍、金属屑等杂物;
95.2)按熔模铸件要求实施装炉和退火(含同炉试棒);
96.3)使用平台、直尺、高度尺、游标卡尺、测厚仪等进行检测,及校正工装等对铸件实施校正,以上工具根据铸件要求,进行选用;
97.4)对铸件划线检查;
98.5)在初校正时借助校正工装把铸件校正到符合技术要求,并划线做好检测基准;
99.6)按照图纸或验收技术条件中标准要求进行荧光检测;荧光检查:铸件不允许有冷隔、裂纹和穿透性的缺陷存在。
100.步骤10:热处理
101.1)清理铸件表面的油渍、水渍等杂物。
102.2)按熔模铸件要求实施装炉和热处理(含同炉试棒);固溶处理:≤500℃装炉,加热到1040
‑
1060℃,保温1
‑
1.2h分钟油冷;时效处理:≤400℃装炉,加热温度段到:温度650
‑
670℃;保温1
‑
1.2小时,空冷;
103.3)使用平台、校正胎具(工装)、直尺、游标卡尺、高度尺等对铸件实施校正;
104.4)拉伸测试按gb/t228、冲击测试按gb/t229、硬度测试按gb/t 231.1规定进行,力学性能要求如下:
105.rp0.2:≥440mpa,rm:≥590mpa,δ:≥15%,ψ:≥40%,akv:≥39j,hb:195~235;
106.步骤11:内部组织检测
107.内部组织检测要求:力学性能合格后进行叶片本体过渡弧处的金相,组织为回火马氏体,δ
‑
铁素体含量不超过5%;
108.步骤12:精修
109.铸件已完成初校正和热处理;去除异常波动、变形。
110.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也
只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1