一种制具部件的制作方法
1.本发明涉及根管锉加工设备技术领域,特别涉及一种制具部件。
背景技术:
2.机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的差别可分为切削加工和压力加工。加工需要的机械包括铣床、磨床、车床、电火花机、磨床、加工中心、激光焊接机等,可进行精密零件的车、铣、刨、磨等加工,可以加工各种不规则形状零件,加工精度好,而精密加工是精度更高的一种机械加工方式,而高精度磨床是利用磨具对工件表面进行磨削加工的机床,具有很好的加工精度。
3.根管治疗术又称牙髓治疗,是牙医学中治疗牙髓坏死和牙根感染的一种手术,该手术保留了牙齿,因而与拔牙术互补。根管治疗需要用到一整套精细且有弹性的根管锉,以清洁根管,并对根管塑形,牙医通过手用锉或者电机连接的机用锉,在根管内旋转和提拉,通过对根管旋转提拉操作过程中,使得根管锉在深入根管内部同时切削掉途径中的病变部位。根管锉为一体式,一般都是磨削加工而成,一般分为两部分,一部分为柄部,另一部分为刃部,刃部呈锥体状,并且其上面设置有螺距变化的螺旋刀刃。随着现代医疗的发展,医疗设备越来越精细,根管锉的型号越来越多,尺寸越来越小,精度要求越来越高。目前常见的根管锉的加工方式一般都是通过磨床磨削而成,但是在磨床磨削过程中,如何保证对根管锉的引导和承托是比较难的,因为根管锉较为细长,承托难度较大。
技术实现要素:
4.本发明的目的是提供一种制具部件,不但能实现对根管锉的引导,而且根管锉在加工过程中能实现对根管锉有靠有托,保证了根管锉加工的稳定性。
5.本发明解决其技术问题所采用的技术方案是:一种制具部件,它包括制具底座(2001)、中调节块(2002)、上转块(2003)、制具芯轴(2004)、制具主模块(2005)、制具c托山(2006)、托山挡环(2007)、挡环螺钉(2008)、制具b托山(2009)、制具压盖(2010)、制具a托山(2011)、第一制具端板(2012)、第二制具端板(2013)、气动平行机械夹(2014)、电子监测架(2015)、电感监测器(2016)、制具前导架(2017)、制具前导口(2018)、前导定位环(2019)、挡水片(2020)、挡水片压片(2021)、制具b靠山(2022)、制具a靠山(2023)、角度顶板(2024)、第一限位螺钉(2025)、第二限位螺钉(2026),所述制具底座(2001)和中调节块(2002)通过斜面契合,并且通过螺钉连接,所述制具芯轴(2004)穿过中调节块(2002),并将制具底座(2001)和上转块(2003)连接,所述角度顶板(2024)安装在制具底座(2001)、中调节块(2002)、上转块(2003)上,所述第一制具端板(2012)和第二制具端板(2013)分别安装在制具底座(2001)的两侧,所述第一限位螺钉(2025)和第二限位螺钉(2026)分别安装在第一制具端板(2012)和第二制具端板(2013)上,并且第一限位螺钉(2025)和第二限位螺钉(2026)分别抵在中调节块(2002)的两端,所述气动平行机械夹(2014)安装在上转块(2003)上,所述制具主模块(2005)安装在上转块(2003)
上,所述电子监测架(2015)安装在制具主模块(2005)上,并且电子监测架(2015)位于气动平行机械夹(2014)的一侧,所述电感监测器(2016)安装在电子监测架(2015)上,所述制具前导架(2017)安装在制具主模块(2005)上,并且制具前导架(2017)位于电子监测架(2015)的一侧,所述制具前导口(2018)和前导定位环(2019)都安装在制具前导架(2017)上,所述制具a托山(2011)、制具b托山(2009)、制具c托山(2006)都安装在制具主模块(2005)上,所述托山挡环(2007)为偏心结构,通过挡环螺钉(2008)安装在制具主模块(2005)上,并且托山挡环(2007)位于制具a托山(2011)、制具b托山(2009)、制具c托山(2006)的下方,并且和制具a托山(2011)、制具b托山(2009)、制具c托山(2006)贴合,所述制具压盖(2010)安装在制具c托山(2006)上,所述制具a靠山(2023)和制具b靠山(2022)都安装在制具主模块(2005)上,所述挡水片(2020)通过挡水片压片(2021)安装在制具a靠山(2023)和制具b靠山(2022)的外侧。
6.进一步地,所述气动平行机械夹(2014)包括气缸垫高座(201401)、气夹防水内罩(201402)、气夹防水外罩(201403)、气缸钳口(201404),所述气缸垫高座(201401)安装在上转块(2003)上,所述气缸钳口(201404)的数量为两个,安装在气缸垫高座(201401)上,所述气缸垫高座(201401)的上端安装有气夹防水内罩(201402)和气夹防水外罩(201403)。
7.进一步地,所述制具a托山(2011)、制具b托山(2009)、制具c托山(2006)的下端都设置有u型安装调节槽。
8.本发明和现有技术相比,具有以下优点和效果:1.合金金属丝依次穿过气动平行机械夹(2014)、电子监测架(2015)、制具前导口(2018)、前导定位环(2019)、制具a托山(2011)、制具b托山(2009)、制具c托山(2006)。在磨削过程中,制具a托山(2011)、制具b托山(2009)、制具c托山(2006)、制具a靠山(2023)、制具b靠山(2022)的设置保证了磨削加工的稳定性,使根管锉在加工过程中有靠有托,保证了加工的稳定性。电子监测架(2015)、制具前导口(2018)、前导定位环(2019)对合金金属丝都具备引导作用,保证合金金属丝平稳进入后面的加工位置。本发明不但能实现对根管锉的引导,而且根管锉在加工过程中能实现对根管锉有靠有托,保证了根管锉加工的稳定性。
9.2.电子监测架(2015)上的电感监测器(2016)能实现对合金金属丝的检测,能精确检测到合金金属丝送入制具部件的长度,有利于提高加工成的根管锉的精度,提高了自动化程度。
10.3.在一次加工完成后,气动平行机械夹(2014)能实现对合金金属丝的夹持,避免合金金属丝从制具部件上脱离,有利于合金金属丝再次向右送料,保证连续加工。
11.4.气动平行机械夹(2014)包括气缸垫高座(201401)、气夹防水内罩(201402)、气夹防水外罩(201403)、气缸钳口(201404),所述气缸垫高座(201401)安装在上转块(2003)上,所述气缸钳口(201404)的数量为两个,安装在气缸垫高座(201401)上,所述气缸垫高座(201401)的上端安装有气夹防水内罩(201402)和气夹防水外罩(201403),两个气缸钳口(201404)的设置有利于实现对合金金属丝的夹持,有利于根管锉的连续加工,而气夹防水内罩(201402)和气夹防水外罩(201403)的设置大大提高了防水性能,避免在磨削加工中受磨削液影响,保证了气缸钳口(201404)动作的可靠性。
12.5.制具a托山(2011)、制具b托山(2009)、制具c托山(2006)的下端都设置有u型安装调节槽,这样的结构保证了制具a托山(2011)、制具b托山(2009)、制具c托山(2006)上下
安装位置可调,从而配合托山挡环(2007)完成对制具a托山(2011)、制具b托山(2009)、制具c托山(2006)上下位置的调整,保证了对加工时的根管锉的承托。
附图说明
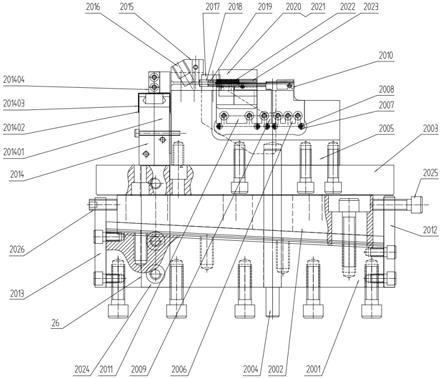
13.图1为本发明的结构示意图。
14.图2为制具主模块的结构示意图。
15.图3为本发明制具b靠山的结构示意图。
16.图4为本发明制具a靠山的结构示意图。
17.图5为本发明制具a托山的结构示意图。
18.图6为本发明制具b托山的结构示意图。
19.图7为本发明制具c托山的结构示意图。
具体实施方式
20.下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
21.如图1、图2、图3、图4、图5、图6和图7所示,所述制具部件2包括制具底座2001、中调节块2002、上转块2003、制具芯轴2004、制具主模块2005、制具c托山2006、托山挡环2007、挡环螺钉2008、制具b托山2009、制具压盖2010、制具a托山2011、第一制具端板2012、第二制具端板2013、气动平行机械夹2014、电子监测架2015、电感监测器2016、制具前导架2017、制具前导口2018、前导定位环2019、挡水片2020、挡水片压片2021、制具b靠山2022、制具a靠山2023、角度顶板2024、第一限位螺钉2025、第二限位螺钉2026,所述制具底座2001和中调节块2002通过斜面契合,并且通过螺钉连接,所述制具芯轴2004穿过中调节块2002,并将制具底座2001和上转块2003连接,所述角度顶板2024安装在制具底座2001、中调节块2002、上转块2003上,所述第一制具端板2012和第二制具端板2013分别安装在制具底座2001的两侧,所述第一限位螺钉2025和第二限位螺钉2026分别安装在第一制具端板2012和第二制具端板2013上,并且第一限位螺钉2025和第二限位螺钉2026分别抵在中调节块2002的两端,所述气动平行机械夹2014安装在上转块2003上,所述气动平行机械夹2014包括气缸垫高座201401、气夹防水内罩201402、气夹防水外罩201403、气缸钳口201404,所述气缸垫高座201401安装在上转块2003上,所述气缸钳口201404的数量为两个,安装在气缸垫高座201401上,所述气缸垫高座201401的上端安装有气夹防水内罩201402和气夹防水外罩201403,两个气缸钳口201404的设置有利于实现对合金金属丝的夹持,有利于根管锉的连续加工,而气夹防水内罩201402和气夹防水外罩201403的设置大大提高了防水性能,避免在磨削加工中受磨削液影响,保证了气缸钳口201404动作的可靠性。所述制具主模块2005安装在上转块2003上,所述电子监测架2015安装在制具主模块2005上,并且电子监测架2015位于气动平行机械夹2014的一侧,所述电感监测器2016安装在电子监测架2015上,所述制具前导架2017安装在制具主模块2005上,并且制具前导架2017位于电子监测架2015的一侧,所述制具前导口2018和前导定位环2019都安装在制具前导架2017上,所述制具a托山2011、制具b托山2009、制具c托山2006都安装在制具主模块2005上,所述托山挡环2007为偏心结构,通过挡环螺钉2008安装在制具主模块2005上,并且托山挡环2007位于制具a托山
2011、制具b托山2009、制具c托山2006的下方,并且和制具a托山2011、制具b托山2009、制具c托山2006贴合,所述制具压盖2010安装在制具c托山2006上,所述制具a靠山2023和制具b靠山2022都安装在制具主模块2005上,所述挡水片2020通过挡水片压片2021安装在制具a靠山2023和制具b靠山2022的外侧。所述制具a托山2011、制具b托山2009、制具c托山2006的下端都设置有u型安装调节槽,这样的结构保证了制具a托山2011、制具b托山2009、制具c托山2006上下安装位置可调,从而配合托山挡环2007完成对制具a托山2011、制具b托山2009、制具c托山2006上下位置的调整,保证了对加工时的根管锉的承托。
22.通过上述技术方案,本发明一种制具部件使用时,合金金属丝依次穿过气动平行机械夹2014、电子监测架2015、制具前导口2018、前导定位环2019、制具a托山2011、制具b托山2009、制具c托山2006。在磨削过程中,制具a托山2011、制具b托山2009、制具c托山2006、制具a靠山2023、制具b靠山2022的设置保证了磨削加工的稳定性,使根管锉在加工过程中有靠有托,保证了加工的稳定性。电子监测架2015、制具前导口2018、前导定位环2019对合金金属丝都具备引导作用,保证合金金属丝平稳进入后面的加工位置。
23.电子监测架2015上的电感监测器2016能实现对合金金属丝的检测,能精确检测到合金金属丝送入制具部件的长度,有利于提高加工成的根管锉的精度,提高了自动化程度。
24.在一次加工完成后,气动平行机械夹2014能实现对合金金属丝的夹持,避免合金金属丝从制具部件上脱离,有利于合金金属丝再次向右送料,保证连续加工。
25.本说明书中所描述的以上内容仅仅是对本发明所作的举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明说明书的内容或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1