一种稠油开发用高强度耐热套管及其制造方法与流程
1.本发明涉及一种耐热套管,特别涉及一种稠油开发用高强度耐热套管及其制造方法。
背景技术:
2.随着石油开采工业的不断发展和石油消耗量的不断增加,稠油已成为国内外许多石油公司的主要产量来源。稠油开采通常有蒸汽吞吐和汽驱等两种开采方式。蒸汽吞吐是指在本井中完成注蒸汽、焖井和开井生产三个过程的稠油开采方法。蒸汽驱是指通过适当井网,由注汽井连续注汽,在注入井周围形成蒸汽带,注入的蒸汽将地下原油加热并驱到周围生产井后产出。九十年代以前,我国稠油开采主要以蒸汽吞吐井为主。但是,国内油田采用蒸汽吞吐开采技术进行稠油开发已普遍进入高轮次、后续开采阶段,因地层压力下降,开发效果变差,产量降低。采用稠油蒸汽驱井开发方式,可以有效地提升稠油油田进入高轮次开采阶段后的采收率,对提高稠油产量有突出效果。
3.随着稠油开采方式由蒸汽吞吐井向汽驱井的转变,对耐热套管也提出了更高要求。和普通油气开发的低温工况环境不同,稠油蒸汽驱开发具有350℃、17mpa蒸汽压力和长时间服役的特点,套管在长期服役过程中受到升温-降温所导致的周期应力变化以及高温环境下发生蠕变使套管发生变形,因此要求耐热套管具有良好的高温力学性能和抗蠕变性能,防止套管在高温环境下力学性能不足或者材料蠕变导致套损问题。
4.cn200810204727.6公开了一种耐热套管用钢,其重量百分比组分为:c 0.2-0.30%,si 0.10-0.3%,mn 0.4-1.0%,cr 0.5-1.5%,w 0.1-0.5%,其它为fe和不可避免的杂质。其制造方法包括步骤:按上述成分配比冶炼、浇铸和热轧形成无缝钢管;在820℃~920℃温度区均温后保温30-60分钟进行奥氏体化充分处理;进行淬火处理;淬火管在580℃~720℃温度区间均温后保温30-90分钟进行回火处理。
5.cn201710469926.9公开了一种无缝钢管、其制造方法及稠油热采套管。按重量百分含量计,无缝钢管包括:c 0.20~0.30%、si 0.20~0.60%、mn 0.50~1.20%、p≤0.015%、s≤0.003%、cr 0.80~1.30%、mo 0.30~0.70%、ti 0.005~0.02%、ni≤0.10%、al 0.01~0.05%、余量为铁fe和不可避免的杂质。
技术实现要素:
6.本发明的目的在于提供一种稠油开发用高强度耐热套管及其制造方法,该石油套管兼具有良好的高温强度和抗蠕变性能,可以满足稠油开发高温环境下对套管性能使用要求,尤其可以满足采用蒸汽驱井开发方式开采稠油对套管性能的需求。
7.稠油开发的环境温度较高,一般达到350℃,套管需要具有良好的高温力学性能和抗蠕变性能,以防止套管在高温环境下力学性能不足或者材料蠕变导致套损问题。通常的设计思路是添加cr、mo、w等合金元素以通过其引起固溶强化增强基体原子间的结合力,提高高温环境下材料的强度,形成对抵抗蠕变有利的微观组织。
8.钢的晶粒尺寸对蠕变性能也有显著的影响。随着蠕变的不断进行,晶界滑动和晶界扩散比较充分,促进了空洞、裂纹沿晶界形成和发展,最后导致材料断裂。相对于细晶材料来说,粗晶材料的晶界总面积比较小,晶界滑动产生变形也相对少一些,具有低的蠕变速度和较高的蠕变断裂极限,因此增大晶粒尺寸可以提升材料的抗蠕变性能。但是现有技术中耐热套管热处理采用离线淬火+回火的热处理工艺,套管在热轧后冷却至室温,在淬火炉内重新奥氏体化并进行淬火和回火,这种热处理工艺会显著细化晶粒,降低抗蠕变性能。
9.在本发明提供的实施例中,采用与现有技术不同的在线控冷技术,套管在热轧后直接在线进行淬火,省却离线淬火工序,同时套管在热轧后利用余热进行在线淬火会保留热轧态原始的粗大晶粒,解决了传统离线热处理工艺中套管奥氏体化后淬火所产生的晶粒细化问题,可以改善材料的抗蠕变性能。但是套管在热轧后直接淬火时因晶粒畸变储存了较高的能量,在淬火过程中易发生开裂,因此本发明提供的实施例结合在线控冷工艺特点对耐热套管的c、mn、cr、mo、w等合金种类及含量进行优化设计,防止管体裂纹和应力集中,保证生产的安全和质量的稳定。由于ti、nb等合金元素的析出物会细化晶粒,因此本技术不添加ti或nb。
10.本发明一方面提供一种稠油开发用高强度耐热套管,按重量百分比计,含有c:0.08-0.19%;si:0.1-0.4%;mn:1.0-1.8%;cr:1-2%mo:0.1-0.4%;w:0.1-0.5%;v:0.01-0.15%;al:0.01-0.05%;n≤0.008%;fe和不可避免的杂质,其中,不含有ti或nb。
11.本发明的一方面还提供一种稠油开发用高强度耐热套管,按重量百分比计,含有c:0.08-0.19%;si:0.1-0.4%;mn:1.0-1.8%;cr:1-2%;mo:0.1-0.4%;w:0.1-0.5%;v:0.01-0.15%;al:0.01-0.05%;n≤0.008%;余量fe和不可避免的杂质。
12.进一步地,按重量百分比计,其中,c:0.1-0.16%;si:0.15-0.35%;mn:1-1.6%;cr:1-1.5%;mo:0.15-0.4%;w:0.2-0.5%;v:0.05-0.12%;al:0.015-0.035%。
13.进一步地,上述不可避免的杂质包括p和s元素,其中p≤0.015%,s≤0.005%。
14.进一步地,p≤0.013%,s≤0.003%。
15.本发明提供的高强度耐热套管中的各化学元素的设计思路为:
16.c:c为碳化物形成元素,其可以提高钢的强度。当c含量低于0.08wt%时,会使得钢的淬透性降低,从而降低钢的强度和韧性。然而,当c含量高于0.19wt%时,则会增加钢的淬火开裂敏感性,在在线淬火时易产生淬火裂纹。为了达到石油套管的高强度的要求,在本发明的技术方案中需要将c元素的含量控制为0.08~0.19wt%。
17.si:si固溶于铁素体,其可以提高钢的屈服强度,但是si元素的添加量不宜过高,太高的si元素会恶化钢的加工性和韧性,低于0.1wt%的si元素会使得石油套管容易氧化,因此,应该将si含量控制为0.10~0.40wt%。
18.mn:mn为奥氏体的形成元素,在钢中的固溶强化效果会增加钢的高温力学性能。在本发明所述的高强度耐热套管的钢种体系中,当mn含量小于1wt%时,钢的淬透性会显著降低,固溶强化效果减弱,高温强度降低;当mn含量大于1.8wt%时,易产生成分偏析产生淬火裂纹。基于这一原因,在本发明的技术方案中将mn含量控制在1~1.8wt%之间。
19.v:v是典型的析出强化元素,可弥补因碳降低而引起的强度的下降,含量小于0.01%时强化效果不明显,高于0.15%时容易形成粗大的v(cn),从而降低韧性。
20.mo:mo主要是通过碳化物及固溶强化形式来提高钢的强度及回火稳定性。在本发
明的技术方案中,当添加mo的含量超过0.4wt%以上时,容易产生淬火裂纹。一旦mo含量低于0.1wt%时,则石油套管的强度就无法达到高强度的要求。本发明基于此而将mo含量控制在0.1~0.4wt%之间。
21.cr:强烈提高淬透性元素,强碳化物形成元素,在钢中的固溶强化和析出强化效果明显,可以提高钢的高温力学性能。但含量高于2%时容易在晶界析出粗大m
23
c6碳化物,降低韧性,并且容易产生淬火开裂,含量低于1%时,高温力学性能不足。
22.w:w的固溶强化能够增强基体原子间的结合力,提高高温环境下材料的强度,若w含量>0.5wt%,强化效果不明显,造成合金浪费。若w含量<0.1wt%,则不能提高钢的高温力学性能。在本发明需要将w含量控制为0.1~0.5wt%。
23.al:良好的脱氧固氮元素,按重量百分比宜采用含量0.01~0.05%。
24.n:n是杂质,根据工艺条件尽可能降低其含量。
25.本发明的第二方面提供一种稠油开发用高强度耐热套管的制造方法,包括以下步骤:
26.冶炼步骤:根据上述稠油开发用高强度耐热套管的化学组分进行配料,得到原料,并对所述原料进行冶炼得到坯料;
27.连铸步骤:控制钢水过热度低于40℃,连铸拉速为2.0-2.4m/min;
28.穿孔步骤:使圆坯在1200-1260℃的环形炉内进行加热,穿孔温度为1120-1200℃;
29.轧制步骤:控制终轧温度为980-1080℃;
30.定径步骤:终轧后定径工序的温度为920-960℃;
31.控制冷却步骤:冷前套管管体温度850-900℃,采用在线控制冷却装置对套管外表面进行喷水冷却,控制冷却水量使管体内壁温度500-900℃时冷却速度为20-40℃/s;管体内壁温度500℃以下时冷却速度为30-50℃/s,终冷温度不高于50℃;
32.热处理步骤:套管轧后冷却至室温后进行回火热处理,回火温度600-700℃,保温时间50-80min;
33.矫直步骤:矫直温度400-500℃。
34.本发明提供的高强度耐热套管的制造方法通过采用在线淬火+离线回火技术进行生产,使得钢材获得较高的高温强度和较好的抗蠕变性能,过程操作简单,易于实现大规模的生产制造,具有良好的经济效益。
35.由本发明提供的套管的微观组织为回火索氏体,晶粒尺寸评级小于6级。
36.由本发明的提供的制成的110ksi钢级以上耐热套管的屈服强度758-1069mpa,抗拉强度≥862mpa,延伸率≥18%,0℃横向夏比冲击功≥60j,350℃下高温屈服强度≥700mpa,蠕变速率≦1.5
×
10-6
%/s,可以满足稠油开发高温环境下对套管性能使用要求。
附图说明
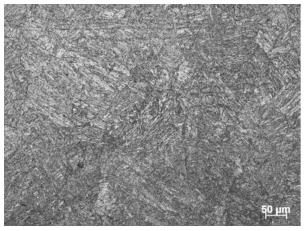
37.图1示出本发明实施例a3的金相组织;
38.图2示出本发明对比例b3的金相组织。
具体实施方式
39.以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书
所揭示的内容轻易地了解本发明的其他优点及功效。虽然本发明的描述将结合较佳实施例一起介绍,但这并不代表此发明的特征仅限于该实施方式。恰恰相反,结合实施方式作发明介绍的目的是为了覆盖基于本发明的权利要求而有可能延伸出的其它选择或改造。为了提供对本发明的深度了解,以下描述中将包含许多具体的细节。本发明也可以不使用这些细节实施。此外,为了避免混乱或模糊本发明的重点,有些具体细节将在描述中被省略。
40.本发明一方面的一实施例提供一种稠油开发用高强度耐热套管,按重量百分比计,含有c:0.08-0.19%;si:0.1-0.4%;mn:1.0-1.8%;cr:1-2%;mo:0.1-0.4%;w:0.1-0.5%;v:0.01-0.15%;al:0.01-0.05%;n≤0.008%;fe和不可避免的杂质,其中,不含有ti或nb。
41.本发明一方面的另一实施例提供一种稠油开发用高强度耐热套管,按重量百分比计,含有c:0.08-0.19%;si:0.1-0.4%;mn:1.0-1.8%;cr:1-2%;mo:0.1-0.4%;w:0.1-0.5%;v:0.01-0.15%;al:0.01-0.05%;n≤0.008%;余量fe和不可避免的杂质。
42.相应地,本发明还提出了上述高强度耐热套管的制造方法,其包括步骤:冶炼、连铸、穿孔、轧制、定径、控制冷却、热处理、矫直。
43.在本发明所述的高强度耐热套管的制造方法中的上述连铸步骤中,控制钢水过热度低于40℃,连铸拉速为2.0-2.4m/min。圆坯在1200-1260℃的环形炉内进行加热,穿孔温度为1120-1200℃,控制终轧温度为980-1080℃,终轧后定径工序的温度为920-960℃。套管定径后通过控冷设备,冷前套管管体温度850-900℃,采用在线控制冷却装置对套管外表面进行喷水冷却,为减小内外壁的残余应力,控制冷却水量使管体内壁温度500-900℃时冷却速度为20-40℃/s,管体内壁温度500℃以下时冷却速度为30-50℃/s,终冷温度不高于50℃。
44.套管轧后冷却至室温后进行回火热处理,回火温度600-700℃,保温时间50-80min,最后400-500℃热矫直。
45.本发明可以用于制造110ksi以上钢级的具有良好高温力学性能的耐热套管。
46.本发明提出的高强度耐热套管利用热轧后钢管余热进行淬火,去除了离线淬火工序,采用在线淬火+回火热处理的工艺生产耐热套管可以提高套管的高温力学性能和抗蠕变性能,提高生产效率并降低生产成本,降低能耗实现绿色制造。
47.以下,根据实施例更详细说明本发明。
48.实施例a1-a5是本发明提供的稠油开发用高强度耐热套管的实施例,b1-b4为对比例。
49.按照下述步骤制造实施例a1-a5和对比例b1-b4中的套管:
50.1)冶炼:控制实施例a1-a5和对比例b1-b4中的各化学元素的重量百分配比如表1所示;
51.2)连铸:连铸成管坯,控制钢水过热度低于40℃,连铸拉速为2.0-2.4m/min;
52.3)穿孔:经过连铸步骤的圆坯在1200-1260℃的环形炉内加热,穿孔温度为1120-1200℃;
53.4)轧制:控制终轧温度为980-1080℃;
54.5)定径:控制定径温度为920-960℃;
55.6)轧后冷却:控制冷前套管管体温度为850-900℃,控制冷却水量使管体内壁温度
500-900℃时冷却速度为20-40℃/s,管体内壁温度500℃以下时冷却速度为30-50℃/s,冷却至不高于50℃。
56.7)热处理:600-700℃回火,保温时间50-80min;
57.8)矫直:400-500℃热矫直。
58.表1实施例a1-a5和对比例b1-b4的化学元素重量百分配比
59.(wt%,余量为fe和不可避免的杂质)
60.序号csimncrmowalnva10.080.21.01.00.10.10.010.0040.07a20.100.11.21.60.30.20.040.0050.01a30.120.31.41.40.20.50.050.0060.05a40.160.41.61.20.40.40.030.0070.12a50.180.251.820.350.30.020.0080.15a60.160.151.61.20.40.40.0150.0070.12a70.190.351.81.50.150.30.0350.0080.15b10.260.11.21.60.30.20.040.0050.01b20.120.31.41.40.2-0.050.0060.05b30.160.41.61.20.40.40.030.0070.12b40.180.251.80.5-0.30.020.0080.15
61.表2本发明的实施例a1-a5和对比例b1-b4的工艺参数。
62.[0063][0064]
*b3未采用在线控冷工艺,热处理采用离线淬火+回火工艺,具体参数:淬火温度900℃保温40min,690℃回火保温60min。
[0065]
表3本发明实施例a1-a5和对比例b1-b4的套管的力学性能。
[0066][0067]
从表3中可以看出,上述各实施例a1-a7中的套管的屈服强度758-1069mpa,抗拉强度≥862mpa,延伸率≥18%,0℃横向夏比冲击功≥60j,350℃下高温屈服强度≥700mpa,蠕变速率≦1.5
×
10-6
%/s,可以满足稠油开发高温环境下对套管性能使用要求。
[0068]
对比例b1中的c超出了本发明的技术方案所限定的范围,虽然强度满足要求,但是其生产过程中发生了淬火开裂无法正常生产。对比例b2中未添加w,对比例b3中的成分虽未
超出本发明的技术方案所限定的范围,但是未采用轧后控冷工艺(即,本发明的第二方面提供一种稠油开发用高强度耐热套管的制造方法中的控制冷却步骤,具体为冷前套管管体温度850-900℃,采用控制冷却装置对套管外表面进行喷水冷却,控制冷却水量使管体内壁温度500-900℃时冷却速度为20-40℃/s;管体内壁温度500℃以下时冷却速度为30-50℃/s,终冷温度不高于50℃),a3和b3的金相组织如图1和图2所示,图1的晶粒组织粗大,有利于提升抗蠕变性能;图2晶粒细小,晶粒度为8级,抗蠕变性能较差。对比例b4中的cr和mo超出了本发明的技术方案所限定的范围。以上使得对比例b2-b4中的套管的至少一项力学性能未能达到良好的高温强度和抗蠕变性能要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1