一种自动调整放电电压的砂轮修锐方法与流程
1.本发明属于磨削加工设备技术领域,具体涉及一种自动调整放电电压的砂轮修锐方法。
背景技术:
2.elid在线电解修整技术是专门应用于金属结合剂砂轮的修整方法,其工作原理为:砂轮通过电刷接电源正极,根据砂轮的形状制造一个导电性能良好的电极接电源的负极,电极与砂轮表面之间有一定的间隙,从喷嘴中喷出具有电解作用的磨削液进入二者之间的间隙后,在电流的作用下,砂轮的金属基体作为阳极被电解,使砂轮中的磨粒露出表面,形成一定的出刀高度和容屑空间。与传统电解修整方法相比,elid具有修整效率高、工艺简单、修锐质量高等特点,同时采用普通磨削液作为电解修整液,很好地解决机床腐蚀问题。其中,精密修锐技术是通过将砂轮对应不同形状的模具进行磨削,使砂轮修整为既定形状和锐利度一个环节。
3.在磨削过程中,阳极砂轮表面会逐渐生成一层氧化膜,氧化膜的生成造成了砂轮与模具之间导电性的下降。但是,为了提高修锐工作效率,需要将砂轮转速提高至一个既定转速范围,而转速增加时钝化膜厚度也会随之增加,这样就导致两者之间导电性降低的情况出现,进而造成转速达不到既定要求,影响修锐加工效率和加工精密度。
技术实现要素:
4.本发明的目的在于提供一种自动调整放电电压的砂轮修锐方法,能够对放电电压进行在线实时调整,保证放电电流平衡,使砂轮转速满足加工需求且平稳可靠,提高整个修锐加工过程的稳定性和可靠性。
5.本发明采用的技术方案如下:
6.一种自动调整放电电压的砂轮修锐方法,包括
7.s1、根据砂轮修锐要求选择对应修锐模具,安装待修砂轮和修锐模具;待修砂轮为阳极,修锐模具为阴极;
8.s2、输入待修砂轮特征参数,根据待修砂轮特征参数调取对应的预设电流数据集;
9.s3、选定待修砂轮转速,根据选定转速在预设电流数据集中调取对应固定电流值a
t
;
10.s4、通电磨削,闭环控制待修砂轮与修锐模具之间的放电电压,使待修砂轮与修锐模具之间的放电电流a
i
保持平衡;
11.s5、修锐完成。
12.进一步地,所述步骤s4的具体过程如下:
13.4.1:检测修锐模具与待修砂轮之间的放电电流a
i
;
14.4.2:计算放电电流a
i
与固定电流值a
t
之间的差值a
d
;
15.4.3:调整修锐模具与待修砂轮之间所加的放电电压u
i
,直至差值a
d
=0;至此,完成
了一次自动调整放电电压的闭环控制;
16.4.4:重复步骤4.1至步骤4.3;
17.进一步地,所述特征参数包括待修砂轮的粒度。
18.进一步地,所述固定电流值a
t
的取值范围为0a~5a。
19.综上所述,由于采用了上述技术方案,本发明的有益效果是:
20.1、通过将待修砂轮连接直流电源正极,将修锐模具连接直流电源负极,使待修砂轮与修锐模具之间构成电化学系统并对待修砂轮进行表面修锐,然后通过调整放电电压使二者之间放电电流达到平衡,实现砂轮转速的平稳和可靠,保障修锐效率和修锐精度;
21.2、通过检监测放电电流并对放电电压进行动态调整的“监测
‑
反馈
‑
调压”过程,实现修锐过程中对放电电流的闭环控制,不仅进一步保障放电电流控制的精准取,保证砂轮转速稳定性,且为高速可靠地砂轮转速和高效修锐加工提供基础,保障整个修锐加工过程的高效、可靠、平稳。
附图说明
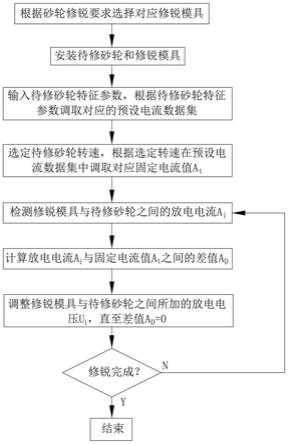
22.图1为本发明中加工方法的流程图。
具体实施方式
23.如图1所示,一种自动调整放电电压的砂轮修锐方法,包括以下步骤:
24.s1、根据砂轮修锐要求选择对应修锐模具,安装待修砂轮和修锐模具;待修砂轮为阳极,修锐模具为阴极;
25.s2、输入待修砂轮特征参数,根据待修砂轮特征参数调取对应的预设电流数据集;
26.s3、选定待修砂轮转速,根据选定转速在预设电流数据集中调取对应固定电流值a
t
;
27.s4、通电磨削,闭环控制待修砂轮与修锐模具之间的放电电压,使待修砂轮与修锐模具之间的放电电流a
i
保持平衡;
28.s5、修锐完成。
29.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。
30.本发明包括以下步骤:
31.s1、根据砂轮修锐要求选择对应修锐模具,安装待修砂轮和修锐模具。
32.根据砂轮所要求的锐利度等不同参数要求,其对应的修锐模具也不同,先选定修锐所使用的修锐模具,然后将修锐模具和待修砂轮沿x轴并排设置,修锐模具和待修砂轮的轴线均沿y轴设置,修锐模具轮面与待修砂轮轮面位置对应。
33.待修砂轮连接直流电源正极并作为电解过程的阳极,修锐模具连接为直流电源负极并作为电解过程的阴极。
34.s2、输入待修砂轮特征参数,根据待修砂轮特征参数调取对应的预设电流数据集。
35.根据砂轮种类不同,其磨削难易度也不同,因此,稳定工作所需对应的电流值也不同,根据砂轮特征参数,通过采集砂轮在日常工作状态下工作电流值或通过模拟仿真等方法进行工作电流数据的采集和预设电流数据集创建,然后将创建的预设电流数据集存储于
电控柜等控制系统中以待使用时调用,使本发明能够满足不同种类砂轮的修锐使用,同时,根据砂轮特性选择对应的预设电流数据,能够保障每个砂轮修锐加工过程的精确度,保证加工质量和精准度。
36.本实施例中采用的特征参数包括砂轮粒度或砂轮硬度等。
37.s3、选定待修砂轮转速,根据选定转速在预设电流数据集中调取对应固定电流值a
t
。
38.本实施例中固定电流值a
t
的取值范围为0a~5a。
39.s4、通电磨削,闭环控制待修砂轮与修锐模具之间的放电电压,使待修砂轮与修锐模具之间的放电电流a
i
保持平衡。
40.砂轮转速越高,加工效率越高,但同时,阳极与阴极之间的放电电流因氧化膜的增厚而下降,电流下降则造成修锐效精度和效率均达不到要求,需要增大放电电压进行调节。因此,保持放电电流平衡对于砂轮修锐至关重要。
41.闭环控制待修砂轮与修锐模具之间的放电电压的具体过程如下:
42.4.1:检测修锐模具与待修砂轮之间的放电电流a
i
。
43.由于在电解过程中,砂轮表面会产生一层影响导电性能的氧化膜,破坏阳极与阴极之间电流平衡,因此,需要对二者之间放电电流进行实时监控并对放电电压进行动态调整,保证放电电流的平衡。
44.4.2:计算放电电流a
i
与固定电流值a
t
之间的差值a
d
。
45.4.3:调整修锐模具与待修砂轮之间所加的放电电压u
i
,直至差值a
d
=0。
46.根据差值数值,首先确定电压调整类型为提高或降低,然后按照调整类型对电压进行持续增加或持续拉低,直至差值为零。
47.至此,完成了一次自动调整放电电压的闭环控制。
48.4.4:重复步骤4.1至步骤4.3,直至修锐完成。
49.s5、修锐完成。
50.本发明通过将待修砂轮连接直流电源正极,将修锐模具连接直流电源负极,使待修砂轮与修锐模具之间构成电化学系统并对待修砂轮进行表面修锐,然后通过调整放电电压使二者之间放电电流达到平衡,实现砂轮转速的平稳和可靠,保障修锐效率和修锐精度。同时,通过检监测放电电流并对放电电压进行动态调整的“监测
‑
反馈
‑
调压”过程,实现修锐过程中对放电电流的闭环控制,不仅进一步保障放电电流控制的精准取,保证砂轮转速稳定性,且为高速可靠地砂轮转速和高效修锐加工提供基础,保障整个修锐加工过程的高效、可靠、平稳。
51.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1