一种竹木制品的双面抛光机的制作方法
1.本发明涉及竹木加工领域,具体的是一种竹木制品的双面抛光机。
背景技术:
2.传统竹木制品短料抛光大多是通过人工手持抛光机对竹木制品短料进行抛光的,通过抛光机转动的打磨盘对待加工的竹木制品短料表面进行打磨抛光,直至竹木制品短料表面光滑,但在现有技术中,人工抛光容易出现抛光面不均匀,特别是双面抛光时还需要大量的人工成本,且抛光时产生的粉尘会对人体产生较大的危害。
技术实现要素:
3.针对上述问题,本发明提供一种竹木制品的双面抛光机。
4.为了实现上述目的,本发明是通过如下的技术方案来实现:一种竹木制品的双面抛光机,其结构包括机架、电控箱、传输机构、除尘口,所述电控箱焊接于机架的右侧位置,所述除尘口固定于机架的左侧位置,所述传输机构安装于机架的内侧位置;所述传输机构包括抛光机构、传送台、输送电机,所述抛光机构安装于传送台的边侧位置,所述输送电机与传送台相连接。
5.作为本发明的进一步改进,所述传送台包括传输带、压辊、升降丝杆、升降链条、升降电机、输送架,所述压辊活动卡合于传输带的内侧位置,所述升降丝杆的顶部与输送架铆合连接,所述升降链条与升降丝杆的下端啮合连接,所述升降电机与升降丝杆相连接,所述输送架安装于传输带的底部位置,所述传输带采用聚氨酯材质,具有耐磨损的特点。
6.作为本发明的进一步改进,所述抛光机构包括控制屏、抛光辊电机、抛光辊、台板、摆动电机、间距压片、砂轮架、升降柱,所述控制屏安装于砂轮架的上端,所述抛光辊电机与抛光辊活动卡合,所述台板与砂轮架为一体化结构,所述摆动电机安装于砂轮架上端,所述间距压片与台板相焊接,所述升降柱安装于砂轮架的外侧,所述抛光辊设有八个,且四个为一组呈上下颠倒状态分别分布于两个物体的上方与下方。
7.作为本发明的进一步改进,所述升降柱包括辊子链、砂辊升降杆、主砂架,所述辊子链与砂辊升降杆的上端啮合连接,所述砂辊升降杆与主砂架内部滑动配合,所述砂辊升降杆设有八个,且四个为一组均匀的在物体的前后两端呈对称分布。
8.本发明具有如下有益效果:
9.1、通过升降电机带动后端靠右的一个升降丝杆底部进行转动,能够使四个升降丝杆在升降链条的配合下进行同步升降,从而使输送架与台板能够受升降丝杆推动进行升降调整,故而使输送架与台板能够上升或下降至与竹木制品短料的厚度吻合,并且除尘口能够外接除尘机,从而能够将打磨产生的粉末向外吸入除尘机内部,故而能够避免竹木制品短料打磨产生的粉尘对人体的危害,有效的避免了传统人工对竹木制品短料双面抛光效率低,且抛光面不均匀的情况。
10.2、通过安装于砂轮架上的摆动电机转轴与砂轮架上带动椭圆镂空板的椭圆内侧
相贴合,并且椭圆镂空板焊接于砂轮架的上端,从而使摆动电机转动的同时能够推动椭圆镂空板进行左右移动,故而使椭圆镂空板能够带动整个抛光机构进行左右移动,从而使抛光辊能够对竹木制品短料制成的粘板的左右两边进行打磨圆滑,有效的避免了抛光辊不能够完全对竹木制品短料制成的粘板的四边进行打磨圆滑的情况。
附图说明
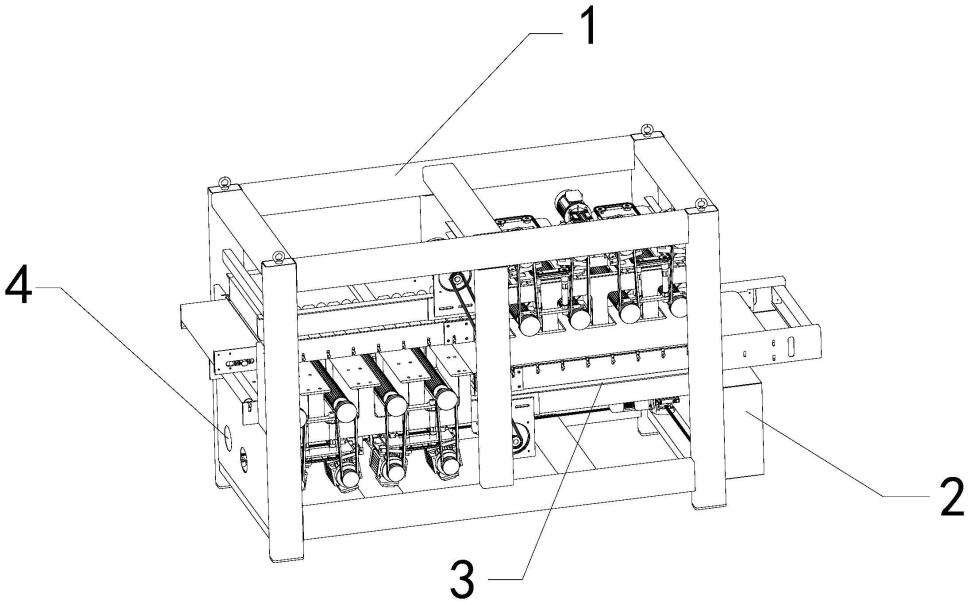
11.图1为本发明一种竹木制品的双面抛光机的结构示意图。
12.图2为本发明传输机构侧视的结构示意图。
13.图3为本发明抛光机构与传送台配合立体的结构示意图。
14.图4为本发明抛光机构侧视的结构示意图。
15.图5为本发明升降柱立体的结构示意图。
16.图6为本发明辊子链位于下方砂轮架的结构示意图。
17.图7为本发明升降柱侧视的结构示意图。
18.图中:机架-1、电控箱-2、传输机构-3、除尘口-4、抛光机构-31、传送台-32、输送电机-33、传输带-a1、压辊-a2、升降丝杆-a3、升降链条-a4、升降电机-a5、输送架-a6、控制屏-b1、抛光辊电机-b2、抛光辊-b3、台板-b4、摆动电机-b5、间距压片-b6、砂轮架-b7、升降柱-b8、辊子链-b81、砂辊升降杆-b82、主砂架-b83。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.实施例1
21.如图1至图4所示:
22.本发明提供一种竹木制品的双面抛光机,其结构包括机架1、电控箱2、传输机构3、除尘口4,所述电控箱2焊接于机架1的右侧位置,所述除尘口4固定于机架1的左侧位置,所述传输机构3安装于机架1的内侧位置;所述传输机构3包括抛光机构31、传送台32、输送电机33,所述抛光机构31安装于传送台32的边侧位置,所述输送电机33与传送台32相连接。
23.其中,所述传送台32包括传输带a1、压辊a2、升降丝杆a3、升降链条a4、升降电机a5、输送架a6,所述压辊a2活动卡合于传输带a1的内侧位置,所述升降丝杆a3的顶部与输送架a6铆合连接,所述升降链条a4与升降丝杆a3的下端啮合连接,所述升降电机a5与升降丝杆a3相连接,所述输送架a6安装于传输带a1的底部位置,所述传输带a1采用聚氨酯材质,具有耐磨损的特点,并且表面附着力较强,从而能够带动竹木制品短料向前传输。
24.其中,所述抛光机构31包括控制屏b1、抛光辊电机b2、抛光辊b3、台板b4、摆动电机b5、间距压片b6、砂轮架b7、升降柱b8,所述控制屏b1安装于砂轮架b7的上端,所述抛光辊电机b2与抛光辊b3活动卡合,所述台板b4与砂轮架b7为一体化结构,所述摆动电机b5安装于砂轮架b7上端,所述间距压片b6与台板b4相焊接,所述升降柱b8安装于砂轮架b7的外侧,所述抛光辊b3设有八个,且四个为一组呈上下颠倒状态分别分布于两个物体的上方与下方,
并且四个一组的抛光辊b3前两个为顺时针转动,后两个为逆时针转动,从而能够对竹木制品短料的上下两面进行打磨抛光。
25.本实施例的详细使用方法与作用:
26.本发明中,通过将竹木制品短料放置在传输机构3上的传送台32上,再通过传送台32上的传输带a1将竹木制品短料向前传送,并且通过升降电机a5带动后端靠右的一个升降丝杆a3底部进行转动,能够使四个升降丝杆a3在升降链条a4的配合下进行同步升降,从而使输送架a6与台板b4能够受升降丝杆a3推动进行升降调整,故而使输送架a6与台板b4能够上升或下降至与竹木制品短料的厚度吻合,并且改传统压辊a2在抛光辊b3的两边为在传输带a1的内侧与抛光辊b3相对应,从而使压辊a2能够向上推动竹木制品短料与抛光辊b3相贴合,故而使抛光辊b3能够对120mm以上的竹木制品短料进行抛光,相比传统抛光辊b3只能够对300mm以上的竹木制品短料进行抛光有了很大程度的提升,并且抛光辊b3四个为一组,设有两组上下颠倒的安装于上下两个传输带a1边侧,并且后端的两个抛光辊电机b2带动两个抛光辊b3进行顺时针转动,前端的两个抛光辊电机b2带动两个抛光辊b3进行逆时针转动,从而使位于上端抛光辊b3能够对被传输带a1带动前进的竹木制品短料上面进行抛光,当竹木制品短料持续向前传送时,位于上端的传输带a1对竹木制品短料进行带动,而位于下端的抛光辊b3则能够对竹木制品短料下面进行抛光,最后成品则会被传输带a1从前侧传送出,并且除尘口4能够外接除尘机,从而能够将打磨产生的粉末向外吸入除尘机内部,故而能够避免竹木制品短料打磨产生的粉尘对人体的危害,并且本发明能够一台能够解决十五个人工劳动力,有效的避免了传统人工对竹木制品短料双面抛光效率低,且抛光面不均匀的情况。
27.实施例2
28.如图5-图7所示:
29.其中,所述升降柱b8包括辊子链b81、砂辊升降杆b82、主砂架b83,所述辊子链b81与砂辊升降杆b82的上端啮合连接,所述砂辊升降杆b82与主砂架b83内部滑动配合,所述砂辊升降杆b82设有八个,且四个为一组均匀的在物体的前后两端呈对称分布,并且通过辊子链b81对前后四个砂辊升降杆b82的连接,能够使所连接的所有砂辊升降杆b82实现同步升降。
30.本实施例的详细使用方法与作用:
31.本发明中,由于竹木制品短料制成的粘板四边折角处也需打磨圆滑,前后两边能够在前进时被抛光辊b3打磨圆滑,而左右两边则无法被打磨到,通过一个砂辊升降杆b82顶部的转动,在能够在辊子链b81的配合下带动四个通过辊子链b81连接在一起的砂辊升降杆b82进行同步转动,从而使辊子链b81能够在主砂架b83的配合下推动抛光辊b3进行升降,故而使抛光辊b3能够与竹木制品短料制成的粘板表面相贴合,再通过安装于砂轮架b7上的摆动电机b5转轴与砂轮架b7上带动椭圆镂空板的椭圆内侧相贴合,并且椭圆镂空板焊接于砂轮架b7的上端,从而使摆动电机b5转动的同时能够推动椭圆镂空板进行左右移动,故而使椭圆镂空板能够带动整个抛光机构31进行左右移动,从而使抛光辊b3能够对竹木制品短料制成的粘板的左右两边折角进行打磨圆滑,有效的避免了抛光辊b3不能够完全对竹木制品短料制成的粘板的四边折角进行打磨圆滑的情况。
32.利用本发明所述技术方案,或本领域的技术人员在本发明技术方案的启发下,设
计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1