一种800MPa级螺纹钢及其生产方法
本发明涉及高强度热轧螺纹钢的生产,尤其涉及800mpa级螺纹钢及其生产方法生产。
背景技术:
1、螺纹钢或螺纹钢筋在土木建筑、道路桥梁以及城市建设等众多领域都占据十分重要的地位,是整个钢铁产业中应用最广泛的一类钢种。伴随着以“中国制造2025”为标志的高端制造产业的推出,以及“实现2030年前碳达峰、2060年前碳中和”的目标的提出,各个领域对于结构性钢材的强度提出了更高的要求。目前市场上主流使用的螺纹钢筋为hrb335(屈服强度在335mpa左右)、hrb400(屈服强度在400mpa左右)、hrb500(屈服强度在500mpa左右)。为了进一步减少钢材用量、优化结构设计以及减少碳排放,需要研发强度更高的螺纹钢筋。
2、目前,钢铁行业已经研发出了hrb600(屈服强度在600mpa左右)螺纹钢筋,但还未大量推广应用。例如,2017年8月25日申请的申请号为cn201710740925.3的中国专利公开了一种热轧600mpa级抗震螺纹钢筋及其生产方法,采用热轧后自然冷却的方法,制得的螺纹钢筋的屈服强度为600-780mpa、抗拉强度≥730mpa、强屈比≥1.25,并且均匀延伸率≥9%。2019年4月9日申请的申请号为cn201910279830.5的中国专利公开了一种焊接性能良好的高强度螺纹钢筋的制造方法,制得的螺纹钢筋的屈服强度为400-650mpa、强屈比为1.25-1.45,并且断后伸长率为18-35%。2013年8月28日申请的申请号为cn201310380735.7的中国专利公开了一种600mpa热轧带肋钢筋的生产方法,采用钒铌微合金强化技术来提高强度。2012年7月20日申请的申请号为cn201210252106.1的中国专利公开了一种600mpa级抗震螺纹钢筋及其制造方法,制得的螺纹钢筋抗拉强度>730mpa、屈服强度>600mpa、断后伸长率>14%、最大力总伸长率>9%,并且强屈比>1.25。
3、上述600mpa级的螺纹钢筋主要为铁素体和珠光体组织,主要通过较高的c、si、mn、cr等的固溶强化和v、nb、ti、b等微合金化的方法来提高强度。
4、也有部分700mpa和800mpa级的螺纹钢筋已经公布。例如,2014年3月26日申请的申请号为cn201410116600.4的中国专利公开了一种贝氏体型700mpa级螺纹钢筋及其生产方法,该钢筋的屈服强度>700mpa、抗拉强度>860mpa、断后延伸率>14%,并且显微组织为铁素体和贝氏体。2019年3月28日申请的申请号为cn201910244265.9的中国专利公开了一种800mpa级热轧螺纹钢筋的生产方法,该工艺采用高温加热和低温开轧相结合,生产的热轧钢筋的显微组织为铁素体和贝氏体组织,其屈服强度≥800mpa、抗拉强度≥960mpa,并且均匀延伸率≥7.5%。2009年4月3日申请的申请号为cn200910011023.1的中国专利公开了一种在线调质工艺生产高强度螺纹钢筋的方法,采用淬火成全马氏体组织后进行在线回火,制得的螺纹钢筋的屈服强度为820-1190mpa、抗拉强度为1020-1300mpa,并且延伸率为12-16%。
5、上述700mpa和800mpa级的螺纹钢筋主要为铁素体和贝氏体组织双相组织、或者回火马氏体组织。贝氏体或马氏体组织主要用来提高强度,而铁素体用于平衡塑性。
6、上述所有的螺纹钢筋中mn的含量都在2%以下,终轧温度在850℃以上,且所形成的组织都不包含奥氏体。制得的螺纹钢不仅仅屈服强度偏低(<800mpa),抗拉强度也偏低(<1000mpa),同时强屈比也偏低(<1.5)。考虑到行业的发展和需求,人们希望研发出更高级别强度的螺纹钢,同时尽量降低这种高强度螺纹钢的生产成本,以有利于在更大范围内推广使用。例如,如果以800mpa级高强度螺纹钢筋代替传统的400mpa级螺纹钢筋,则同等条件下钢材使用量会减少50%,这无疑对降低钢材用量和降低碳排放是有利的。
技术实现思路
1、本发明旨在提供一种至少能解决上述部分技术问题的800mpa级螺纹钢的生产方法。
2、本发明还旨在提供一种应用上述生产方法制得的800mpa级螺纹钢。
3、根据本发明的一个方面,提供了一种800mpa级螺纹钢的生产方法,所述螺纹钢包括按重量百分比的以下组分:碳,0.10%-0.30%;锰,7.00%-11.00%;铝,1.00%-3.00%;硅,0-1.00%;钒,0.05%-0.30%;铌,0-0.10%,余量为铁和不可避免的杂质;所述生产方法包括以下步骤:通过冶炼获得含有所述螺纹钢的组分的钢液;通过铸造将所述钢液形成钢坯;将所述钢坯加热至温度t1为1050℃≤t1≤1200℃,并保温1.5-2.5小时;对保温的所述钢坯进行热轧,终轧温度t2为500℃≤t2≤800℃;将热轧的所述钢坯自然冷却至室温。
4、在一些实施例中,热轧所述钢坯的开轧温度t3为1000℃≤t3≤1100℃。
5、在一些实施例中,所述铝的重量百分比为0.50%-2.00%。
6、在一些实施例中,所述铌的重量百分比为0-0.04%。
7、在一些实施例中,所述生产方法获得的所述螺纹钢的屈服强度σs为800mpa≤σs≤1000mpa,抗拉强度rm为1300mpa≤rm≤1900mpa,强屈比fu/fy为1.6≤fu/fy≤2.2,延伸率δ为8%≤δ≤20%。
8、根据本发明的另一个方面,提供了一种800mpa级螺纹钢,包括按重量百分比的以下组分:碳,0.10%-0.30%;锰,7.00%-11.00%;铝,1.00%-3.00%;硅,0-1.00%;钒,0.05%-0.30%;铌,0-0.10%,余量为铁和不可避免的杂质;其中,所述螺纹钢通过上述的生产方法制得。
9、在一些实施例中,所述铝的重量百分比为0.50%-2.00%。
10、在一些实施例中,所述铌的重量百分比为0-0.04%。
11、在一些实施例中,所述螺纹钢的屈服强σs为800mpa≤σs≤1000mpa,抗拉强度rm为1300mpa≤rm≤1900mpa,强屈比fu/fy为1.6≤fu/fy≤2.2,延伸率δ为8%≤δ≤20%。
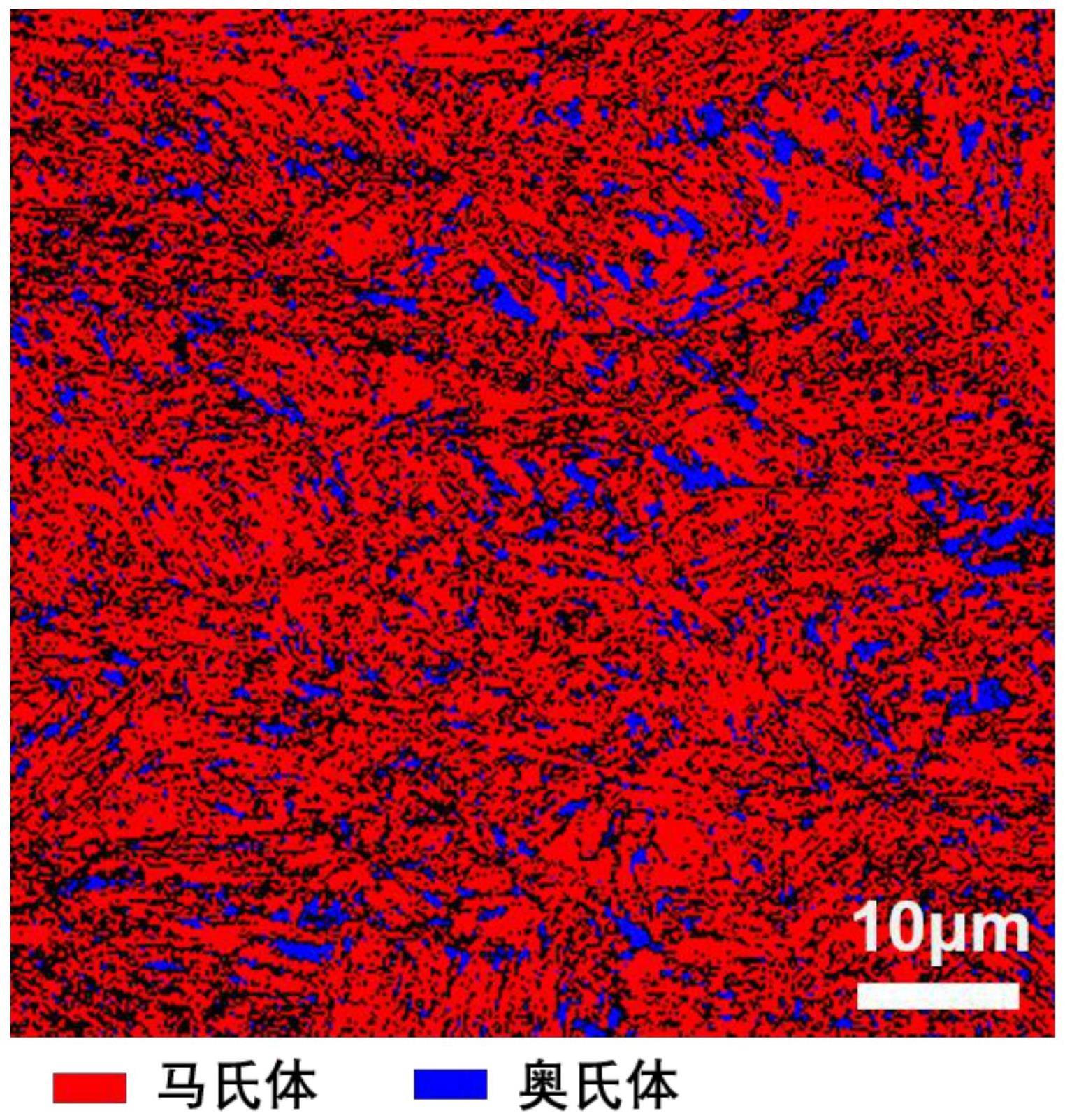
12、在一些实施例中,所述螺纹钢具有马氏体和奥氏体双相微观组织。
13、本发明的其它特征和优点的一部分将会是本领域技术人员在阅读本申请后显见的,另一部分将在下文的具体实施方式中结合附图描述。
技术特征:
1.一种800mpa级螺纹钢的生产方法,其特征在于,所述螺纹钢包括按重量百分比的以下组分:
2.根据权利要求1所述的800mpa级螺纹钢的生产方法,其特征在于,热轧所述钢坯的开轧温度t3为1000℃≤t3≤1100℃。
3.根据权利要求1所述的800mpa级螺纹钢的生产方法,其特征在于,所述铝的重量百分比为0.50%-2.00%。
4.根据权利要求1所述的800mpa级螺纹钢的生产方法,其特征在于,所述铌的重量百分比为0-0.04%。
5.根据权利要求1所述的800mpa级螺纹钢的生产方法,其特征在于,所述生产方法获得的所述螺纹钢的屈服强度σs为800mpa≤σs≤1000mpa,抗拉强度rm为1300mpa≤rm≤1900mpa,强屈比fu/fy为1.6≤fu/fy≤2.2,延伸率δ为8%≤δ≤20%。
6.一种800mpa级螺纹钢,其特征在于,包括按重量百分比的以下组分:
7.根据权利要求6所述的800mpa级螺纹钢,其特征在于,所述铝的重量百分比为0.50%-2.00%。
8.根据权利要求6所述的800mpa级螺纹钢,其特征在于,所述铌的重量百分比为0-0.04%。
9.根据权利要求8所述的800mpa级螺纹钢,其特征在于,所述螺纹钢的屈服强σs为800mpa≤σs≤1000mpa,抗拉强度rm为1300mpa≤rm≤1900mpa,强屈比fu/fy为1.6≤fu/fy≤2.2,延伸率δ为8%≤δ≤20%。
10.根据权利要求8所述的800mpa级螺纹钢,其特征在于,所述螺纹钢具有马氏体和奥氏体双相微观组织。
技术总结
本发明涉及800MPa级螺纹钢的生产方法及制得的800MPa级螺纹钢。在800MPa级螺纹钢的生产方法中,所述螺纹钢包括按重量百分比的以下组分:碳,0.10%‑0.30%;锰,7.00%‑11.00%;铝,1.00%‑3.00%;硅,0‑1.00%;钒,0.05%‑0.30%;铌,0‑0.10%,余量为铁和不可避免的杂质;所述生产方法包括以下步骤:通过冶炼获得含有所述螺纹钢的组分的钢液;通过铸造将所述钢液形成钢坯;将所述钢坯加热至温度T1为1050℃≤T1≤1200℃,并保温1.5‑2.5小时;对保温的所述钢坯进行热轧,终轧温度T2为500℃≤T2≤800℃;将热轧的所述钢坯自然冷却至室温。本发明的热轧螺纹钢具有马氏体和奥氏体双相微观组织。该热轧螺纹钢同时具有高屈服强度800‑1000MPa、超高抗拉强度1300MPa‑1900MPa、超高强屈比1.6‑2.2、高均匀延伸率8%‑20%。
技术研发人员:黄明欣,黄成鹏
受保护的技术使用者:香港大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!