铝合金工件及其制备方法与流程
1.本发明属于金属增材制造技术领域,涉及铝合金工件及其制备方法。
背景技术:
2.增材制造以其能够快速无模具制备复杂金属零件,在航空、航天、医疗、模具、船舶、能源等领域取得了成功的应用,其中选区激光熔化(selective laser melting,slm)技术制备的零件几何精度高、表面质量好、材料种类丰富,并且能够制备及其复杂的零件(内流到结构、网状结构等),取得了快速的发展。
3.铝合金的密度小、重量轻、比强度高、导电导热耐腐蚀性能好,是航空、航天、汽车等领域广泛使用的材料。高强度铝合金材料是航空航天等领域争夺的制高点。自1984年由schatman等人在快速凝固的铝锰合金中首次发现准晶以来,引起了越来越多的理论和实验研究兴趣。迄今为止,已经开发了一百多种准晶,它们都以高强度、高耐腐蚀性和耐磨性而闻名,例如基于铝、铜、镁、镍、钛和锌的准晶(qc)合金。al-fe系合金由于其既保持了铝合金质量轻的特点,又具有硬度高、耐热、耐磨、抗腐蚀等优良性能,已经越来越受到关注,但由于固有的室温脆性,al-fe系qc合金的应用仅限于涂层领域或金属基/聚合物基复合材料作为增强颗粒,与此同时,采用传统的铸造和锻造方法无法发挥al-fe系合金的性能优势,强度和塑性均较低,使得al-fe系合金的目标成分合金复杂形貌构件难以制备出,限制了al-fe系合金的发展。
技术实现要素:
4.本发明的目的在于克服上述现有技术的缺点,提供一种铝合金工件及其制备方法,以解决现有技术中现有的铝合金工件的制备方法难以制备出目标al-fe系合金的问题。
5.为达到上述目的,本发明采用以下技术方案予以实现:
6.铝合金工件,以质量分数计,包括:铁1.5%~5.0%,铬1.5~4.0%,余量为铝。
7.本发明的进一步改进在于:
8.优选的,还包括合金杂质;以质量分数计,所述合金杂质含量小于0.3%。
9.优选的,以质量分数计,铝合金工件中的氧含量小于0.05%。
10.优选的,还包括合金杂质;以质量分数计,所述合金杂质的质量含量小于0.2%,氧含量小于0.01%。
11.优选的,以质量分数计,还包括铜2.0%~5.0%。
12.优选的,所述铝合金工件中的金相组成包括al-fe-cr准晶、亚稳al-cu相和al-fe相。
13.优选的,以质量分数计,包括铁1.5%~3.0%,铜2.0%~5.0%,铬1.5%~4.0%,余量为铝。
14.一种铝合金工件的制备方法,包括以下步骤:
15.步骤1,绘制工件三维图,建立工件模型,对工件模型进行分层切片处理;
16.步骤2,将配置好的铝合金粉末干燥处理;所述铝合金粉末以质量分数计,包括:铁1.5%~5.0%,cr 1.5~4.0%,余量为铝和合金杂质;
17.步骤3,将干燥后的粉末放置于slm打印机中,通过选区激光熔化进行打印,制备出铝合金工件。
18.优选的,步骤2中,所述粉末的粒度分布为:d10粉末的粒径为10μm~25μm,d50粉末的粒径为30μm~45μm,d90粉末的粒径为50μm~60μm。
19.优选的,步骤2中,干燥温度为100~150℃,干燥时间为2~6h。
20.优选的,步骤3中,所述选区激光熔化的激光功率为300~600w。
21.优选的,步骤3中,所述选取激光熔化的扫描速度为300~2000mm/s,扫描线间距为80μm~150μm。
22.与现有技术相比,本发明具有以下有益效果:
23.本发明公开了一种铝合金工件,该铝合金工件以al元素,fe元素和cr元素为主要元素。其中fe元素与al元素形成高温稳定的al-fe金属间化合物,用以强化其高温性能;cr元素,fe元素和al元素之间相互作用形成具有高耐磨和高强度的al-fe-cr准晶相,用以增强合金体系的硬度与耐磨性能;同时,al-fe相和al-fe-cr相在不同凝固条件下的相互转化将实现高温与室温性能的有效调控。
24.进一步的,cu元素在快速凝固条件下过饱和固溶在al基体中,实现固溶强化作用,同时受随后的成形过程中的循环原位热处理工艺影响,将析出纳米尺度的al-cu增强相,进一步提高合金的拉伸强度与屈服强度。
25.本发明还公开了一种铝合金工件的制备方法,al-fe系铝合金原料丰富,价格便宜,制造和使用成本低,采用传统的铸造和锻造方法无法发挥al-fe系合金的性能优势,强度和塑性均较低。然而,当al-fe系合金达到较高的冷却速度条件时,可以在粗大的al-fe晶粒内部产生超微结构和亚稳相,从而能够实现对铝合金基体的复合增强效果,而slm增材制造技术能够提供快速冷却这一条件。因此,通过使用slm增材制造技术,能够制备极高强度的al-fe系铝合金零件,从而实现比强度的突破,在航空、航天、汽车、船舶领域具有重要应用价值。面对已有研究中采用甩带法来制备块状al-fe-cu-cr成型件,在室温下的拉伸试验呈现脆性断裂,无法制备复杂结构件这一问题。使用slm工艺制备高强度、不开裂、具有良好塑性的al-fe-cu-cr成型件,为slm提供一种高强度高温铝合金材料体系,扩展选区激光熔化技术在高强高温铝领域的使用范围。该种适用于选区激光熔化工艺的al-fe-cu-cr合金粉末成本低
26.本发明的铝合金粉末通过slm成型致密度超过99%,沉积态样品的抗拉强度≥600mpa,屈服强度≥300mpa,延伸率≥1.5%。该种适用于选区激光熔化工艺的al-fe-cu-cr合金力学性能较好。
附图说明
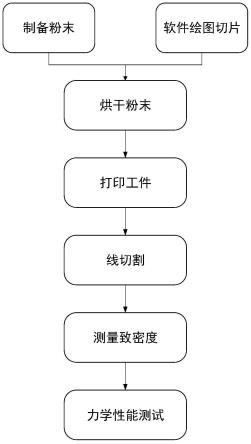
27.图1为本发明的制备流程图;
28.图2为本发明实施例1中的铝合金粉末烘干后粒度图;
29.其中,(a)图为粉末形貌图;(b)图为粉末截面图;(c)图为粉末xrd衍射图谱;(d)图为图a颗粒放大图;(e)图为图b粉末截面放大图;(f)图为图e截面的元素分布图;
30.图3为本发明实施例1中的铝合金工件的微观结构图;
31.其中,(a)图为熔池边界组织tem图;(b)图为富准晶区组织图;(c)图为贫准晶区组织图;(d)图为准晶相与基体的成分分析结果;从结果可知,cu元素过饱和固溶在al基体中,实现固溶强化,fe,cr与al元素形成了准晶相并且局部非均匀,宏观均匀的分布在成形构件中。
32.图4为制备出工件的力学性能图。
33.图5为制备出工件的高温拉伸性能结果图。
具体实施方式
34.下面结合附图和具体的实施例对本发明做进一步详细描述:
35.在本发明的一个实施例中,以质量分数计,铝合金工件的成分包括:铁1.5%~5.0%,cr 1.5~4.0%,余量为铝和合金杂质。该成分体系中,在al-fe合金中加入cr元素;其中fe元素与al元素形成不同尺度的al-fe金属间化合物,增强合金的高温力学性能;cr元素,fe元素和al元素形成亚微米尺度的al-fe-cr准晶相,通过第二相强化,有效提高合金抗拉强度,
36.更为优选的,该实施例中的合金杂质含量小于0.3%,铝合金工件中的氧含量小于0.05%,避免产生不必要的脆性金属间化合物或金属氧化物。
37.在本发明的一个实施例中,以质量分数计,还包括铜2.0%~5.0%,cu元素过饱和固溶在al基体中,并且在随后的成形过程中,受原位循环加热过程影响析出纳米尺度的al-cu增强相,用以进一步增强合金体系的室温抗拉强度和屈服强度。
38.进一步的,所述铝合金工件中的金相组成包括al-fe-cr准晶相、亚稳al-cu相和al-fe相,亚稳al-cu相独立存在,al-fe-cr准晶相和al-fe相在不同凝固条件下可以相互转化,实现工艺参数调控性能的目标。
39.在本发明的一个实施例中,以质量分数计,包括铁1.5%~3.0%,铜2.0%~5.0%,铬1.5%~4.0%,余量为铝和合金杂质。
40.更进一步的,以质量分数计,所述合金杂质的质量含量小于0.2%,所述铝合金工件中的氧含量小于0.01%。
41.参见图1,上述实施例中合金的制备方法包括以下步骤:
42.(1)制备合金粉末
43.市购或购买设计的目标合金原材料,包括但不限于纯铝块、al10fe中间合金、al5cu中间合金、al2cr中间合金、al5cr中间合金等,原料合金块的选择能够根据目标合金成分合理对现有的合金块进行选择,市购,随后按照设计的合金成分进行熔炼制备原材料锭;也可以将目标成分提供给合金块供给厂家,由厂家直接提供符合目标成分要求的合金块作为原材料锭。
44.获得原材料锭后,通过氩气-气雾化方法制备金属粉末。并对制备后的粉末进行粒度筛分,获得适用于slm增材制造技术的粉末原料。氩气-气雾化方法为已有的氩气-气雾化方法,此处不再赘述。
45.该铝合金粉末通过气雾化方法制备铝合金粉末,首先制备原始预合金块材,随后采用氩气保护的形式进行气雾化制粉,制备粉末的球形度高,流动性好,收得率超过50%。
46.该粉末粒度分布与流动性要求如下:其中松装密度大于1.36g/cm2,霍尔流速小于80s/50g。
47.表4粒度分布要求
[0048][0049]
(2)将配置好的铝合金粉末干燥处理,干燥温度为100~150℃,干燥时间为2~6h;
[0050]
(3)绘制待制备零件的三维图,扫描策略为相邻层之间旋转角度为13-90
°
,层厚为0.02-0.07mm进行分层切片处理;
[0051]
(4)将干燥后的粉末放置于slm打印机中,通过控制选区激光熔化工艺参数(能量密度、扫描速度、扫描线间距等)和基板预热温度,制备复合相增强铝基复合材料,获得高温高强度铝合金零件。
[0052]
进一步的,工艺参数为激光功率300~600w,扫描速度300~2000mm/s,扫描线间距80-150μm基板预热温度为150-250℃。
[0053]
在增材制造铝合金体系的研究中,alsi
12
、alsi
10
mg等铝合金体系的增材制造零件技术相对比较成熟,但其力学性能不高;al-cu系、al-zn系高强铝合金凝固区间跨度大(例如2024或7075铝合金),凝固过程中易产生热裂纹,在增材制造的快速冷却非平衡凝固条件下更易产生热裂纹,均难以使用增材制造的方法制造。而该合金体系在快速凝固过程中将形成大量与基体半共格的准晶相,改变合金的凝固路径,避免大尺寸液相补缩区的出现,从而降低热裂纹形成机率。
[0054]
当al-fe系合金在传统铸造冷却速度下易形成大尺寸的al13fe4金属间化合物,合金塑性明显降低,无法实现应用。但达到较高的冷却速度条件时,如slm技术,可以在粗大的al-fe晶粒内部产生超微结构和亚稳相,甚至形成纳米尺度和亚微米尺度的al-fe相,从而能够实现对铝合金基体的复合增强效果,而slm增材制造技术能够提供快速冷却这一条件(slm以其点-线-面-体的逐点堆积制造的方式成形三维零件,因此能够实现逐个熔池快速冷却凝固,并具有在三维空间任意位置冷却条件主动控制的能力)。因此,通过使用slm增材制造技术,能够制备极高强度的al-fe系铝合金零件,从而实现比强度的突破,在航空、航天、汽车、船舶领域具有重要应用价值。
[0055]
在一些实施方案中,本发明公开了一种通过上述铝合金粉末制备al-fe系合金的方法。本发明为发挥al-fe系合金的优势,拓展其在增材制造领域的应用,丰富铝合金增材制造材料体系。本发明提出在al-fe合金中加入cu、cr元素,通过slm的快速凝固技术形成al-fe-cr准晶和亚稳al-cu、al-fe相复合增强的al基复合材料,使合金的强度得到显著提高,适用于更严格的环境。具体的制备方法包括以下步骤:
[0056]
下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
[0057]
实施例1
[0058]
(1)选取合金锭成分为al-4.0%cu-2.5%fe-3.0%cr,随后制备为粉末粒径为15~53μm的粉末,同时保证了粉末流动性和成形层厚精度,d10为17μm,d50为32μm,d90为47μm,进行真空干燥烘粉处理,温度为120℃,时间6h;烘干后的粉末如图2所示,从图中可以看
出粉末的球形度高,微型粉少,粒度均匀,内部致密无缺陷,各相稳定均匀。粉末成分如下表所示
[0059][0060]
(2)绘制所需零件的三维图,扫描策略为相邻层之间旋转角度为67
°
,层厚为0.03mm进行分层切片处理;
[0061]
(3)将烘好的粉末放入slm打印机供粉舱内开始打印,所述选区激光熔化的能量密度为315w,扫描速度保持1200mm/s,扫描线间距分别选择120μm,基板预热到150℃;
[0062]
(4)打印后的零件用线切割与基板分离,测定致密度。
[0063]
本实施例中,通过slm的快速凝固技术形成al-fe-cr准晶和亚稳al-cu、al-fe相复合增强的al基复合材料,如图3所示。其中(a)图为熔池边界组织tem图;(b)图为富准晶区组织图;(c)图为贫准晶区组织图;(d)图为准晶相与基体的成分分析结果;从结果可知,cu元素过饱和固溶在al基体中,实现固溶强化,fe,cr与al元素形成了准晶相并且局部非均匀,宏观均匀的分布在成形构件中。
[0064]
测定优选工艺参数下零件的力学性能,结果如图4所示,从图中可以看出沉积态试样表现出了超过600mpa的抗拉强度,在573k和673k进行退火处理后,其抗拉强度依旧超过450mpa,同时延伸率获得了很大提高达到8%。图5为其高温力学性能,高温拉伸试验结果表明,该材料在573k下拉伸强度超过250mpa,673k下拉伸强度超过150mpa,均达到了较高水平。
[0065]
实施例2
[0066]
(1)选取合金锭成分为纯al块,al5cu中间合金块,al10fe中间合金块和al2cr中间合金块,随后制备为粉末粒径为15~53μm的粉末,同时保证了粉末流动性和成形层厚精度,d10为25μm,d50为45μm,d90为65μm,进行真空干燥烘粉处理,温度为148℃,时间4h。
[0067]
(2)绘制所需零件的三维图,扫描策略为相邻层之间旋转角度为87
°
,层厚为0.03mm进行分层切片处理;
[0068]
(3)将烘好的粉末放入slm打印机供粉舱内开始打印,所述选区激光熔化的能量密度为570w,扫描速度保持1600mm/s,扫描线间距分别选择85μm,基板预热到200℃;
[0069]
(4)打印后的零件用线切割与基板分离,测定成分和致密度,获得的合金成分为fe 1.5%,cr 3.2%,cu2.6%,余量为al,其中氧含量小于0.05%,合金杂质含量小于0.3%。
[0070]
后续的实施例请详见表1-表4,实施例中未涉及的部分均和实施例1相同。
[0071]
表1实施例3-11的过程参数及最后的合金成分
[0072][0073][0074]
表2实施例12-19的过程参数及最后的合金成分
[0075][0076][0077]
表3实施例20-28的过程参数及最后的合金成分
[0078]
参数202122232425262728d10/μm131615111921151910d50/μm333635313941353930d90/μm535655515961555950干燥温度/℃106112110104142120135117102干燥时间/h3.554.52.55.533.522旋转角度/
°
202825157540653513层厚/mm0.050.020.070.030.030.070.050.050.02激光功率/w350420400320550550450500300扫描速度/mm/s600900800400100014006001200300扫描线间距/μm951101058513013511012580基板预热温度/℃180210200160180150250240150fe/%1.61.92.22.72.12.32.92.62.1cr/%1.72.71.92.32.42.62.72.93.1cu/%4.82.23.64.63.343.532氧含量/%<0.01<0.01<0.01<0.01<0.01<0.01<0.01<0.01<0.01杂质合金/%<0.2<0.2<0.2<0.2<0.2<0.2<0.2<0.2<0.2
[0079]
表4实施例29-36的过程参数及最后的合金成分
[0080][0081][0082]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1